
リング内に部品を平らに取り付ける装置及び方法
本発明は、リング6内に部品4’を平らに取り付ける装置1に関し、リング6を固定して保持することができるリング支持体3、25と、研究及び/又は分析されるべき材料から作られた板4に、下端で穴を開けるために、軸方向に支持する窪み15の中にはめ込まれ、該窪み15に対して行程に沿って移動可能なパンチ11と、前記リング6内に平らに取り付けられる部品4を形成するようにパンチ11と噛み合い、前記支持体3に対して行程に沿って移動可能なカウンターパンチ21と、前記パンチ、前記部品4及び前記カウンターパンチ21を前記行程に沿ってガイドするガイドアセンブリ17、27、37と、を有し、前記パンチ11の行程及び前記カウンターパンチ21の行程は、前記部品4’が前記リング6内に平らに取り付けられた時に停止可能であることを特徴とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リング内に部品を平らに取り付ける装置及び方法に関する。より具体的には、本発明は、分析試料、特に、放射能活性を有する試料の製造用の装置や方法の分野に関する。
【背景技術】
【0002】
放射性物質の分析試料の分野、例えば透過型電子顕微鏡(TEM)においては、放射線保護の観点から、安全性は大きな制約となる。従って、今日、そのような試料を製造するのに困難があり、試料が高放射能の時には特に困難である。高放射能物質の試料は、放射能レベルが安全基準を超えてしまうので、手作業で用意することはできない。また、エネルギー分析については、そのような高放射能物質の活性化エネルギーは、分析に用いられるセンサを飽和させてしまう。
【0003】
かかる試料の放射線量を減少させ、活性化エネルギーを減少させる既知の解決策は、試料のサイズを小さくすることである。
【0004】
この問題は、測定装置を乱す(妨害する)磁気材料と類似しており、これに対しては、試料のサイズを小さくすることがやはり求められる。
【0005】
TEM分析を行うために、標準的に試料は、約100μmの厚さの板を用いて製造され、穴あけパンチを用いて切り抜かれた直径約3mmのディスク(円盤)の外形を有する。そして、試料は両面に電解研磨が施される。そして、実質的に中央に穴を有する2つの凹面が得られる。
【0006】
上述の安全性の理由のため、放射能物質の試料に3mmの直径は大き過ぎる。
【0007】
上に述べた解決策を適用することにより、この直径は約1mmまで減少され、放射線はそれ故約10で割られる(約1/10になる)。
【0008】
操作上の理由のため、直径約1mmのこれらのディスク(以下では部品と呼ばれる)は、外径が約3mmであり内径が約1mmのリング内で平らに(同じ高さに)取り付けられる。
【0009】
部品をリング内に平らに取り付けることは、普通は以下のように行われる。
【0010】
−部品を得るため、研究されるべき材料の板に穴を開ける。この作業は、よくてもグローブボックス内で行われる。
【0011】
−人間のオペレータにより、プライヤー(又はペンチ)を用いて、その部品を非放射性で非磁性の材料からなるリング上に移動させる。
【0012】
−垂直に又はローラを用いて印加される圧力により、その部品をリング内で同じ高さになるように取り付ける。
【0013】
部品がリング上に移動される時には、その平坦取り付けの間、リング上の部品のバリに関して注意が払われなければならない。
【0014】
この方法を用いて得られる結果は、満足のいくものではない。実際、この方法は放射性環境における安全基準を満たさず、再現性のある結果を保証せず、平坦取り付けの間、研究されるべき材料に機械的応力を誘発する。
【発明の概要】
【0015】
本発明の1つの目的は、上述の不都合を克服(解消)することを可能にするリング内に部品を平らに取り付ける装置及び方法を提供することである。
【0016】
この観点から、本発明は、以下のものを含むことを特徴とするリング内に平らに(同一平面上に)部品を取り付ける装置及び方法を提供する:
−リングが動かない状態を保つことができるリング支持体と;
−パンチ、該パンチを軸方向に支持するための窪み内にはめ込まれ(組み込まれ)、該窪みに対して行程に沿って移動可能であり、該パンチの下端部で研究又は分析されるべき材料からなる板(プレート)に穴をあけるパンチと;
−カウンターパンチ、前記支持体に対して行程に沿って移動可能であり、前記リング内で平らに取り付けられるべき部品(部分)を形成するように、前記パンチと噛み合うカウンターパンチと;
−前記パンチ、前記部品及び前記カウンターパンチをガイドするガイドアッセンブリと;
−前記部品が前記リング内に平らに取り付けられたときに、停止するように構成された(適合された)前記パンチの前記行程及び前記カウンターパンチの前記行程。
【0017】
本発明はまた、以下のステップを有することを特徴とするリング内に部品を平らに取り付ける方法を提供する:
−リング支持体によってリングを保持するステップと;
−パンチを軸方向に支持するための窪み内にはめ込まれ(組み込まれ)、該窪みに対して行程に沿って移動可能であるパンチと、前記支持体に対して行程に沿って移動可能であり、前記パンチの下端部で板(プレート)に穴を開けるため、前記リング内で平らに(同じ高さで)取り付けられるべき部品(一部)を形成するように、カウンターパンチを噛み合わせるステップと;
−ガイドアッセンブリにより前記行程に沿って前記パンチ、前記部品及び前記カウンターパンチをガイドするステップと;
−前記部品が前記リング内で平らに取り付けられた時に、前記パンチ及び前記カウンターパンチの行程を停止させるステップ。
【0018】
そのような装置及びそのような方法の利点は、放射性試料の製造が安全な環境下、例えば、遮蔽されたチャンバ内で行えるという効果がある。
【0019】
本発明による装置の他の選択的で限定されない特徴は:
−前記装置は、前記板(プレート)を支持できる板(プレート)用支持体を更に含む;
−前記リング支持体及び前記板用支持体は、共通の要素を含む;
−前記装置は、前記パンチ及び/又は前記カウンターパンチの行程(移動距離)の範囲を制限するための止め具を更に含む;
前記ガイドアッセンブリは、前記リング支持体、前記板用支持体及び前記窪みに形成され、軸方向において同じ軸上に中心がある一連の穴である;
−前記カウンターパンチは、軸方向に、前記穴の軸に前記リングの中央を揃えるセンタリングフィンガーを含む;
−本発明による前記方法の選択的で限定されない特徴は:
−前記方法は、前記窪みの中に設けられた前記リングを保持するための空洞において前記リングを位置決めすることからなるステップを含む;
前記パンチ、前記部品及び前記カウンターパンチのガイド動作は、前記ガイドアッセンブリが前記リング支持体、前記板用支持体及び前記窪みに形成された一連である時に、単一の1つの軸に沿って実行される;
−前記方法は、前記カウンターパンチ上に設けられたセンタリングフィンガーによって保持された前記リングを中心に置くことからなるステップを更に含む;
他の特徴、目的及び利点は、実施例の態様により制限されることなく与えられた図面を参照しつつ、以下の説明を読む時に明らかになるであろう。
【図面の簡単な説明】
【0020】
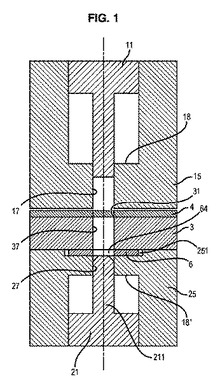
【図1】本発明による装置の穴開け前の位置における概略的な断面図である。
【図2】穴開け位置における図1の装置の概略的な断面図である。
【図3】水平となる取り付け位置における図1の装置の概略的な断面図である。
【図4】本発明による装置を用いることにより得られるリング内で水平に取り付けられた部品の概略的な断面図である。
【図5a】本発明による装置を用いて製造された試料の結晶状態を示す画像である。
【図5b】従来技術において用いられた試料の結晶状態を示す画像である。
【発明を実施するための形態】
【0021】
図1、2及び3を参照して、本発明により実行できる装置が以下に説明される。
【0022】
本発明に係るリング6内で部品4’を平らに取り付ける装置1は、
−リング6を動かないように保持することができるリング支持体3、25と、
−パンチ11、該パンチを軸方向に支持するための窪み(凹部、凹体)15内にはめ込まれ(配置され)、窪み15に対して行程に沿って移動可能であり、パンチ11の下端部で板(プレート)4に穴をあけるパンチと、
−カウンターパンチ21、前記支持体3、25に対して行程に沿って移動可能であり、前記リング6内で平らに取り付けられる部品4’を形成するように、前記パンチと噛み合うカウンターパンチと、
−パンチ11、部品4’及びカウンターパンチ21をそれらの行程に沿ってガイドするガイドアッセンブリ17,27,37と、を有する。
【0023】
パンチ11の行程及びカウンターパンチ21の行程は、本説明の後の方で説明されるように、部品4’がリング6内で平らに取り付けられる時、停止するように適合される。
【0024】
パンチ11及びカウンターパンチ21に関して、場合により、パンチ11の行程及びカウンターパンチ21の行程は、実質的な軸上にあることも可能である。これは、本説明の後の方でより詳細に説明されるであろう。
【0025】
板4は、研究されるべき、及び/又は分析されるべき材料から作られており、その研究及び/又は分析に適した厚さで作られている。例えば、板4は、約100μmの厚さを有する。
【0026】
平らに取り付けられるべき部品4’は、板4に打ち抜きにより形成される。部品4’のサイズは、研究及び/又は分析に適合される。例えば、部品4’は、直径約1mmのディスク(円盤)である。
【0027】
リング6は、部品4’の研究及び/又は分析に適した材料から作られている板を用いて製造される。例えば、TEMによる放射性物質の研究及び/又は分析の場合、板4は非放射性・非磁性物質から作られ、約100μmの厚さを有する。板は、予め機械的に薄くされてもよい。
【0028】
リング6は、穴あけパンチを用いて適材から作られた板を切ることにより形成され得る。リング6は、穴開けパンチにより与えられる種々の形状となり得る。例えば、リング6は、約3mmの外径を有する環状とされてもよい。
【0029】
リング6は、部品4’を正確に受けるように適合された(構成された)内側のオリフィス(開口部)62を有する。例えば、部品4’が直径約1mmのディスクであれば、内側オリフィスは直径約1mmの環形状を有する(図4参照)。
【0030】
穴あけパンチの製造(穴あけパンチによる製造)は当業者に知られており、これ以上詳述しない。
【0031】
部品4’を形成するための穴あけ及びリング6内での平らな取り付けが、パンチ11及びカウンターパンチ21の単一の行程の間に実行されるので、このように製造された装置1の構成は、遮蔽されたチャンバの中で試料を製造することを可能にする。
【0032】
装置1は、例えば、放射性試料の製造の場合において、一般的に操作者による操作を必要とする1つの計器から別の計器への放射性物質の移送を制限することを可能にする。同じ場合において、放射線保護の観点から、安全基準に従うことを可能とする。
【0033】
リング支持体3、25は、部品4’の平らな取り付けの間、リング6が平坦に保たれるようにする。
【0034】
リング支持体3、25はまた、リングを位置決めするための空洞(又は凹み、cavity)を有する。
【0035】
ガイドアッセンブリ17、27、37は、リング6に関して正確に部品4’の中心を合わせることと、正確な平坦取り付けを得ることを可能とする。
【0036】
リング支持体3、25及びガイドアッセンブリは、バリ(の発生)無く試料を得ることを可能とする。
【0037】
板4用の支持体3もまた、研究及び/又は分析されるべき材料から作られた板4を支持するために、装置1内に設けられる。この支持体3は、板4内の部品4’をバリの発生なく切断するために、パンチ11と噛み合う(ぴったりはまる)刃先を有する。
【0038】
代わりに、リング支持体3、25及び板4用の支持体は、共通の要素3を含むことも可能である。この共通要素3は、リング6の上側の位置に配置された時にはリング6を保持し、板4の下側の位置に配置された時には板4を支持する。
【0039】
止め具18及び18’もまた、パンチ11の行程及びカウンターパンチ21の行程の範囲を定めるためにそれぞれ設けられる。
【0040】
ガイドアッセンブリ17、27、37は、軸方向において同じ軸AA上に中心合わせがなされた一連の(一式の)穴であってよい。これらの穴17、27、37は、リング支持体3、25、板用の支持体3及び窪み15を貫いて実現される。
【0041】
この場合、パンチ11及びカウンターパンチ21は、ガタガタと動くことなく容易な滑りを与えるために最小限の隙間を有するこれらの穴を通過できるように構成される。
【0042】
選択的に、カウンターパンチ21は、軸方向においてリング6を穴の軸AA上に中心合わせするためのセンタリングフィンガー211を含む。このフィンガー211は、例えば、面取りしたカウンターパンチ21の端にあってもよい。
【0043】
センタリングフィンガー211の使用に関連した利点は、リング6の容易な中心合わせを可能にするということである。実際、リング6の寸法のため、その回転軸又は対称軸を完全に穴の軸AAと一直線になるように(一列に揃うように)リング6を位置決めすることは容易ではない。
【0044】
パンチ11及びカウンターパンチ21は、油圧シリンダー又はクランクシャフトを用いたギア機構を通した自動的又は手動による作動を通じて変位する。これらの変位は、支持体3、25、板用支持体3及び窪み15の内部で起こる。
【0045】
水平な取り付け部品4’を有するリング6の製造方法は、以下のステップを含む:
−リング6の支持体3、25を介してリング6を保持するステップと;
−リング6内で平らに取り付けられるべき部品4’を形成するように、パンチ11の端部で板4に穴を開けるためにパンチ11とカウンターパンチ21を噛み合わせるステップと(図2参照);
−ガイドアッセンブリ17、27、37によって、パンチ11、部品4及びカウンターパンチ21の行程に沿ってパンチ11、部品4及びカウンターパンチをガイドするステップと;
−部品4’がリング6内で平らに取り付けられた時に、パンチ11及びカウンターパンチ21の行程を停止させるステップ(図3参照)。
【0046】
選択的に、前記方法は1つ又はいくつかの以下のステップを含む:
−窪み15内に設けられたリング6を保持するための空洞(又は凹み、cavity)251内でリング6を位置決めするステップと;
カウンターパンチ21上に設けられ、センタリングフィンガー211により保持されたリング6の中心を合わせる。パンチ11、部品4’及びカウンターパンチ21のガイドは、ガイドアッセンブリ17、27、37がリング支持体3、25、板用支持体3及び窪み15の中で形成された一連の穴である時、1本の単一の軸AAに沿って実行される。
【0047】
パンチ11の行程の停止(リング6内での部品4’の平らな取り付けの間の)及びカウンターパンチ21の行程の停止(パンチ11と噛み合う間、及び/又はリング6内での部品4’の平らな取り付けの間の)は、止め具18’により実施される。リング6内での部品4’の機械的保持もまた改善され、部品4’が外れるおそれなく、より容易な操作が可能となる。
【0048】
図5aは、平坦取り付け領域8(図4において可視化)と呼ばれる領域付近のリング6内で平坦に取り付けられた部品4’の結晶状態を示す。平坦取り付け領域8は、リング/部品接点付近の領域である。この画像は、穴が電気化学により、平坦取り付け領域8付近の、そこから0.15mmの箇所で形成された後、試料上から撮影された。この画像は、TEMによって撮影された。
【0049】
図5bは、本出願の前文で説明されたような、従来技術で使用される試料の結晶状態を示す。
【0050】
2つの図を比較することにより、装置1及びその装置1が実施する方法は、1mmで製造された試料において従来技術で用いられる3mmの試料で得られる転移密度と同等の転移密度しか誘発しないということが容易に分かる。
【技術分野】
【0001】
本発明は、リング内に部品を平らに取り付ける装置及び方法に関する。より具体的には、本発明は、分析試料、特に、放射能活性を有する試料の製造用の装置や方法の分野に関する。
【背景技術】
【0002】
放射性物質の分析試料の分野、例えば透過型電子顕微鏡(TEM)においては、放射線保護の観点から、安全性は大きな制約となる。従って、今日、そのような試料を製造するのに困難があり、試料が高放射能の時には特に困難である。高放射能物質の試料は、放射能レベルが安全基準を超えてしまうので、手作業で用意することはできない。また、エネルギー分析については、そのような高放射能物質の活性化エネルギーは、分析に用いられるセンサを飽和させてしまう。
【0003】
かかる試料の放射線量を減少させ、活性化エネルギーを減少させる既知の解決策は、試料のサイズを小さくすることである。
【0004】
この問題は、測定装置を乱す(妨害する)磁気材料と類似しており、これに対しては、試料のサイズを小さくすることがやはり求められる。
【0005】
TEM分析を行うために、標準的に試料は、約100μmの厚さの板を用いて製造され、穴あけパンチを用いて切り抜かれた直径約3mmのディスク(円盤)の外形を有する。そして、試料は両面に電解研磨が施される。そして、実質的に中央に穴を有する2つの凹面が得られる。
【0006】
上述の安全性の理由のため、放射能物質の試料に3mmの直径は大き過ぎる。
【0007】
上に述べた解決策を適用することにより、この直径は約1mmまで減少され、放射線はそれ故約10で割られる(約1/10になる)。
【0008】
操作上の理由のため、直径約1mmのこれらのディスク(以下では部品と呼ばれる)は、外径が約3mmであり内径が約1mmのリング内で平らに(同じ高さに)取り付けられる。
【0009】
部品をリング内に平らに取り付けることは、普通は以下のように行われる。
【0010】
−部品を得るため、研究されるべき材料の板に穴を開ける。この作業は、よくてもグローブボックス内で行われる。
【0011】
−人間のオペレータにより、プライヤー(又はペンチ)を用いて、その部品を非放射性で非磁性の材料からなるリング上に移動させる。
【0012】
−垂直に又はローラを用いて印加される圧力により、その部品をリング内で同じ高さになるように取り付ける。
【0013】
部品がリング上に移動される時には、その平坦取り付けの間、リング上の部品のバリに関して注意が払われなければならない。
【0014】
この方法を用いて得られる結果は、満足のいくものではない。実際、この方法は放射性環境における安全基準を満たさず、再現性のある結果を保証せず、平坦取り付けの間、研究されるべき材料に機械的応力を誘発する。
【発明の概要】
【0015】
本発明の1つの目的は、上述の不都合を克服(解消)することを可能にするリング内に部品を平らに取り付ける装置及び方法を提供することである。
【0016】
この観点から、本発明は、以下のものを含むことを特徴とするリング内に平らに(同一平面上に)部品を取り付ける装置及び方法を提供する:
−リングが動かない状態を保つことができるリング支持体と;
−パンチ、該パンチを軸方向に支持するための窪み内にはめ込まれ(組み込まれ)、該窪みに対して行程に沿って移動可能であり、該パンチの下端部で研究又は分析されるべき材料からなる板(プレート)に穴をあけるパンチと;
−カウンターパンチ、前記支持体に対して行程に沿って移動可能であり、前記リング内で平らに取り付けられるべき部品(部分)を形成するように、前記パンチと噛み合うカウンターパンチと;
−前記パンチ、前記部品及び前記カウンターパンチをガイドするガイドアッセンブリと;
−前記部品が前記リング内に平らに取り付けられたときに、停止するように構成された(適合された)前記パンチの前記行程及び前記カウンターパンチの前記行程。
【0017】
本発明はまた、以下のステップを有することを特徴とするリング内に部品を平らに取り付ける方法を提供する:
−リング支持体によってリングを保持するステップと;
−パンチを軸方向に支持するための窪み内にはめ込まれ(組み込まれ)、該窪みに対して行程に沿って移動可能であるパンチと、前記支持体に対して行程に沿って移動可能であり、前記パンチの下端部で板(プレート)に穴を開けるため、前記リング内で平らに(同じ高さで)取り付けられるべき部品(一部)を形成するように、カウンターパンチを噛み合わせるステップと;
−ガイドアッセンブリにより前記行程に沿って前記パンチ、前記部品及び前記カウンターパンチをガイドするステップと;
−前記部品が前記リング内で平らに取り付けられた時に、前記パンチ及び前記カウンターパンチの行程を停止させるステップ。
【0018】
そのような装置及びそのような方法の利点は、放射性試料の製造が安全な環境下、例えば、遮蔽されたチャンバ内で行えるという効果がある。
【0019】
本発明による装置の他の選択的で限定されない特徴は:
−前記装置は、前記板(プレート)を支持できる板(プレート)用支持体を更に含む;
−前記リング支持体及び前記板用支持体は、共通の要素を含む;
−前記装置は、前記パンチ及び/又は前記カウンターパンチの行程(移動距離)の範囲を制限するための止め具を更に含む;
前記ガイドアッセンブリは、前記リング支持体、前記板用支持体及び前記窪みに形成され、軸方向において同じ軸上に中心がある一連の穴である;
−前記カウンターパンチは、軸方向に、前記穴の軸に前記リングの中央を揃えるセンタリングフィンガーを含む;
−本発明による前記方法の選択的で限定されない特徴は:
−前記方法は、前記窪みの中に設けられた前記リングを保持するための空洞において前記リングを位置決めすることからなるステップを含む;
前記パンチ、前記部品及び前記カウンターパンチのガイド動作は、前記ガイドアッセンブリが前記リング支持体、前記板用支持体及び前記窪みに形成された一連である時に、単一の1つの軸に沿って実行される;
−前記方法は、前記カウンターパンチ上に設けられたセンタリングフィンガーによって保持された前記リングを中心に置くことからなるステップを更に含む;
他の特徴、目的及び利点は、実施例の態様により制限されることなく与えられた図面を参照しつつ、以下の説明を読む時に明らかになるであろう。
【図面の簡単な説明】
【0020】
【図1】本発明による装置の穴開け前の位置における概略的な断面図である。
【図2】穴開け位置における図1の装置の概略的な断面図である。
【図3】水平となる取り付け位置における図1の装置の概略的な断面図である。
【図4】本発明による装置を用いることにより得られるリング内で水平に取り付けられた部品の概略的な断面図である。
【図5a】本発明による装置を用いて製造された試料の結晶状態を示す画像である。
【図5b】従来技術において用いられた試料の結晶状態を示す画像である。
【発明を実施するための形態】
【0021】
図1、2及び3を参照して、本発明により実行できる装置が以下に説明される。
【0022】
本発明に係るリング6内で部品4’を平らに取り付ける装置1は、
−リング6を動かないように保持することができるリング支持体3、25と、
−パンチ11、該パンチを軸方向に支持するための窪み(凹部、凹体)15内にはめ込まれ(配置され)、窪み15に対して行程に沿って移動可能であり、パンチ11の下端部で板(プレート)4に穴をあけるパンチと、
−カウンターパンチ21、前記支持体3、25に対して行程に沿って移動可能であり、前記リング6内で平らに取り付けられる部品4’を形成するように、前記パンチと噛み合うカウンターパンチと、
−パンチ11、部品4’及びカウンターパンチ21をそれらの行程に沿ってガイドするガイドアッセンブリ17,27,37と、を有する。
【0023】
パンチ11の行程及びカウンターパンチ21の行程は、本説明の後の方で説明されるように、部品4’がリング6内で平らに取り付けられる時、停止するように適合される。
【0024】
パンチ11及びカウンターパンチ21に関して、場合により、パンチ11の行程及びカウンターパンチ21の行程は、実質的な軸上にあることも可能である。これは、本説明の後の方でより詳細に説明されるであろう。
【0025】
板4は、研究されるべき、及び/又は分析されるべき材料から作られており、その研究及び/又は分析に適した厚さで作られている。例えば、板4は、約100μmの厚さを有する。
【0026】
平らに取り付けられるべき部品4’は、板4に打ち抜きにより形成される。部品4’のサイズは、研究及び/又は分析に適合される。例えば、部品4’は、直径約1mmのディスク(円盤)である。
【0027】
リング6は、部品4’の研究及び/又は分析に適した材料から作られている板を用いて製造される。例えば、TEMによる放射性物質の研究及び/又は分析の場合、板4は非放射性・非磁性物質から作られ、約100μmの厚さを有する。板は、予め機械的に薄くされてもよい。
【0028】
リング6は、穴あけパンチを用いて適材から作られた板を切ることにより形成され得る。リング6は、穴開けパンチにより与えられる種々の形状となり得る。例えば、リング6は、約3mmの外径を有する環状とされてもよい。
【0029】
リング6は、部品4’を正確に受けるように適合された(構成された)内側のオリフィス(開口部)62を有する。例えば、部品4’が直径約1mmのディスクであれば、内側オリフィスは直径約1mmの環形状を有する(図4参照)。
【0030】
穴あけパンチの製造(穴あけパンチによる製造)は当業者に知られており、これ以上詳述しない。
【0031】
部品4’を形成するための穴あけ及びリング6内での平らな取り付けが、パンチ11及びカウンターパンチ21の単一の行程の間に実行されるので、このように製造された装置1の構成は、遮蔽されたチャンバの中で試料を製造することを可能にする。
【0032】
装置1は、例えば、放射性試料の製造の場合において、一般的に操作者による操作を必要とする1つの計器から別の計器への放射性物質の移送を制限することを可能にする。同じ場合において、放射線保護の観点から、安全基準に従うことを可能とする。
【0033】
リング支持体3、25は、部品4’の平らな取り付けの間、リング6が平坦に保たれるようにする。
【0034】
リング支持体3、25はまた、リングを位置決めするための空洞(又は凹み、cavity)を有する。
【0035】
ガイドアッセンブリ17、27、37は、リング6に関して正確に部品4’の中心を合わせることと、正確な平坦取り付けを得ることを可能とする。
【0036】
リング支持体3、25及びガイドアッセンブリは、バリ(の発生)無く試料を得ることを可能とする。
【0037】
板4用の支持体3もまた、研究及び/又は分析されるべき材料から作られた板4を支持するために、装置1内に設けられる。この支持体3は、板4内の部品4’をバリの発生なく切断するために、パンチ11と噛み合う(ぴったりはまる)刃先を有する。
【0038】
代わりに、リング支持体3、25及び板4用の支持体は、共通の要素3を含むことも可能である。この共通要素3は、リング6の上側の位置に配置された時にはリング6を保持し、板4の下側の位置に配置された時には板4を支持する。
【0039】
止め具18及び18’もまた、パンチ11の行程及びカウンターパンチ21の行程の範囲を定めるためにそれぞれ設けられる。
【0040】
ガイドアッセンブリ17、27、37は、軸方向において同じ軸AA上に中心合わせがなされた一連の(一式の)穴であってよい。これらの穴17、27、37は、リング支持体3、25、板用の支持体3及び窪み15を貫いて実現される。
【0041】
この場合、パンチ11及びカウンターパンチ21は、ガタガタと動くことなく容易な滑りを与えるために最小限の隙間を有するこれらの穴を通過できるように構成される。
【0042】
選択的に、カウンターパンチ21は、軸方向においてリング6を穴の軸AA上に中心合わせするためのセンタリングフィンガー211を含む。このフィンガー211は、例えば、面取りしたカウンターパンチ21の端にあってもよい。
【0043】
センタリングフィンガー211の使用に関連した利点は、リング6の容易な中心合わせを可能にするということである。実際、リング6の寸法のため、その回転軸又は対称軸を完全に穴の軸AAと一直線になるように(一列に揃うように)リング6を位置決めすることは容易ではない。
【0044】
パンチ11及びカウンターパンチ21は、油圧シリンダー又はクランクシャフトを用いたギア機構を通した自動的又は手動による作動を通じて変位する。これらの変位は、支持体3、25、板用支持体3及び窪み15の内部で起こる。
【0045】
水平な取り付け部品4’を有するリング6の製造方法は、以下のステップを含む:
−リング6の支持体3、25を介してリング6を保持するステップと;
−リング6内で平らに取り付けられるべき部品4’を形成するように、パンチ11の端部で板4に穴を開けるためにパンチ11とカウンターパンチ21を噛み合わせるステップと(図2参照);
−ガイドアッセンブリ17、27、37によって、パンチ11、部品4及びカウンターパンチ21の行程に沿ってパンチ11、部品4及びカウンターパンチをガイドするステップと;
−部品4’がリング6内で平らに取り付けられた時に、パンチ11及びカウンターパンチ21の行程を停止させるステップ(図3参照)。
【0046】
選択的に、前記方法は1つ又はいくつかの以下のステップを含む:
−窪み15内に設けられたリング6を保持するための空洞(又は凹み、cavity)251内でリング6を位置決めするステップと;
カウンターパンチ21上に設けられ、センタリングフィンガー211により保持されたリング6の中心を合わせる。パンチ11、部品4’及びカウンターパンチ21のガイドは、ガイドアッセンブリ17、27、37がリング支持体3、25、板用支持体3及び窪み15の中で形成された一連の穴である時、1本の単一の軸AAに沿って実行される。
【0047】
パンチ11の行程の停止(リング6内での部品4’の平らな取り付けの間の)及びカウンターパンチ21の行程の停止(パンチ11と噛み合う間、及び/又はリング6内での部品4’の平らな取り付けの間の)は、止め具18’により実施される。リング6内での部品4’の機械的保持もまた改善され、部品4’が外れるおそれなく、より容易な操作が可能となる。
【0048】
図5aは、平坦取り付け領域8(図4において可視化)と呼ばれる領域付近のリング6内で平坦に取り付けられた部品4’の結晶状態を示す。平坦取り付け領域8は、リング/部品接点付近の領域である。この画像は、穴が電気化学により、平坦取り付け領域8付近の、そこから0.15mmの箇所で形成された後、試料上から撮影された。この画像は、TEMによって撮影された。
【0049】
図5bは、本出願の前文で説明されたような、従来技術で使用される試料の結晶状態を示す。
【0050】
2つの図を比較することにより、装置1及びその装置1が実施する方法は、1mmで製造された試料において従来技術で用いられる3mmの試料で得られる転移密度と同等の転移密度しか誘発しないということが容易に分かる。
【特許請求の範囲】
【請求項1】
リング内で部品を平らに取り付ける装置であって、
リングを固定して保持することができるリング支持体と、
研究及び/又は分析されるべき材料から作られた板に、下端で穴を開けるために、軸方向に支持するための窪みの中にはめ込まれ、該窪みに対して行程に沿って移動可能なパンチと、
前記リング内で平らに取り付けられる部品を形成するようにパンチと噛み合い、前記支持体に対して行程に沿って移動可能なカウンターパンチと、
前記パンチ、前記部品及び前記カウンターパンチを前記行程に沿ってガイドするガイドアセンブリと、を有し、
前記パンチの行程及び前記カウンターパンチの行程は、前記部品が前記リング内で平らに取り付けられた時に停止するように構成されたことを特徴とする装置。
【請求項2】
前記板を支持することができる板用支持体を更に有することを特徴とする請求項1に記載の装置。
【請求項3】
前記リング支持体及び前記板用支持体は、共通の要素を含むことを特徴とする請求項2に記載の装置。
【請求項4】
前記パンチの行程及び/又は前記カウンターパンチの行程の範囲を定める止め具を更に有することを特徴とする請求項1乃至3のいずれか一項に記載の装置。
【請求項5】
前記ガイドアッセンブリは、前記リング支持体、前記板用支持体及び前記窪みに形成され、軸方向において同じ軸上に中心合わせされた一連の穴であることを特徴とする請求項2乃至4のいずれか一項に記載の装置。
【請求項6】
前記カウンターパンチは、軸方向において前記リングを前記穴の軸上に中心合わせするためのセンタリングフィンガーを含むことを特徴とする請求項5に記載の装置。
【請求項7】
リング内で部品を平らに取り付ける方法であって、
リング支持体によりリングを保持するステップと、
前記リングに平らに取り付けられる部品を形成するようにパンチの下端で板に穴を開けるため、軸方向に前記パンチを支持するための窪みに対して行程に沿って移動可能であり、前記窪みにはめ込まれたパンチと、前記支持体に対して行程に沿って移動可能なカウンターパンチとを噛み合わせるステップと、
ガイドアッセンブリにより、前記パンチ、前記部品及び前記カウンターパンチの前記行程に沿って前記パンチ、前記部品及び前記カウンターパンチをガイドするステップと、
前記部品が前記リングに平らに取り付けられた時に、前記パンチの前記行程及び前記カウンターパンチの前記行程を停止させるステップと、を有することを特徴とする方法。
【請求項8】
前記窪みの中に設けられた前記リングを保持するための空洞の中で前記リングを位置決めすることからなるステップを含むことを特徴とする請求項7に記載の方法。
【請求項9】
前記パンチ、前記部品及び前記カウンターパンチのガイドは、前記ガイドアッセンブリが前記リング支持体、前記板用支持体及び前記窪みに形成された一連の穴であるときに、単一の軸に沿って実行されることを特徴とする請求項8に記載の方法。
【請求項10】
前記カウンターパンチ上に設けられたセンタリングフィンガーにより保持される前記リングの中心合わせをすることからなるステップを含むことを特徴とする請求項7又は8に記載の方法。
【請求項1】
リング内で部品を平らに取り付ける装置であって、
リングを固定して保持することができるリング支持体と、
研究及び/又は分析されるべき材料から作られた板に、下端で穴を開けるために、軸方向に支持するための窪みの中にはめ込まれ、該窪みに対して行程に沿って移動可能なパンチと、
前記リング内で平らに取り付けられる部品を形成するようにパンチと噛み合い、前記支持体に対して行程に沿って移動可能なカウンターパンチと、
前記パンチ、前記部品及び前記カウンターパンチを前記行程に沿ってガイドするガイドアセンブリと、を有し、
前記パンチの行程及び前記カウンターパンチの行程は、前記部品が前記リング内で平らに取り付けられた時に停止するように構成されたことを特徴とする装置。
【請求項2】
前記板を支持することができる板用支持体を更に有することを特徴とする請求項1に記載の装置。
【請求項3】
前記リング支持体及び前記板用支持体は、共通の要素を含むことを特徴とする請求項2に記載の装置。
【請求項4】
前記パンチの行程及び/又は前記カウンターパンチの行程の範囲を定める止め具を更に有することを特徴とする請求項1乃至3のいずれか一項に記載の装置。
【請求項5】
前記ガイドアッセンブリは、前記リング支持体、前記板用支持体及び前記窪みに形成され、軸方向において同じ軸上に中心合わせされた一連の穴であることを特徴とする請求項2乃至4のいずれか一項に記載の装置。
【請求項6】
前記カウンターパンチは、軸方向において前記リングを前記穴の軸上に中心合わせするためのセンタリングフィンガーを含むことを特徴とする請求項5に記載の装置。
【請求項7】
リング内で部品を平らに取り付ける方法であって、
リング支持体によりリングを保持するステップと、
前記リングに平らに取り付けられる部品を形成するようにパンチの下端で板に穴を開けるため、軸方向に前記パンチを支持するための窪みに対して行程に沿って移動可能であり、前記窪みにはめ込まれたパンチと、前記支持体に対して行程に沿って移動可能なカウンターパンチとを噛み合わせるステップと、
ガイドアッセンブリにより、前記パンチ、前記部品及び前記カウンターパンチの前記行程に沿って前記パンチ、前記部品及び前記カウンターパンチをガイドするステップと、
前記部品が前記リングに平らに取り付けられた時に、前記パンチの前記行程及び前記カウンターパンチの前記行程を停止させるステップと、を有することを特徴とする方法。
【請求項8】
前記窪みの中に設けられた前記リングを保持するための空洞の中で前記リングを位置決めすることからなるステップを含むことを特徴とする請求項7に記載の方法。
【請求項9】
前記パンチ、前記部品及び前記カウンターパンチのガイドは、前記ガイドアッセンブリが前記リング支持体、前記板用支持体及び前記窪みに形成された一連の穴であるときに、単一の軸に沿って実行されることを特徴とする請求項8に記載の方法。
【請求項10】
前記カウンターパンチ上に設けられたセンタリングフィンガーにより保持される前記リングの中心合わせをすることからなるステップを含むことを特徴とする請求項7又は8に記載の方法。
【図1】

【図2】

【図3】

【図4】

【図5a】

【図5b】

【図2】
【図3】
【図4】
【図5a】
【図5b】
【公表番号】特表2012−513597(P2012−513597A)
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2011−542813(P2011−542813)
【出願日】平成21年12月22日(2009.12.22)
【国際出願番号】PCT/EP2009/067740
【国際公開番号】WO2010/072757
【国際公開日】平成22年7月1日(2010.7.1)
【出願人】(511152500)
【氏名又は名称原語表記】COMMISSARIAT A L‘ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES
【住所又は居所原語表記】25, rue Leblanc Batiment Le Ponant D, F−75015 Paris,France
【Fターム(参考)】
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成21年12月22日(2009.12.22)
【国際出願番号】PCT/EP2009/067740
【国際公開番号】WO2010/072757
【国際公開日】平成22年7月1日(2010.7.1)
【出願人】(511152500)
【氏名又は名称原語表記】COMMISSARIAT A L‘ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES
【住所又は居所原語表記】25, rue Leblanc Batiment Le Ponant D, F−75015 Paris,France
【Fターム(参考)】
[ Back to top ]