
乾式加工で使用するための非帯電性湿潤使用のチョップドストランド(WUCS)
結合材、及び静電気の発生の抑制が明らかである湿潤使用のチョップドストランドガラス繊維(WUCS)で形成されるチョップドストランドマットを形成する方法が提供される。例示となる実施態様の1つでは、ガラス繊維上の総固形分を増やすことによって、例えば、増加量の又は過剰量のサイズ組成物をガラス繊維に適用することによってガラス繊維上の静電気の発生を抑える又は排除する。或いは、帯電防止剤を直接サイズ組成物に添加し、好適な適用装置によってガラスフィラメントに適用してもよい。ストランドを切り刻む前、又は湿ったチョップドストランドをまとめる際、帯電防止剤を湿ったチョップドストランドガラスに適用してもよい。静電気の起きない湿潤使用のチョップドストランドガラス繊維を乾式工程で用いて、静電気を蓄積する傾向を抑えたチョップドストランドマットを形成してもよい。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般に、強化複合製品に関するものであり、更に詳しくは、静電気の発生を抑えることが明らかな結合材と強化繊維から形成されるチョップドストランドマットの形成方法に関する。
【背景技術】
【0002】
通常、ガラス繊維は、ブッシング又はオリフィス板を介して融解ガラスを単繊維に引き伸ばし、潤滑剤、カップリング剤及び成膜性結着樹脂を含有するサイジング組成物を単繊維に適用することによって形成される。繊維が、湿潤使用のチョップドストランドガラスとして切断される及び保存される及び/又は形成されるべき場合、高度に分散性の化学物質を含有する固形性の低いサイジング組成物がガラス繊維に適用される。そのようなサイジング剤は、チョップドストランドが水溶液に分散され、繊維性のマット製品に形成される湿式加工の間に、白色の水溶液での湿ったチョップドストランドの分散に役立つ。水性のサイジング組成物はまた、繊維間の磨耗からの繊維の保護を提供し、ガラス繊維と、ガラス繊維が強化目的で使用されるべきマトリクスとの間の融和性を促進する。
【0003】
サイジング組成物を適用した後、繊維を1以上のストランドに集めてもよいし、一包みに巻き上げてもよく、或いは、湿らせて回収する間に繊維を切断してもよい。次いで、回収したチョップドストランドを乾燥し、硬化して乾燥使用のチョップドストランドガラス(DUCS)を形成することができ、又は湿潤使用のチョップドストランドガラス(WUCS)として湿潤条件でそれらをまとめることができる。そのような乾燥した切断ガラス繊維のストランドは一般に、熱可塑性物品における強化材として使用される。ガラス繊維で強化されたポリマー複合材が強化されていないポリマーに比べて高い機械的特性を持つことは、当該技術で既知である。従って、ガラス繊維で強化した複合材によって、更に良好な寸法安定性、引張強度及び係数、曲げ強度及び係数、衝撃耐性、並びにクリープ抵抗性を達成することができる。
【0004】
繊維性の不織布強化材の一形態である繊維性マットは、多数の種類の合成可塑性複合材に対する強化材として極めて好適である。切断ガラス繊維からガラス繊維マットを製造する最も一般的な2つの方法は、湿式加工及び乾式加工である。一般に、従来の湿式加工では、界面活性剤、粘度改変剤、消泡剤又はそのほかの化学作用剤を含有してもよい水性スラリーに湿ったチョップドストランドを分散する。いったん切断ガラス繊維をスラリーに導入すると、繊維が分散されるようにスラリーを撹拌する。繊維を含有するスラリーは移動スクリーンに堆積し、実質的な部分の水を除去して織布を形成する。次いで、結着剤を適用し、得られたマットを乾燥して残りの水を除き、結着剤を硬化する。形成された不織布マットは、分散された個々のガラス単繊維の集合体である。繊維の極めて均一な分布が所望である場合、湿式加工が一般に使用される。
【0005】
従来の乾式加工は、風成加工及び梳綿加工のような加工が挙げられる。従来の風成加工では、乾燥したガラス繊維を切断し、コンベア又はスクリーンに空気を吹きつけ、固めてマットを形成する。例えば、乾燥チョップドストランド及びポリマー繊維を空気中に浮遊させ、ほぐれた織布としてスクリーン又は穴あきドラムに回収し、次いで固めて、無作為に配向したマットを形成する。従来の梳綿加工では、微細なワイヤと歯で覆われた一連のドラムがガラス繊維を平行列に梳き、織布に方向特性を付与する。ドラムの正確な立体配置は、所望されるマット質量及び繊維の配向に依存する。形成された織布は、繊維の大半が織布の方向を向く平行性であってもよいし、又は繊維が特定の配向を有さない無作為性であることもできる。
【0006】
乾式加工は、高度に多孔性のマットの製造に特に好適であり、種々の液体又は樹脂を迅速に浸透させることができるように得られるマットに隙間のある構造が所望である場合、好適である。しかしながら、そのような従来の乾式加工は、特に従来の湿式加工によって形成されるマットと比べた場合、その表面積全体にわたって均一な質量分布を有さないマットを製造する傾向がある。更に、乾式加工における繊維は通常、切断される前に別個の工程で乾燥され、まとめられるので、乾燥チョップドストランドの使用は、湿式加工で使用される繊維よりも加工に対して高価でありうる。
【0007】
複合材部品の形成における特定の強化材の適用については、マットが隙間のある多孔性構造を含み(乾式加工におけるような)、且つ、均一な質量を有する(湿式加工におけるような)繊維マットを形成することが望ましい。従って、実質的に均一な質量分布を有し、且つ、従来の湿式及び乾式の加工の短所を克服する強化複合材部品の製造に使用することができる隙間のある多孔性構造を有する不織布マットを形成するためのコスト有効性で効率的な加工に対するニーズが当該技術に存在する。
【発明の開示】
【0008】
静電気の発生を抑えることが明らかな強化材繊維を提供することが本発明の目的である。強化材繊維は好ましくは、乾燥し、続いて乾式加工で使用する湿潤使用のチョップドストランドガラス繊維である。成膜剤、カップリング剤及び少なくとも1種の潤滑剤を含有するサイズ組成物によってガラス繊維は被覆される。本発明の実施態様の1つでは、ガラス繊維上の全固形分を増やすことによって、例えば、過剰量のサイズ組成物をガラス繊維に適用することによってガラス繊維上の静電気の発生を抑える又は除く。或いは、サイズにおけるほかの成分を当初の量又は実質的に当初の量に維持する一方でサイズに存在する親水性成分の量を増やしてもよい。約0.4〜約2.0質量固形分%(% by weight solids)の量にてサイズ組成物をガラス繊維に適用してもよい。
【0009】
本発明の第2の実施態様では、帯電防止剤をサイジング組成物に直接加え、改変したサイジング組成物を、例えば、適用ローラー又は噴霧装置等によってガラス繊維の表面に適用する。帯電防止剤は、サイジング組成物に可溶性であるいずれの帯電防止剤でもよい。1以上の帯電防止剤をサイズ組成物に添加してもよい。帯電防止剤は、約0.05〜約0.20質量固形分%の量にてサイジング組成物に添加してもよい。
【0010】
第3の実施態様では、繊維のサイズを決め、切断した後、帯電防止剤を直接ガラス繊維に添加してもよい。好ましい実施態様では、帯電防止剤をガラス繊維に噴霧して、チョップドストランド上で実質的に均一な帯電防止剤の分布を達成する。帯電防止剤は、約0.05〜約0.20質量固形分%の量にてガラス繊維に添加してもよい。
【0011】
本発明の別の目的は、静電気の蓄積を抑える傾向が明らかなチョップドストランドマットを提供することである。チョップドストランドマットは、結合材と、繊維間での静電気の発生を抑えるように処理された強化材繊維を含有する。好ましくは、強化材繊維は、帯電防止剤で処理された、又は本明細書で記載されたような過剰量のサイズ及び/又は親水性の成分で処理された湿潤使用のチョップドストランドガラス繊維である。結合材は、強化材繊維よりも低い融点を有する熱可塑性又は熱硬化性の材料であってもよい。チョップドストランドマットは、改善された強度、音響特性、熱特性、剛性、衝撃耐性及びマットへの音響吸収を提供する、均一に又は実質的に均一に分布した乾燥切断ガラス繊維及び結合繊維を有する、。
【0012】
本発明の更なる目的は、静電気を蓄積する傾向を抑えたチョップドストランドを形成する加工を提供することである。繊維間の静電気の発生を抑えるように処理された強化材繊維及び本明細書で議論される湿潤使用のチョップドストランドガラス繊維のような結合材を乾燥して、結合繊維と混合する。乾燥チョップドストランドと結合繊維をできるだけ均一に分布させることが望ましい。乾燥チョップドストランドと結合繊維の混合物を次いでシートに形成する。チョップドストランドマットを形成するのに1種以上のシート形成機を利用してもよい。シートを熱結合機に通して強化材繊維とポリマー繊維を熱で結合させ、チョップドストランドマットを形成してもよい。
【0013】
帯電防止剤で処理した、又は本明細書で記載されるようなサイズ内の過剰量のサイズ及び/又は親水性の成分で処理した湿潤使用のチョップドストランドガラス繊維が静電気の起きない又は実質的に静電気の起きないチョップドストランドマットを形成することが本発明の長所である。ガラス繊維上での静電気の発生の抑制は結果として、チョップドストランドマットにおける湿潤使用のチョップドストランドガラス繊維(又は他の強化材繊維)と結合繊維の分布を制御する能力の改善をもたらし、ガラス繊維と結合繊維の実質的に均一な分布を有するマットを形成するのを助ける。
【0014】
静電気の起きない湿潤使用のチョップドストランドガラス繊維は、マット製造ラインにおける帯電防止棒又は帯電防止装置の存在の必要性を除くということも本発明の長所である。更に、静電気の起きない繊維は、チョップドストランドマットの製造ラインにおける帯電防止化学物質混合物の使用の必要性を除く。乾燥した湿潤使用のチョップドストランドガラス繊維における静電気の抑制又は除去は、作業場で空中に漂う繊維又は留まる繊維の量を減らし、「漂う」ガラス繊維が原因で生じる可能性があるマットを形成する作業者に対する刺激の可能性を低減することによって、作業者に優しい環境も創出する。
【0015】
本発明の前述の目的及びそのほかの目的、特徴、並びに長所は、後に続く詳細な説明の考慮から以後更に完全に明らかになるであろう。しかしながら、図面は説明目的のものであって、本発明の限定を定義するとして解釈すべきではないことが明らかに理解されるべきである。
本発明の長所は、以下の本発明の詳細な開示の考慮の際、特に、添付の図面と併せた場合、明らかであろう。
【発明を実施するための最良の形態】
【0016】
特に定義されない限り、本明細書で使用される技術的用語及び科学的用語はすべて、本発明が属する当該技術における当業者によって一般的に理解されるものと同様の意味を有する。本明細書に記載されるものに類似する又はそれと同等の方法及び材料はいずれも本発明の実践又は試験に使用することができるが、好ましい方法及び材料が本明細書に記載される。出版された又は相当する米国又は外国の特許出願、発行された米国又は外国の特許、又はそのほかの参考文献を含む、本明細書で引用された参考文献はすべて、引用された文献で提示されたデータ、表、図及び本文を含めてその全体がそれぞれ参照によって組み入れられる。
【0017】
図面において、線、層及び領域の厚さは明瞭にするために誇張されてもよい。用語「上」、「底」、「側面」などは、説明目的でのみ本明細書で使用される。要素が、「上」にある、「に隣接する」又は別の要素に「対する」と言われる場合、それが、別の要素の直接上にある、それに直接隣接する又はそれに直接対する又は干渉要素が存在してもよいことが理解される。また、要素が別の要素を越えてあると言われる場合、それは別の要素を直接越えてあることができ、又は干渉要素が存在してもよいことが理解される。更に、用語「強化繊維」及び「強化材繊維」は本明細書では相互交換可能に使用されてもよい。用語、「結合繊維」と「結合材」、用語「サイズ」と「サイジング」はそれぞれ、相互交換可能に使用されてもよい。図全体にわたって見い出される同種の数は、同種の要素を示すことに留意すべきである。
【0018】
本発明は、静電気の発生を抑えることが明らかな強化材繊維、静電気の蓄積を抑える傾向が明らかであるチョップドストランドマット、及びチョップドストランドマットの形成方法に関する。チョップドストランドマットは、強化繊維と有機結合繊維で形成される。強化繊維は、良好な音響特性及び熱特性と同様に良好な構造的品質を提供するのに好適な有機繊維、無機繊維、熱硬化性繊維、熱可塑性繊維又は天然繊維のいずれであってもよい。好適な強化繊維の非限定例には、ガラス繊維、ウールガラス繊維、玄武岩繊維、天然繊維、金属繊維、セラミックス繊維、鉱物繊維、炭素繊維、黒鉛繊維、ナイロン繊維、レーヨン繊維、ナノ繊維、並びに、例えば、ポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリエチレンテレフタレート(PET)繊維、ポリ硫化フェニレン(PPS)繊維、ポリ塩化ビニル(PVC)繊維、及び酢酸エチレンビニル/塩化ビニル(EVA/VC)に限定されないポリマー系の熱可塑性材料、並びにそれらの組み合わせが挙げられる。チョップドストランドマットは、1種類の強化材繊維(例えば、ガラス繊維)で全体的に形成されてもよく、或いは、チョップドストランドマットを形成するのに1以上の種類の強化材繊維を使用してもよい。用語「天然繊維」は、本発明と併せて使用されるとき、茎、種、葉、根又は靭皮を含むが、これらに限定されない植物のいずれの部分からか抽出される植物繊維を言う。好ましくは、強化材繊維は、ガラス繊維、例えば、A型ガラス、E型ガラス、S型ガラス、又はECR型ガラス、例えば、オーエンズコーニングのアドバンテックス(登録商標)ガラス繊維である。
【0019】
強化繊維は、11〜75mmの長さ、好ましくは約12〜約30mmの長さを有する。更に、強化繊維は、約8〜約35ミクロンの直径を有してもよく、好ましくは約12〜約23ミクロンの直径を有する。更に、強化繊維は、チョップドストランドマットの範囲内で互いに変化する長さ及び直径を有してもよい。強化繊維は、全繊維の約40〜約90質量%の量にてチョップドストランドマット中に存在してもよく、好ましくは約50〜約60質量%の量にてチョップドストランドマット中に存在する。
【0020】
本発明の加工では、湿潤強化材繊維を乾式加工、例えば、以下で記載されるような乾式加工において使用してチョップドストランドマットを形成する。好ましい実施態様では、湿潤強化材繊維として湿潤使用のチョップドストランド(WUCS)ガラス繊維を使用する。湿潤使用のチョップドストランドガラス繊維は、約5〜約30%の水分を有し、更に好ましくは約5〜約15%の水分を有することが望ましい。湿潤使用のチョップドストランドガラス繊維が好ましい湿潤強化材繊維として本明細書で記載されるが、乾燥の際、静電気を発生する、当業者によって同定された湿潤強化材繊維はいずれも本発明で利用されてもよいことが留意されるべきである。
【0021】
本発明で使用するための湿潤使用のチョップドストランドガラス繊維は、ブッシング又はオリフィスからの融解ガラスの流れを細くし、繊維をストランドに回収することによって形成されてもよい。そのような繊維を製造し、ストランドにそれらを回収するための好適な装置はいずれも本発明で使用することができる。強化繊維がいったん形成されると、ストランドに回収する前に、繊維はサイズ組成物によって被覆される。次いで、ストランドが切断され、湿潤条件で回収されるか又はまとめられる。湿潤使用のチョップドストランドガラス繊維は、塊にした個々の繊維の梱又は束の形態で保存してもよい。サイジング組成物を適用して、その後の加工の間破壊から強化材繊維を保護し、強化されるべきマトリクス樹脂との繊維の融和性を改善する。サイズ組成物は、ガラス繊維のストランドの整合性(例えば、ストランドを形成するガラス単繊維の相互接続)を確保する。
【0022】
湿潤使用のチョップドストランドガラスのための従来のサイジング組成物では、サイジング組成物は、液体媒体に溶解された又は分散された1以上の成膜性のポリマー成分又は樹脂成分(成膜剤)、ガラス−樹脂カップリング剤、及び1以上の潤滑剤を含有する固形性の低いサイジング組成物である。殺生剤のような従来の添加剤も任意でサイズ組成物に含めてもよい。そのようなサイジングの好ましい例は、9501と命名されたオーエンズコーニングのサイジングである。そのほかの好適なサイジングには、オーエンズコーニングの湿潤切断サイズ9502、786、685、777、790及び619が挙げられる。
【0023】
湿式加工で、湿潤使用のチョップドストランドガラス繊維が利用される場合、マットの形成全体を通して繊維が湿潤条件に残り、その結果、ガラス繊維間での静電気の発生又は蓄積はない。従って、湿潤ガラス繊維を摩擦や磨耗から保護するのにサイジングをほとんど必要とせず、サイジングは従来低質量パーセントで湿潤ガラス繊維に添加される(例えば、約0.10〜約0.30質量%の固体)。しかしながら、乾式加工でチョップドストランドガラス繊維が使用される場合、ガラスが乾燥されるにつれて、ガラス繊維間での静電気の実質的な発生の可能性があり、それは作業者に安全性への懸念を生じさせうる。更に、静電気の発生及び/又は蓄積は、チョップドストランドマットにおける強化材繊維と結合繊維の分布に影響を及ぼし、言い換えれば、それは、マットの物性及び機械的特性に負の効果を有してもよい。
【0024】
本発明の例示となる実施態様の1つでは、湿潤ガラス繊維上の総固形分を増やすことによって静電気の発生を抑える又は除く。本発明では、湿潤繊維上の総固形の増加した量は、従来又は通常湿潤繊維(例えば、湿潤使用のチョップドストランドガラス繊維)に適用される固形の量よりも多い固形の量である。理論によって束縛されることを望まないが、サイズ組成物中の親水性成分は、それがガラス繊維上で十分な量にて存在すれば、帯電防止剤として作用すると考えられている。例えば、増加量又は過剰量のサイズ組成物をガラス繊維上に適用することによって湿潤ガラス繊維上の総固形分を増やしてもよい。増加量のサイズを適用することによって、ガラス繊維上の個々のサイズ組成物のそれぞれの固形分は同一量増加し、サイジングを形成する異なった成分の比は維持される。サイズ組成物は、少なくとも約0.4質量固形分%の量にて、好ましくは約0.4〜約2.0質量固形分%の量にて、更に好ましくは約0.8〜約1.2質量固形分%の量にて湿潤繊維上に適用してもよい。
【0025】
或いは、サイズに存在する親水性成分(例えば、成膜剤又は潤滑剤)の量を増やしてもよい一方で、サイズにおけるそのほかの成分は当初の量又は実質的に当初の量に維持される。親水性成分の総量は、少なくとも約0.05質量固形分%の量にて、好ましくは、約0.05〜約0.2質量固形分%の量にて湿潤ガラス繊維に存在することが望ましい。サイズにおける親水性成分の量を増やすことによって、繊維上に存在する親水性成分の固形分を増やす。カップリング剤の高いコストのために、サイジング組成物に存在する当初の量と同一の又は実質的に同一の量のカップリング剤を維持することが望ましい。
【0026】
別の例示となる実施態様では、少なくとも1種の帯電防止剤がサイジング組成物に直接添加される。帯電防止剤を包含するこの改変サイジング剤を、例えば、適用ローラー又は噴霧装置のような好適な適用装置によって、ガラス繊維に適用する。本明細書での使用に特に好適な帯電防止剤には、サイジング組成物に可溶性である帯電防止剤が挙げられる。好適な帯電防止剤の例には、カタックス6660A(コグニス社から入手可能)、エメルスタット(登録商標)6660及びエメルスタット(登録商標)6665(エメリーインダストリーズ社から入手可能な四級アンモニウム帯電防止剤)、ネオキシル(登録商標)AO5320(DSM樹脂から入手可能なカチオン性の有機アルコキシ化四級アンモニウム帯電防止剤)、ラロスタット264A(BASFから入手可能な四級アンモニウム帯電防止剤)、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類、エトキシ化アミン類、四級アンモニウム化合物が挙げられる。1種以上の帯電防止剤をサイズ組成物に添加してもよい。帯電防止剤は、約0.05質量固形分%の量にて、好ましくは約0.05〜約0.2質量固形分%の量にてサイジング組成物に添加してもよい。
【0027】
代替の実施態様では、まとめられる前に帯電防止剤を湿潤使用のチョップドストランドガラス繊維に適用してもよい。ストランドを切断する前、又は湿潤チョップドストランドを回収し、まとめるとき、帯電防止剤をガラスストランドに噴霧してもよい。切断ガラスに適用される帯電防止剤の量は、ブッシングを介した融解ガラスの処理能力に従って比例配分によって自動的に調整されてもよい。好ましくは、帯電防止剤を切断したガラスに噴霧してチョップドストランド上での帯電防止剤の実質的に均一な分布を達成する。ガラス繊維に帯電防止剤を直接噴霧することによって、サイズ組成物に対する溶解性又は融和性の問題点がなくなる。更に、切断されたガラス上に帯電防止剤を噴霧することは、100%又は約100%の帯電防止剤をガラス上に配置し、形成過程で喪失しないので、無駄を低減する。帯電防止剤は、少なくとも約0.05質量%の量にて、好ましくは約0.05〜約0.2質量固形分%の量にてガラス繊維に添加してもよい。
【0028】
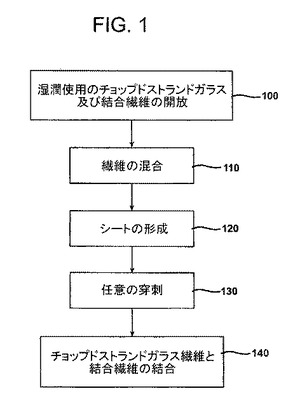
上述した、静電気の少ない又は「静電気の起きない」湿潤使用のチョップドストランドガラス繊維を乾式加工で使用して、静電気を蓄積する傾向を抑えたチョップドストランドマットを形成してもよい。上述の静電気の少ない又は「静電気の起きない」WUCSを用いてチョップドストランドマットを形成するための例示となる乾式加工は一般に図1で説明され、少なくとも部分的に、湿潤使用のチョップドストランドガラス繊維を開放し、繊維を結合すること(工程100)、切断されたガラス繊維と結合繊維を混合すること(工程110)、切断されたガラス繊維と結合繊維をシートに形成すること(工程120)、任意でシートを針で縫い、シートに構造的整合性を与えること(工程130)及び切断されたガラス繊維と結合繊維を結合すること(工程140)を包含する。
【0029】
結合材は限定されず、強化繊維よりも低い融点を有する熱可塑性の材料又は熱硬化性の材料のいずれであってもよい。チョップドストランドでの使用に好適な熱可塑性材料及び熱硬化性材料の例には、ポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリエチレンテレフタレート(PET)繊維、ポリ硫化フェニレン(PPS)繊維、ポリ塩化ビニル(PVC)繊維、酢酸エチレンビニル/塩化ビニル(EVA/VC)繊維、アクリル酸低級アルキルポリマー繊維、アクリロニトリルポリマー繊維、部分的に加水分解されたポリ酢酸ビニル繊維、ポリビニルアルコール繊維、ポリビニルピロリドン繊維、スチレンアクリレート繊維、ポリオレフィン類、ポリアミド類、ポリスルフィド類、ポリカーボネート類、レーヨン、ナイロン、フェノール性樹脂、エポキシ樹脂、並びに、例えば、スチレン/ブタジエンゴム(SBR)及びブタジエン/アクリロニトリルゴム(NBR)のようなブタジエンコポリマーが挙げられるが、これらに限定されない。1種以上の種類の熱硬化性材料を用いて成形マットを形成することが望ましい。結合材は、全繊維の約10〜約60質量%、好ましくは約40〜約50質量%の量にて成形マットに存在してもよい。
【0030】
更に、結合繊維は、例えば、マレイン化酸若しくはアクリル酸のような酸によってカルボキシ化することによって、酸性基で官能化してもよいし、又は結合繊維は、無水基若しくは酢酸ビニルを添加することによって官能化してもよい。結合材はまた、ポリマー繊維の形態ではなく、ポリマーマット、フレーク、顆粒、樹脂又は粉末の形態であってもよい。
【0031】
結合材はまた、例えば、生体成分ポリマー繊維、三成分ポリマー繊維、又はプラスチック被覆の鉱物繊維、例えば、熱硬化性被覆のガラス繊維のような多成分繊維の形態であってもよい。生体成分繊維は、鞘−芯、横並び、海の中の島、又は区分化されたパイ配置に配置してもよい。好ましくは、生体成分繊維は、第2のポリマー繊維で形成された芯を実質的に取り囲む第1の繊維で鞘が形成される鞘−芯の配置で形成される。第1の繊維(鞘の繊維)の融点より高く且つ第2のポリマー(芯の繊維)の融点より低い温度に生体成分の繊維を加熱する際、第2の繊維がそのままである一方で第1の繊維が軟化する又は融解するように、第1のポリマー繊維が第2のポリマー繊維の融点よりも低い融点を有する。鞘繊維は、芯繊維を完全に取り囲む必要はない。第1のポリマー繊維(鞘の繊維)のこの軟化は、第1のポリマー繊維が粘着性になるようにし、第1のポリマー繊維がそれ自体及び極めて近傍であってもよいそのほかの繊維と結合するようになる。
【0032】
材料の多数の組み合わせを用いて、例えば、ポリエステル、ポリプロピレン、ポリ硫化物、ポリオレフィン及びポリエチレンの繊維に限定されない生体成分のポリマー繊維を作製することができる。生体成分繊維の具体的なポリマーの組み合わせには、ポリエチレンテレフタレート/ポリプロピレン、ポリエチレンテレフタレート/ポリエチレン及びポリプロピレン/ポリエチレンが挙げられる。そのほかの非限定的な生体成分繊維の例には、コポリエステルポリエチレンテレフタレート/ポリエチレンテレフタレート(coPET/PET)、ポリ1,4−シクロヘキサンジメチルテレフタレート/ポリプロピレン(PCT/PP)、高密度ポリエチレン/ポリエチレンテレフタレート(HDPE/PET)、高密度ポリエチレン/ポリプロピレン(HDPE/PP)、線形の高密度ポリエチレン/ポリエチレンテレフタレート(LLDPE/PET)、ナイロン6/ナイロン6,6(PA6/PA6,6)及びグリコール修飾ポリエチレンテレフタレート/ポリエチレンテレフタレート(6PETg/PET)が挙げられる。生体成分が結合材の成分として使用される場合、生体成分の繊維は、全繊維の約20質量%までの量で存在してもよい。
【0033】
生体成分のポリマー繊維は、約1〜約18デニールのデニール及び約2〜約4mmの長さを有してもよい。第1のポリマー繊維(鞘の繊維)は約66〜204℃(約150〜約400°F)の範囲内、一層更に好ましくは、約77〜149℃(約170〜約300°F)の範囲内で融点を有することが好ましい。第2のポリマー繊維(芯の繊維)は、高い融点を有し、好ましくは約177℃(約350°F)より上の融点を有する。
【0034】
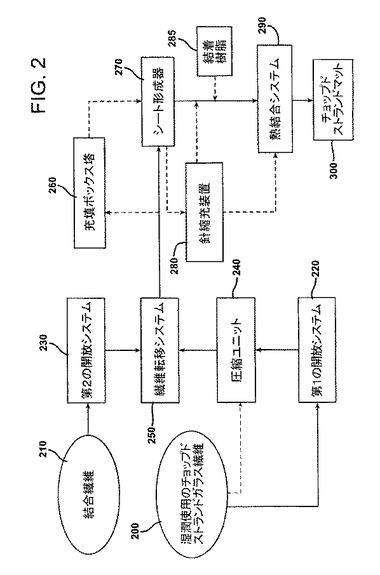
湿潤使用のチョップドストランドガラス繊維、及び結合材を形成する繊維は通常、個々の繊維の梱の形態で塊にされる。今や図2を参照して、湿潤使用のチョップドストランドガラス繊維200は第1の開放システム220に搬送され、結合繊維210は第2の開放システム230に搬送され、湿潤切断ガラス繊維の梱及び結合繊維の梱をそれぞれ少なくとも部分的に開放する。開放システムは、束ねられた繊維をほぐし、繊維対繊維の接触を高めるように役立つ。第1及び第2の開放システム220、230は好ましくは梱を開ける道具であるが、結合繊維210の梱及び湿潤使用のチョップドストランドガラス繊維200の梱を開放するのに好適ないずれの種類の開ける道具であってもよい。本発明で使用するのに好適な開ける道具には、計量装置を伴った又は伴わない従来の標準的な梱を開ける道具が挙げられる。
【0035】
図1及び図2に描かれた例示となる加工は、第2の開放システム230によって結合繊維210を開放することを示すが、結合繊維210がフィラメント状形態で存在する又は得られ、梱の形態では存在せず、得られないならば、結合繊維210は直接、繊維転移システムに搬送されてもよい。そのような実施形態は本発明の範囲内にあるとみなされる。結合材がフレーク、顆粒、又は粉末(図2には示さず)の形態であり、結合繊維ではない代替の実施態様では、WUCS繊維200と混合するために、粉末化した又はフレークの結合材を繊維転移システム250に分配するのに好適な装置と第2の開放システム230を置き換えてもよい。好適な装置は当業者によって容易に選択されるであろう。特に、フィラメント状形態で又は部分的にフィラメント状形態で提供されるのであれば、湿潤使用のチョップドストランドガラス繊維200を圧縮ユニット240(図2)に直接搬送してもよいことも本発明の範囲内であるとみなされる。
【0036】
少なくとも部分的に開放された湿潤使用のチョップドストランドガラス繊維200は、第1の開放システム220から圧縮ユニット240に運ばれ、又は搬送されて湿潤繊維から水を除いてもよい。例示となる実施態様では、約70%を超える遊離の水(強化材繊維の外側にある水)が除かれる。しかしながら、好ましくは、圧縮ユニット240で実質的にすべての水が除かれる。語句「実質的にすべての水」は、本明細書で使用されるとき、遊離の水すべて又はほとんどすべてが除かれることを示すことを意味する。圧縮ユニット240は、当該技術で既知の乾燥装置又は水除去装置のいずれであってもよく、例えば、風乾器、オーブン、ローラー、吸引ポンプ、加熱ドラム乾燥機、赤外線加熱源、熱風送風器、又はマイクロ波放射源であってもよいが、これらに限定されない。
【0037】
乾燥させた又は実質的に乾燥させたチョップドストランドガラス繊維(図1及び図2では説明せず)及び結合繊維210は、繊維転移システム250によって一緒に混合される。好ましい実施態様では、粘度の高い気流中にて繊維を混合する。繊維転移システム250は、結合繊維210及び乾燥させた湿潤使用の切断ガラス繊維をシート形成器270に移すための導管として、及び気流中で繊維を実質的に均一に混合するための双方に役立つ。できるだけ均一に乾燥させたチョップドガラス繊維及び結合繊維210を分配することが望ましい。第1及び第2の開放システム220、230に関して上述された計量装置によって、又は繊維が第1及び第2の開放システム220、230を通過する量及び/又は速度によって、繊維転移システム250における気流中に入る乾燥させたチョップドガラス繊維と結合繊維210との比を制御してもよい。好ましい実施態様では、気流中に存在する乾燥させたチョップドガラス繊維と結合繊維210との比は、それぞれ乾燥させたチョップドストランド対結合繊維210、90:10である。
【0038】
繊維転移システム250における気流によって、乾燥させたチョップドガラス繊維と結合繊維210の混合物を、繊維がシートに形成されるシート形成器270に移してもよい。チョップドストランドマットを形成するのに1以上のシート形成器を利用してもよい。本発明の一部の実施態様では、シート形成器270に入る前に、例えば、コンピュータが監視する電子計量装置によって、乾燥させたチョップドガラス繊維及び結合繊維210を容量測定的にシート形成器270に搬送する充填ボックス塔260に、混合した繊維を繊維転移システム250によって移す。充填ボックス塔260は、シート形成器270の内部に位置してもよく、又はシート形成器270の外側に位置取りしてもよい。充填ボックス塔260は、シート形成器270に入る前に、乾燥させたチョップドガラス繊維と結合繊維210を更に混ぜ、混合するための調節板を含んでもよい。一部の実施態様では、コンデンサ及び分配コンベアを有するシート形成器270を使用して、充填ボックス塔260への更に高い搬送及び充填ボックス塔260を通る更に容積の多い空気を達成してもよい。開放された繊維の改善された交差−分配を達成するために、シートの方向に横に分配路コンベアを走らせてもよい。その結果、圧力をほとんどかけずに又は圧力をかけずに最少限の繊維の損傷で結合繊維210及び乾燥させたチョップドストランドを充填ボックス塔260に移してもよい。
【0039】
シート形成器270によって形成されたシートは、所望の比率及び質量分布での乾燥させた切断ガラス繊維と結合繊維210の実質的に均一な分布を含有する。シート形成器270によって形成されたシートは、約250〜約2500g/cm2、好ましくは約800〜約1400g/cm2の質量分布を有する。
【0040】
本発明の1以上の実施態様では、シート形成器270を出るシートは任意選択で、シートの繊維を介して下方及び/又は上方への動きでトゲのある又はフォーク状の針を押して、乾燥させた切断ガラス繊維と結合繊維210を絡ませ、又はより合わせ、マットに機械的強度及び整合性を付与する針縮充装置280における穿刺加工に供される。シートの内外に繰り返しトゲのある縮充針を通すことによって、乾燥させた切断ガラス繊維と結合繊維210の機械的な連結が達成される。発明の加工で使用するために選択される特定の強化材繊維及びポリマー繊維と共に使用するための最適な針の選択は、当業者によって容易に確認されるであろう。
【0041】
結合材210は、乾燥させた切断ガラス繊維を互いに結合させるのに使用されるが、シートを熱結合システム290に通す前に追加の結合剤として結着樹脂285を添加してもよい。結着樹脂285は、樹脂粉末、フレーク、顆粒、発泡体又は液体噴霧の形態であってもよい。結着樹脂285は、いかなる好適な方法、例えば、浸水抽出法によって、又は結着樹脂285をシートに噴霧することによって添加されてもよい。シートに添加される結着樹脂285の量は、チョップドストランドマットの所望の特徴によって異なってもよい。例えば、塩化アンモニウム、p−トルエン、スルホン酸、硫酸アルミニウム、リン酸アンモニウム又は硝酸亜鉛のような触媒を用いて、硬化された結着樹脂285の硬化率及び品質を改善してもよい。
【0042】
強化繊維200を更に結合するために単独で、又は本明細書に記載される別の結合方法に加えて採用されてもよい別の加工は、ラテックス結合である。ラテックス結合では、例えば、エチレン(Tg−125℃)、ブタジエン(Tg−78℃)、アクリル酸ブチル(Tg−52℃)、アクリル酸エチル(Tg−22℃)、酢酸ビニル(Tg−30℃)、塩化ビニル(Tg−80℃)、メタクリル酸メチル(Tg−105℃)、スチレン(Tg−105℃)及びアクリロニトリル(Tg−130℃)のようなモノマーから形成されるポリマーを結合剤として使用する。ガラス転移温度(Tg)が低ければ低いほど結果として軟らかいポリマーを生じる。シートが熱結合システム290に入る前にラテックスポリマーを噴霧として添加してもよい。シートがいったん熱結合システム290に入ると、ラテックスポリマーは融解し、乾燥させた切断ガラス繊維を一緒に結合させる。
【0043】
単独で、又は本明細書に記載される別の結合加工との組み合わせで使用されてもよい更に任意の結合加工は化学結合である。液体系結合剤、粉末接着剤、発泡体、時には有機溶媒を化学結合剤として使用することができる。化学結合剤の好適な例には、アクリレートポリマー及びコポリマー、スチレン−ブタジエンコポリマー、酢酸ビニルエチレンコポリマー、及びこれらの組み合わせが挙げられるが、これらに限定されない。例えば、ポリ酢酸ビニル(PVA)、酢酸エチレンビニル/塩化ビニル(EVA/VC)、アクリル酸低級アルキルポリマー、スチレン−ブタジエンゴム、アクリロニトリルポリマー、ポリウレタン、エポキシ樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、及びそのほかのモノマーと塩化ビニリデンとのコポリマー、部分的に加水分解されたポリ酢酸ビニル、ポリビニルアルコール、ポリビニルピロリドン、ポリエステル樹脂、及びスチレンアクリレートを化学結合剤として使用してもよい。シートに含浸させる、被覆する又は噴霧することによって化学結合剤を均一に適用することができる。
【0044】
シートがシート形成器270に入った後、又はシートの任意の穿刺の後のいずれかで、シートを熱結合システム290に通して、乾燥させた切断ガラス繊維と結合繊維210を結合させ、チョップドストランドマット300を形成する。しかしながら、シートが針縮充装置280にて穿刺され、乾燥させた切断ガラス繊維と結合繊維210が機械的に結合されているのであれば、シートを熱結合システム290に通してチョップドストランドマット300を形成することが必要なくてもよいことが十分に理解されるべきである。
【0045】
熱結合システム290では、シートは、結合繊維210の融点より高いが、乾燥させた切断ガラス繊維の融点よりも低い温度に加熱される。結合繊維210として生体成分繊維を使用する場合、熱結合システム290における温度は、鞘繊維の融点より高いが、乾燥させた切断ガラス繊維の融点よりも低い温度に上げられる。結合繊維210が生体成分繊維である場合に結合繊維210を融点より高い、又は鞘繊維の融点より高い温度に加熱することによって、結合繊維210が粘着性になり、結合繊維210同士を結合し及び結合繊維210を隣接する乾燥させた切断ガラス繊維に結合させる。結合繊維210が完全に融解するならば、融解した繊維が乾燥させた切断ガラス繊維を被包してもよい。熱結合システム290内の温度が、乾燥させた切断ガラス繊維及び/又は芯繊維の融点ほど高く上昇しない限り、熱結合システム290及びチョップドストランドマット300の内部でこれらの繊維は、繊維状の形態のままである。
【0046】
熱結合システム290は、当該技術で既知の加熱及び/又は結合の方法のいずれか、例えば、オーブン結合、強制空気を用いたオーブン結合、赤外線加熱、温熱カレンダー加工、ベルトカレンダー加工、超音波結合、マイクロ波加熱及び加熱ドラムを含んでもよい。任意選択で、2以上のこれら結合方法を組み合わせて用いて乾燥させたチョップドストランドガラス繊維と結合繊維210を結合させてもよい。熱結合システム290の温度は、特定の結合繊維210の融点、結着樹脂及び/又は使用されるラテックスポリマー、及びシートに生体成分繊維が存在するか否かによって異なる。熱結合システム290から出てくるチョップドストランドマット300は、改善された強度、音響及び熱の特性、剛性、衝撃耐性、及び音響吸収をマット300に提供する乾燥させた切断ガラス繊維と結合繊維210の均一な又は実質的に均一な分布を含有する。更に、形成されたチョップドストランドマット300は、実質的に均一な質量一貫性及び均一な特性を有する。
【0047】
チョップドストランドマット300は、多数の用途、例えば、自動車の用途、例えば、天井、ボンネットの裏地、床の裏地、トリムパネル、小荷物棚、日よけ、機器パネル構造、ドアの裏地など、水産業用のハンドレイアップ(船の作製)、真空及び加圧の袋つめ、冷却加圧成形、好対金属成形、及び遠心鋳造に使用されてもよい。チョップドストランドマット300は、多数の非構造的な音響用途、例えば、オフィスのスクリーンや間仕切り、天井のタイル及び建造物のパネルにおける器具に使用してもよい。
【0048】
チョップドストランドマットで使用される強化材繊維及び/又は結合繊維の質量、長さ及び/又は直径を変更することによってマットの物性を最適化してもよく、及び/又は誂えてもよいことは、本発明の長所である。その結果、チョップドストランドマットから形成される多種多様のチョップドストランドマット及び複合材製品を製造することができる。
【0049】
本発明に従って形成される湿潤使用のチョップドストランドガラス繊維が、静電気の起きない又は実質的に静電気の起きないチョップドストランドマットを提供することも本発明の長所である。ガラス繊維上での静電気の発生の抑制は結果として、チョップドストランドマットにおける湿潤使用のチョップドストランドガラス繊維(又はそのほかの強化材繊維)及び結合繊維の分布を制御する能力の改善をもたらし、実質的に均一な分布のガラス繊維及び結合繊維を有するマットを形成するのを助ける。
【0050】
更に、静電気の起きない湿潤使用のチョップドストランドガラス繊維は、マットの製造ラインにおける帯電防止棒又は帯電防止機器の存在の必要性を排除する。更に、静電気の起きないWUCSは、チョップドストランドマットの製造ラインにおける帯電防止の化学物質混合物の存在及び/又は使用の必要性を排除する。WUCS繊維上での静電気の抑制又は除去はまた、作業所での空気中の遊離の繊維又は繊維の量を減らし、「遊離」の繊維が原因で生じてもよい、マットを形成する作業者への刺激の可能性を低減し、それによって作業者に優しい環境を創出する。
【0051】
一般的に本発明を説明してきたが、説明目的でのみ提供され、特に特定しない限り、すべてを含む又は限定すると意図されない以下で説明する特定の具体的実施例を参照して、更なる理解が得られるであろう。
【実施例】
【0052】
40%のカタックス6660−A(帯電防止剤)70gを15kgのオーエンズコーニングのサイズ指定の9501に加え、サイジングが均質になるように撹拌した。繊維をストランドに回収する前に適用ローラーによってサイズをガラス繊維に適用した。次いで、湿潤使用の繊維を切り刻み、120℃にて12時間乾燥させた。従来の乾式シート成形ラインで見られるようなガラスの摩擦を複製するシミュレーションに乾燥ガラスを供した。ロスチャイルド静電ボルトメータR−4201を用いて、ガラス繊維上の発生した静電気を測定した。静電気は、20℃、相対湿度43%で測定した。帯電防止剤を含有する改変サイジングで処理した湿潤使用のチョップドストランドガラス繊維の静電気の値は35ボルトと測定された。
【0053】
比較のために、オーエンズコーニング9501サイズ(帯電防止剤を添加しない)で湿潤使用のチョップドストランドガラス繊維を被覆した。湿潤使用のガラス繊維を切り刻み、乾燥させ、上述のように静電気の値を測定した。帯電防止剤を含有しないオーエンズコーニング9501サイズで被覆したガラス繊維上の静電気の値は1000ボルトと測定された。
【0054】
従来の乾式機器は、例えば、繊維の塊のような問題が生じる前にガラス繊維上のおよそ100ボルトの静電気に耐えることができる。従って、およそ100ボルトまでの静電気は、「静電気が起きない」とみなされる。上記で提示されたデータから、改変されたサイジング溶液(帯電防止剤を含有する)で処理した湿潤使用のチョップドストランドガラス繊維は、特に帯電防止剤を含有しないサイズと比べた場合、湿潤使用のチョップドストランドガラス繊維上で静電気を蓄積する傾向を明らかに抑えると結論付けることができる。また、改変サイズ組成物で被覆された湿潤使用のチョップドストランドガラス繊維は、「静電気が起きない」とも結論付けることができる。
【0055】
本出願の発明を一般的に及び具体的な実施態様に関しての双方で説明してきた。本発明は好ましい実施態様であると考えられるもので述べられているが、一般的な開示の範囲内で当業者に既知の多種多様な代替物を選択することができる。以下に述べられるクレームの詳説を除いて、本発明は別に限定されない。
【図面の簡単な説明】
【0056】
【図1】本発明の側面の1つに係る乾式加工において湿潤強化材繊維を使用する工程を説明するフローチャートである。
【図2】本発明の少なくとも1つの例示となる実施態様に従って、湿潤使用のチョップドストランドガラス繊維を用いてチョップドストランドマットを形成する風成加工の模式的説明である。
【技術分野】
【0001】
本発明は一般に、強化複合製品に関するものであり、更に詳しくは、静電気の発生を抑えることが明らかな結合材と強化繊維から形成されるチョップドストランドマットの形成方法に関する。
【背景技術】
【0002】
通常、ガラス繊維は、ブッシング又はオリフィス板を介して融解ガラスを単繊維に引き伸ばし、潤滑剤、カップリング剤及び成膜性結着樹脂を含有するサイジング組成物を単繊維に適用することによって形成される。繊維が、湿潤使用のチョップドストランドガラスとして切断される及び保存される及び/又は形成されるべき場合、高度に分散性の化学物質を含有する固形性の低いサイジング組成物がガラス繊維に適用される。そのようなサイジング剤は、チョップドストランドが水溶液に分散され、繊維性のマット製品に形成される湿式加工の間に、白色の水溶液での湿ったチョップドストランドの分散に役立つ。水性のサイジング組成物はまた、繊維間の磨耗からの繊維の保護を提供し、ガラス繊維と、ガラス繊維が強化目的で使用されるべきマトリクスとの間の融和性を促進する。
【0003】
サイジング組成物を適用した後、繊維を1以上のストランドに集めてもよいし、一包みに巻き上げてもよく、或いは、湿らせて回収する間に繊維を切断してもよい。次いで、回収したチョップドストランドを乾燥し、硬化して乾燥使用のチョップドストランドガラス(DUCS)を形成することができ、又は湿潤使用のチョップドストランドガラス(WUCS)として湿潤条件でそれらをまとめることができる。そのような乾燥した切断ガラス繊維のストランドは一般に、熱可塑性物品における強化材として使用される。ガラス繊維で強化されたポリマー複合材が強化されていないポリマーに比べて高い機械的特性を持つことは、当該技術で既知である。従って、ガラス繊維で強化した複合材によって、更に良好な寸法安定性、引張強度及び係数、曲げ強度及び係数、衝撃耐性、並びにクリープ抵抗性を達成することができる。
【0004】
繊維性の不織布強化材の一形態である繊維性マットは、多数の種類の合成可塑性複合材に対する強化材として極めて好適である。切断ガラス繊維からガラス繊維マットを製造する最も一般的な2つの方法は、湿式加工及び乾式加工である。一般に、従来の湿式加工では、界面活性剤、粘度改変剤、消泡剤又はそのほかの化学作用剤を含有してもよい水性スラリーに湿ったチョップドストランドを分散する。いったん切断ガラス繊維をスラリーに導入すると、繊維が分散されるようにスラリーを撹拌する。繊維を含有するスラリーは移動スクリーンに堆積し、実質的な部分の水を除去して織布を形成する。次いで、結着剤を適用し、得られたマットを乾燥して残りの水を除き、結着剤を硬化する。形成された不織布マットは、分散された個々のガラス単繊維の集合体である。繊維の極めて均一な分布が所望である場合、湿式加工が一般に使用される。
【0005】
従来の乾式加工は、風成加工及び梳綿加工のような加工が挙げられる。従来の風成加工では、乾燥したガラス繊維を切断し、コンベア又はスクリーンに空気を吹きつけ、固めてマットを形成する。例えば、乾燥チョップドストランド及びポリマー繊維を空気中に浮遊させ、ほぐれた織布としてスクリーン又は穴あきドラムに回収し、次いで固めて、無作為に配向したマットを形成する。従来の梳綿加工では、微細なワイヤと歯で覆われた一連のドラムがガラス繊維を平行列に梳き、織布に方向特性を付与する。ドラムの正確な立体配置は、所望されるマット質量及び繊維の配向に依存する。形成された織布は、繊維の大半が織布の方向を向く平行性であってもよいし、又は繊維が特定の配向を有さない無作為性であることもできる。
【0006】
乾式加工は、高度に多孔性のマットの製造に特に好適であり、種々の液体又は樹脂を迅速に浸透させることができるように得られるマットに隙間のある構造が所望である場合、好適である。しかしながら、そのような従来の乾式加工は、特に従来の湿式加工によって形成されるマットと比べた場合、その表面積全体にわたって均一な質量分布を有さないマットを製造する傾向がある。更に、乾式加工における繊維は通常、切断される前に別個の工程で乾燥され、まとめられるので、乾燥チョップドストランドの使用は、湿式加工で使用される繊維よりも加工に対して高価でありうる。
【0007】
複合材部品の形成における特定の強化材の適用については、マットが隙間のある多孔性構造を含み(乾式加工におけるような)、且つ、均一な質量を有する(湿式加工におけるような)繊維マットを形成することが望ましい。従って、実質的に均一な質量分布を有し、且つ、従来の湿式及び乾式の加工の短所を克服する強化複合材部品の製造に使用することができる隙間のある多孔性構造を有する不織布マットを形成するためのコスト有効性で効率的な加工に対するニーズが当該技術に存在する。
【発明の開示】
【0008】
静電気の発生を抑えることが明らかな強化材繊維を提供することが本発明の目的である。強化材繊維は好ましくは、乾燥し、続いて乾式加工で使用する湿潤使用のチョップドストランドガラス繊維である。成膜剤、カップリング剤及び少なくとも1種の潤滑剤を含有するサイズ組成物によってガラス繊維は被覆される。本発明の実施態様の1つでは、ガラス繊維上の全固形分を増やすことによって、例えば、過剰量のサイズ組成物をガラス繊維に適用することによってガラス繊維上の静電気の発生を抑える又は除く。或いは、サイズにおけるほかの成分を当初の量又は実質的に当初の量に維持する一方でサイズに存在する親水性成分の量を増やしてもよい。約0.4〜約2.0質量固形分%(% by weight solids)の量にてサイズ組成物をガラス繊維に適用してもよい。
【0009】
本発明の第2の実施態様では、帯電防止剤をサイジング組成物に直接加え、改変したサイジング組成物を、例えば、適用ローラー又は噴霧装置等によってガラス繊維の表面に適用する。帯電防止剤は、サイジング組成物に可溶性であるいずれの帯電防止剤でもよい。1以上の帯電防止剤をサイズ組成物に添加してもよい。帯電防止剤は、約0.05〜約0.20質量固形分%の量にてサイジング組成物に添加してもよい。
【0010】
第3の実施態様では、繊維のサイズを決め、切断した後、帯電防止剤を直接ガラス繊維に添加してもよい。好ましい実施態様では、帯電防止剤をガラス繊維に噴霧して、チョップドストランド上で実質的に均一な帯電防止剤の分布を達成する。帯電防止剤は、約0.05〜約0.20質量固形分%の量にてガラス繊維に添加してもよい。
【0011】
本発明の別の目的は、静電気の蓄積を抑える傾向が明らかなチョップドストランドマットを提供することである。チョップドストランドマットは、結合材と、繊維間での静電気の発生を抑えるように処理された強化材繊維を含有する。好ましくは、強化材繊維は、帯電防止剤で処理された、又は本明細書で記載されたような過剰量のサイズ及び/又は親水性の成分で処理された湿潤使用のチョップドストランドガラス繊維である。結合材は、強化材繊維よりも低い融点を有する熱可塑性又は熱硬化性の材料であってもよい。チョップドストランドマットは、改善された強度、音響特性、熱特性、剛性、衝撃耐性及びマットへの音響吸収を提供する、均一に又は実質的に均一に分布した乾燥切断ガラス繊維及び結合繊維を有する、。
【0012】
本発明の更なる目的は、静電気を蓄積する傾向を抑えたチョップドストランドを形成する加工を提供することである。繊維間の静電気の発生を抑えるように処理された強化材繊維及び本明細書で議論される湿潤使用のチョップドストランドガラス繊維のような結合材を乾燥して、結合繊維と混合する。乾燥チョップドストランドと結合繊維をできるだけ均一に分布させることが望ましい。乾燥チョップドストランドと結合繊維の混合物を次いでシートに形成する。チョップドストランドマットを形成するのに1種以上のシート形成機を利用してもよい。シートを熱結合機に通して強化材繊維とポリマー繊維を熱で結合させ、チョップドストランドマットを形成してもよい。
【0013】
帯電防止剤で処理した、又は本明細書で記載されるようなサイズ内の過剰量のサイズ及び/又は親水性の成分で処理した湿潤使用のチョップドストランドガラス繊維が静電気の起きない又は実質的に静電気の起きないチョップドストランドマットを形成することが本発明の長所である。ガラス繊維上での静電気の発生の抑制は結果として、チョップドストランドマットにおける湿潤使用のチョップドストランドガラス繊維(又は他の強化材繊維)と結合繊維の分布を制御する能力の改善をもたらし、ガラス繊維と結合繊維の実質的に均一な分布を有するマットを形成するのを助ける。
【0014】
静電気の起きない湿潤使用のチョップドストランドガラス繊維は、マット製造ラインにおける帯電防止棒又は帯電防止装置の存在の必要性を除くということも本発明の長所である。更に、静電気の起きない繊維は、チョップドストランドマットの製造ラインにおける帯電防止化学物質混合物の使用の必要性を除く。乾燥した湿潤使用のチョップドストランドガラス繊維における静電気の抑制又は除去は、作業場で空中に漂う繊維又は留まる繊維の量を減らし、「漂う」ガラス繊維が原因で生じる可能性があるマットを形成する作業者に対する刺激の可能性を低減することによって、作業者に優しい環境も創出する。
【0015】
本発明の前述の目的及びそのほかの目的、特徴、並びに長所は、後に続く詳細な説明の考慮から以後更に完全に明らかになるであろう。しかしながら、図面は説明目的のものであって、本発明の限定を定義するとして解釈すべきではないことが明らかに理解されるべきである。
本発明の長所は、以下の本発明の詳細な開示の考慮の際、特に、添付の図面と併せた場合、明らかであろう。
【発明を実施するための最良の形態】
【0016】
特に定義されない限り、本明細書で使用される技術的用語及び科学的用語はすべて、本発明が属する当該技術における当業者によって一般的に理解されるものと同様の意味を有する。本明細書に記載されるものに類似する又はそれと同等の方法及び材料はいずれも本発明の実践又は試験に使用することができるが、好ましい方法及び材料が本明細書に記載される。出版された又は相当する米国又は外国の特許出願、発行された米国又は外国の特許、又はそのほかの参考文献を含む、本明細書で引用された参考文献はすべて、引用された文献で提示されたデータ、表、図及び本文を含めてその全体がそれぞれ参照によって組み入れられる。
【0017】
図面において、線、層及び領域の厚さは明瞭にするために誇張されてもよい。用語「上」、「底」、「側面」などは、説明目的でのみ本明細書で使用される。要素が、「上」にある、「に隣接する」又は別の要素に「対する」と言われる場合、それが、別の要素の直接上にある、それに直接隣接する又はそれに直接対する又は干渉要素が存在してもよいことが理解される。また、要素が別の要素を越えてあると言われる場合、それは別の要素を直接越えてあることができ、又は干渉要素が存在してもよいことが理解される。更に、用語「強化繊維」及び「強化材繊維」は本明細書では相互交換可能に使用されてもよい。用語、「結合繊維」と「結合材」、用語「サイズ」と「サイジング」はそれぞれ、相互交換可能に使用されてもよい。図全体にわたって見い出される同種の数は、同種の要素を示すことに留意すべきである。
【0018】
本発明は、静電気の発生を抑えることが明らかな強化材繊維、静電気の蓄積を抑える傾向が明らかであるチョップドストランドマット、及びチョップドストランドマットの形成方法に関する。チョップドストランドマットは、強化繊維と有機結合繊維で形成される。強化繊維は、良好な音響特性及び熱特性と同様に良好な構造的品質を提供するのに好適な有機繊維、無機繊維、熱硬化性繊維、熱可塑性繊維又は天然繊維のいずれであってもよい。好適な強化繊維の非限定例には、ガラス繊維、ウールガラス繊維、玄武岩繊維、天然繊維、金属繊維、セラミックス繊維、鉱物繊維、炭素繊維、黒鉛繊維、ナイロン繊維、レーヨン繊維、ナノ繊維、並びに、例えば、ポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリエチレンテレフタレート(PET)繊維、ポリ硫化フェニレン(PPS)繊維、ポリ塩化ビニル(PVC)繊維、及び酢酸エチレンビニル/塩化ビニル(EVA/VC)に限定されないポリマー系の熱可塑性材料、並びにそれらの組み合わせが挙げられる。チョップドストランドマットは、1種類の強化材繊維(例えば、ガラス繊維)で全体的に形成されてもよく、或いは、チョップドストランドマットを形成するのに1以上の種類の強化材繊維を使用してもよい。用語「天然繊維」は、本発明と併せて使用されるとき、茎、種、葉、根又は靭皮を含むが、これらに限定されない植物のいずれの部分からか抽出される植物繊維を言う。好ましくは、強化材繊維は、ガラス繊維、例えば、A型ガラス、E型ガラス、S型ガラス、又はECR型ガラス、例えば、オーエンズコーニングのアドバンテックス(登録商標)ガラス繊維である。
【0019】
強化繊維は、11〜75mmの長さ、好ましくは約12〜約30mmの長さを有する。更に、強化繊維は、約8〜約35ミクロンの直径を有してもよく、好ましくは約12〜約23ミクロンの直径を有する。更に、強化繊維は、チョップドストランドマットの範囲内で互いに変化する長さ及び直径を有してもよい。強化繊維は、全繊維の約40〜約90質量%の量にてチョップドストランドマット中に存在してもよく、好ましくは約50〜約60質量%の量にてチョップドストランドマット中に存在する。
【0020】
本発明の加工では、湿潤強化材繊維を乾式加工、例えば、以下で記載されるような乾式加工において使用してチョップドストランドマットを形成する。好ましい実施態様では、湿潤強化材繊維として湿潤使用のチョップドストランド(WUCS)ガラス繊維を使用する。湿潤使用のチョップドストランドガラス繊維は、約5〜約30%の水分を有し、更に好ましくは約5〜約15%の水分を有することが望ましい。湿潤使用のチョップドストランドガラス繊維が好ましい湿潤強化材繊維として本明細書で記載されるが、乾燥の際、静電気を発生する、当業者によって同定された湿潤強化材繊維はいずれも本発明で利用されてもよいことが留意されるべきである。
【0021】
本発明で使用するための湿潤使用のチョップドストランドガラス繊維は、ブッシング又はオリフィスからの融解ガラスの流れを細くし、繊維をストランドに回収することによって形成されてもよい。そのような繊維を製造し、ストランドにそれらを回収するための好適な装置はいずれも本発明で使用することができる。強化繊維がいったん形成されると、ストランドに回収する前に、繊維はサイズ組成物によって被覆される。次いで、ストランドが切断され、湿潤条件で回収されるか又はまとめられる。湿潤使用のチョップドストランドガラス繊維は、塊にした個々の繊維の梱又は束の形態で保存してもよい。サイジング組成物を適用して、その後の加工の間破壊から強化材繊維を保護し、強化されるべきマトリクス樹脂との繊維の融和性を改善する。サイズ組成物は、ガラス繊維のストランドの整合性(例えば、ストランドを形成するガラス単繊維の相互接続)を確保する。
【0022】
湿潤使用のチョップドストランドガラスのための従来のサイジング組成物では、サイジング組成物は、液体媒体に溶解された又は分散された1以上の成膜性のポリマー成分又は樹脂成分(成膜剤)、ガラス−樹脂カップリング剤、及び1以上の潤滑剤を含有する固形性の低いサイジング組成物である。殺生剤のような従来の添加剤も任意でサイズ組成物に含めてもよい。そのようなサイジングの好ましい例は、9501と命名されたオーエンズコーニングのサイジングである。そのほかの好適なサイジングには、オーエンズコーニングの湿潤切断サイズ9502、786、685、777、790及び619が挙げられる。
【0023】
湿式加工で、湿潤使用のチョップドストランドガラス繊維が利用される場合、マットの形成全体を通して繊維が湿潤条件に残り、その結果、ガラス繊維間での静電気の発生又は蓄積はない。従って、湿潤ガラス繊維を摩擦や磨耗から保護するのにサイジングをほとんど必要とせず、サイジングは従来低質量パーセントで湿潤ガラス繊維に添加される(例えば、約0.10〜約0.30質量%の固体)。しかしながら、乾式加工でチョップドストランドガラス繊維が使用される場合、ガラスが乾燥されるにつれて、ガラス繊維間での静電気の実質的な発生の可能性があり、それは作業者に安全性への懸念を生じさせうる。更に、静電気の発生及び/又は蓄積は、チョップドストランドマットにおける強化材繊維と結合繊維の分布に影響を及ぼし、言い換えれば、それは、マットの物性及び機械的特性に負の効果を有してもよい。
【0024】
本発明の例示となる実施態様の1つでは、湿潤ガラス繊維上の総固形分を増やすことによって静電気の発生を抑える又は除く。本発明では、湿潤繊維上の総固形の増加した量は、従来又は通常湿潤繊維(例えば、湿潤使用のチョップドストランドガラス繊維)に適用される固形の量よりも多い固形の量である。理論によって束縛されることを望まないが、サイズ組成物中の親水性成分は、それがガラス繊維上で十分な量にて存在すれば、帯電防止剤として作用すると考えられている。例えば、増加量又は過剰量のサイズ組成物をガラス繊維上に適用することによって湿潤ガラス繊維上の総固形分を増やしてもよい。増加量のサイズを適用することによって、ガラス繊維上の個々のサイズ組成物のそれぞれの固形分は同一量増加し、サイジングを形成する異なった成分の比は維持される。サイズ組成物は、少なくとも約0.4質量固形分%の量にて、好ましくは約0.4〜約2.0質量固形分%の量にて、更に好ましくは約0.8〜約1.2質量固形分%の量にて湿潤繊維上に適用してもよい。
【0025】
或いは、サイズに存在する親水性成分(例えば、成膜剤又は潤滑剤)の量を増やしてもよい一方で、サイズにおけるそのほかの成分は当初の量又は実質的に当初の量に維持される。親水性成分の総量は、少なくとも約0.05質量固形分%の量にて、好ましくは、約0.05〜約0.2質量固形分%の量にて湿潤ガラス繊維に存在することが望ましい。サイズにおける親水性成分の量を増やすことによって、繊維上に存在する親水性成分の固形分を増やす。カップリング剤の高いコストのために、サイジング組成物に存在する当初の量と同一の又は実質的に同一の量のカップリング剤を維持することが望ましい。
【0026】
別の例示となる実施態様では、少なくとも1種の帯電防止剤がサイジング組成物に直接添加される。帯電防止剤を包含するこの改変サイジング剤を、例えば、適用ローラー又は噴霧装置のような好適な適用装置によって、ガラス繊維に適用する。本明細書での使用に特に好適な帯電防止剤には、サイジング組成物に可溶性である帯電防止剤が挙げられる。好適な帯電防止剤の例には、カタックス6660A(コグニス社から入手可能)、エメルスタット(登録商標)6660及びエメルスタット(登録商標)6665(エメリーインダストリーズ社から入手可能な四級アンモニウム帯電防止剤)、ネオキシル(登録商標)AO5320(DSM樹脂から入手可能なカチオン性の有機アルコキシ化四級アンモニウム帯電防止剤)、ラロスタット264A(BASFから入手可能な四級アンモニウム帯電防止剤)、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類、エトキシ化アミン類、四級アンモニウム化合物が挙げられる。1種以上の帯電防止剤をサイズ組成物に添加してもよい。帯電防止剤は、約0.05質量固形分%の量にて、好ましくは約0.05〜約0.2質量固形分%の量にてサイジング組成物に添加してもよい。
【0027】
代替の実施態様では、まとめられる前に帯電防止剤を湿潤使用のチョップドストランドガラス繊維に適用してもよい。ストランドを切断する前、又は湿潤チョップドストランドを回収し、まとめるとき、帯電防止剤をガラスストランドに噴霧してもよい。切断ガラスに適用される帯電防止剤の量は、ブッシングを介した融解ガラスの処理能力に従って比例配分によって自動的に調整されてもよい。好ましくは、帯電防止剤を切断したガラスに噴霧してチョップドストランド上での帯電防止剤の実質的に均一な分布を達成する。ガラス繊維に帯電防止剤を直接噴霧することによって、サイズ組成物に対する溶解性又は融和性の問題点がなくなる。更に、切断されたガラス上に帯電防止剤を噴霧することは、100%又は約100%の帯電防止剤をガラス上に配置し、形成過程で喪失しないので、無駄を低減する。帯電防止剤は、少なくとも約0.05質量%の量にて、好ましくは約0.05〜約0.2質量固形分%の量にてガラス繊維に添加してもよい。
【0028】
上述した、静電気の少ない又は「静電気の起きない」湿潤使用のチョップドストランドガラス繊維を乾式加工で使用して、静電気を蓄積する傾向を抑えたチョップドストランドマットを形成してもよい。上述の静電気の少ない又は「静電気の起きない」WUCSを用いてチョップドストランドマットを形成するための例示となる乾式加工は一般に図1で説明され、少なくとも部分的に、湿潤使用のチョップドストランドガラス繊維を開放し、繊維を結合すること(工程100)、切断されたガラス繊維と結合繊維を混合すること(工程110)、切断されたガラス繊維と結合繊維をシートに形成すること(工程120)、任意でシートを針で縫い、シートに構造的整合性を与えること(工程130)及び切断されたガラス繊維と結合繊維を結合すること(工程140)を包含する。
【0029】
結合材は限定されず、強化繊維よりも低い融点を有する熱可塑性の材料又は熱硬化性の材料のいずれであってもよい。チョップドストランドでの使用に好適な熱可塑性材料及び熱硬化性材料の例には、ポリエステル繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリエチレンテレフタレート(PET)繊維、ポリ硫化フェニレン(PPS)繊維、ポリ塩化ビニル(PVC)繊維、酢酸エチレンビニル/塩化ビニル(EVA/VC)繊維、アクリル酸低級アルキルポリマー繊維、アクリロニトリルポリマー繊維、部分的に加水分解されたポリ酢酸ビニル繊維、ポリビニルアルコール繊維、ポリビニルピロリドン繊維、スチレンアクリレート繊維、ポリオレフィン類、ポリアミド類、ポリスルフィド類、ポリカーボネート類、レーヨン、ナイロン、フェノール性樹脂、エポキシ樹脂、並びに、例えば、スチレン/ブタジエンゴム(SBR)及びブタジエン/アクリロニトリルゴム(NBR)のようなブタジエンコポリマーが挙げられるが、これらに限定されない。1種以上の種類の熱硬化性材料を用いて成形マットを形成することが望ましい。結合材は、全繊維の約10〜約60質量%、好ましくは約40〜約50質量%の量にて成形マットに存在してもよい。
【0030】
更に、結合繊維は、例えば、マレイン化酸若しくはアクリル酸のような酸によってカルボキシ化することによって、酸性基で官能化してもよいし、又は結合繊維は、無水基若しくは酢酸ビニルを添加することによって官能化してもよい。結合材はまた、ポリマー繊維の形態ではなく、ポリマーマット、フレーク、顆粒、樹脂又は粉末の形態であってもよい。
【0031】
結合材はまた、例えば、生体成分ポリマー繊維、三成分ポリマー繊維、又はプラスチック被覆の鉱物繊維、例えば、熱硬化性被覆のガラス繊維のような多成分繊維の形態であってもよい。生体成分繊維は、鞘−芯、横並び、海の中の島、又は区分化されたパイ配置に配置してもよい。好ましくは、生体成分繊維は、第2のポリマー繊維で形成された芯を実質的に取り囲む第1の繊維で鞘が形成される鞘−芯の配置で形成される。第1の繊維(鞘の繊維)の融点より高く且つ第2のポリマー(芯の繊維)の融点より低い温度に生体成分の繊維を加熱する際、第2の繊維がそのままである一方で第1の繊維が軟化する又は融解するように、第1のポリマー繊維が第2のポリマー繊維の融点よりも低い融点を有する。鞘繊維は、芯繊維を完全に取り囲む必要はない。第1のポリマー繊維(鞘の繊維)のこの軟化は、第1のポリマー繊維が粘着性になるようにし、第1のポリマー繊維がそれ自体及び極めて近傍であってもよいそのほかの繊維と結合するようになる。
【0032】
材料の多数の組み合わせを用いて、例えば、ポリエステル、ポリプロピレン、ポリ硫化物、ポリオレフィン及びポリエチレンの繊維に限定されない生体成分のポリマー繊維を作製することができる。生体成分繊維の具体的なポリマーの組み合わせには、ポリエチレンテレフタレート/ポリプロピレン、ポリエチレンテレフタレート/ポリエチレン及びポリプロピレン/ポリエチレンが挙げられる。そのほかの非限定的な生体成分繊維の例には、コポリエステルポリエチレンテレフタレート/ポリエチレンテレフタレート(coPET/PET)、ポリ1,4−シクロヘキサンジメチルテレフタレート/ポリプロピレン(PCT/PP)、高密度ポリエチレン/ポリエチレンテレフタレート(HDPE/PET)、高密度ポリエチレン/ポリプロピレン(HDPE/PP)、線形の高密度ポリエチレン/ポリエチレンテレフタレート(LLDPE/PET)、ナイロン6/ナイロン6,6(PA6/PA6,6)及びグリコール修飾ポリエチレンテレフタレート/ポリエチレンテレフタレート(6PETg/PET)が挙げられる。生体成分が結合材の成分として使用される場合、生体成分の繊維は、全繊維の約20質量%までの量で存在してもよい。
【0033】
生体成分のポリマー繊維は、約1〜約18デニールのデニール及び約2〜約4mmの長さを有してもよい。第1のポリマー繊維(鞘の繊維)は約66〜204℃(約150〜約400°F)の範囲内、一層更に好ましくは、約77〜149℃(約170〜約300°F)の範囲内で融点を有することが好ましい。第2のポリマー繊維(芯の繊維)は、高い融点を有し、好ましくは約177℃(約350°F)より上の融点を有する。
【0034】
湿潤使用のチョップドストランドガラス繊維、及び結合材を形成する繊維は通常、個々の繊維の梱の形態で塊にされる。今や図2を参照して、湿潤使用のチョップドストランドガラス繊維200は第1の開放システム220に搬送され、結合繊維210は第2の開放システム230に搬送され、湿潤切断ガラス繊維の梱及び結合繊維の梱をそれぞれ少なくとも部分的に開放する。開放システムは、束ねられた繊維をほぐし、繊維対繊維の接触を高めるように役立つ。第1及び第2の開放システム220、230は好ましくは梱を開ける道具であるが、結合繊維210の梱及び湿潤使用のチョップドストランドガラス繊維200の梱を開放するのに好適ないずれの種類の開ける道具であってもよい。本発明で使用するのに好適な開ける道具には、計量装置を伴った又は伴わない従来の標準的な梱を開ける道具が挙げられる。
【0035】
図1及び図2に描かれた例示となる加工は、第2の開放システム230によって結合繊維210を開放することを示すが、結合繊維210がフィラメント状形態で存在する又は得られ、梱の形態では存在せず、得られないならば、結合繊維210は直接、繊維転移システムに搬送されてもよい。そのような実施形態は本発明の範囲内にあるとみなされる。結合材がフレーク、顆粒、又は粉末(図2には示さず)の形態であり、結合繊維ではない代替の実施態様では、WUCS繊維200と混合するために、粉末化した又はフレークの結合材を繊維転移システム250に分配するのに好適な装置と第2の開放システム230を置き換えてもよい。好適な装置は当業者によって容易に選択されるであろう。特に、フィラメント状形態で又は部分的にフィラメント状形態で提供されるのであれば、湿潤使用のチョップドストランドガラス繊維200を圧縮ユニット240(図2)に直接搬送してもよいことも本発明の範囲内であるとみなされる。
【0036】
少なくとも部分的に開放された湿潤使用のチョップドストランドガラス繊維200は、第1の開放システム220から圧縮ユニット240に運ばれ、又は搬送されて湿潤繊維から水を除いてもよい。例示となる実施態様では、約70%を超える遊離の水(強化材繊維の外側にある水)が除かれる。しかしながら、好ましくは、圧縮ユニット240で実質的にすべての水が除かれる。語句「実質的にすべての水」は、本明細書で使用されるとき、遊離の水すべて又はほとんどすべてが除かれることを示すことを意味する。圧縮ユニット240は、当該技術で既知の乾燥装置又は水除去装置のいずれであってもよく、例えば、風乾器、オーブン、ローラー、吸引ポンプ、加熱ドラム乾燥機、赤外線加熱源、熱風送風器、又はマイクロ波放射源であってもよいが、これらに限定されない。
【0037】
乾燥させた又は実質的に乾燥させたチョップドストランドガラス繊維(図1及び図2では説明せず)及び結合繊維210は、繊維転移システム250によって一緒に混合される。好ましい実施態様では、粘度の高い気流中にて繊維を混合する。繊維転移システム250は、結合繊維210及び乾燥させた湿潤使用の切断ガラス繊維をシート形成器270に移すための導管として、及び気流中で繊維を実質的に均一に混合するための双方に役立つ。できるだけ均一に乾燥させたチョップドガラス繊維及び結合繊維210を分配することが望ましい。第1及び第2の開放システム220、230に関して上述された計量装置によって、又は繊維が第1及び第2の開放システム220、230を通過する量及び/又は速度によって、繊維転移システム250における気流中に入る乾燥させたチョップドガラス繊維と結合繊維210との比を制御してもよい。好ましい実施態様では、気流中に存在する乾燥させたチョップドガラス繊維と結合繊維210との比は、それぞれ乾燥させたチョップドストランド対結合繊維210、90:10である。
【0038】
繊維転移システム250における気流によって、乾燥させたチョップドガラス繊維と結合繊維210の混合物を、繊維がシートに形成されるシート形成器270に移してもよい。チョップドストランドマットを形成するのに1以上のシート形成器を利用してもよい。本発明の一部の実施態様では、シート形成器270に入る前に、例えば、コンピュータが監視する電子計量装置によって、乾燥させたチョップドガラス繊維及び結合繊維210を容量測定的にシート形成器270に搬送する充填ボックス塔260に、混合した繊維を繊維転移システム250によって移す。充填ボックス塔260は、シート形成器270の内部に位置してもよく、又はシート形成器270の外側に位置取りしてもよい。充填ボックス塔260は、シート形成器270に入る前に、乾燥させたチョップドガラス繊維と結合繊維210を更に混ぜ、混合するための調節板を含んでもよい。一部の実施態様では、コンデンサ及び分配コンベアを有するシート形成器270を使用して、充填ボックス塔260への更に高い搬送及び充填ボックス塔260を通る更に容積の多い空気を達成してもよい。開放された繊維の改善された交差−分配を達成するために、シートの方向に横に分配路コンベアを走らせてもよい。その結果、圧力をほとんどかけずに又は圧力をかけずに最少限の繊維の損傷で結合繊維210及び乾燥させたチョップドストランドを充填ボックス塔260に移してもよい。
【0039】
シート形成器270によって形成されたシートは、所望の比率及び質量分布での乾燥させた切断ガラス繊維と結合繊維210の実質的に均一な分布を含有する。シート形成器270によって形成されたシートは、約250〜約2500g/cm2、好ましくは約800〜約1400g/cm2の質量分布を有する。
【0040】
本発明の1以上の実施態様では、シート形成器270を出るシートは任意選択で、シートの繊維を介して下方及び/又は上方への動きでトゲのある又はフォーク状の針を押して、乾燥させた切断ガラス繊維と結合繊維210を絡ませ、又はより合わせ、マットに機械的強度及び整合性を付与する針縮充装置280における穿刺加工に供される。シートの内外に繰り返しトゲのある縮充針を通すことによって、乾燥させた切断ガラス繊維と結合繊維210の機械的な連結が達成される。発明の加工で使用するために選択される特定の強化材繊維及びポリマー繊維と共に使用するための最適な針の選択は、当業者によって容易に確認されるであろう。
【0041】
結合材210は、乾燥させた切断ガラス繊維を互いに結合させるのに使用されるが、シートを熱結合システム290に通す前に追加の結合剤として結着樹脂285を添加してもよい。結着樹脂285は、樹脂粉末、フレーク、顆粒、発泡体又は液体噴霧の形態であってもよい。結着樹脂285は、いかなる好適な方法、例えば、浸水抽出法によって、又は結着樹脂285をシートに噴霧することによって添加されてもよい。シートに添加される結着樹脂285の量は、チョップドストランドマットの所望の特徴によって異なってもよい。例えば、塩化アンモニウム、p−トルエン、スルホン酸、硫酸アルミニウム、リン酸アンモニウム又は硝酸亜鉛のような触媒を用いて、硬化された結着樹脂285の硬化率及び品質を改善してもよい。
【0042】
強化繊維200を更に結合するために単独で、又は本明細書に記載される別の結合方法に加えて採用されてもよい別の加工は、ラテックス結合である。ラテックス結合では、例えば、エチレン(Tg−125℃)、ブタジエン(Tg−78℃)、アクリル酸ブチル(Tg−52℃)、アクリル酸エチル(Tg−22℃)、酢酸ビニル(Tg−30℃)、塩化ビニル(Tg−80℃)、メタクリル酸メチル(Tg−105℃)、スチレン(Tg−105℃)及びアクリロニトリル(Tg−130℃)のようなモノマーから形成されるポリマーを結合剤として使用する。ガラス転移温度(Tg)が低ければ低いほど結果として軟らかいポリマーを生じる。シートが熱結合システム290に入る前にラテックスポリマーを噴霧として添加してもよい。シートがいったん熱結合システム290に入ると、ラテックスポリマーは融解し、乾燥させた切断ガラス繊維を一緒に結合させる。
【0043】
単独で、又は本明細書に記載される別の結合加工との組み合わせで使用されてもよい更に任意の結合加工は化学結合である。液体系結合剤、粉末接着剤、発泡体、時には有機溶媒を化学結合剤として使用することができる。化学結合剤の好適な例には、アクリレートポリマー及びコポリマー、スチレン−ブタジエンコポリマー、酢酸ビニルエチレンコポリマー、及びこれらの組み合わせが挙げられるが、これらに限定されない。例えば、ポリ酢酸ビニル(PVA)、酢酸エチレンビニル/塩化ビニル(EVA/VC)、アクリル酸低級アルキルポリマー、スチレン−ブタジエンゴム、アクリロニトリルポリマー、ポリウレタン、エポキシ樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、及びそのほかのモノマーと塩化ビニリデンとのコポリマー、部分的に加水分解されたポリ酢酸ビニル、ポリビニルアルコール、ポリビニルピロリドン、ポリエステル樹脂、及びスチレンアクリレートを化学結合剤として使用してもよい。シートに含浸させる、被覆する又は噴霧することによって化学結合剤を均一に適用することができる。
【0044】
シートがシート形成器270に入った後、又はシートの任意の穿刺の後のいずれかで、シートを熱結合システム290に通して、乾燥させた切断ガラス繊維と結合繊維210を結合させ、チョップドストランドマット300を形成する。しかしながら、シートが針縮充装置280にて穿刺され、乾燥させた切断ガラス繊維と結合繊維210が機械的に結合されているのであれば、シートを熱結合システム290に通してチョップドストランドマット300を形成することが必要なくてもよいことが十分に理解されるべきである。
【0045】
熱結合システム290では、シートは、結合繊維210の融点より高いが、乾燥させた切断ガラス繊維の融点よりも低い温度に加熱される。結合繊維210として生体成分繊維を使用する場合、熱結合システム290における温度は、鞘繊維の融点より高いが、乾燥させた切断ガラス繊維の融点よりも低い温度に上げられる。結合繊維210が生体成分繊維である場合に結合繊維210を融点より高い、又は鞘繊維の融点より高い温度に加熱することによって、結合繊維210が粘着性になり、結合繊維210同士を結合し及び結合繊維210を隣接する乾燥させた切断ガラス繊維に結合させる。結合繊維210が完全に融解するならば、融解した繊維が乾燥させた切断ガラス繊維を被包してもよい。熱結合システム290内の温度が、乾燥させた切断ガラス繊維及び/又は芯繊維の融点ほど高く上昇しない限り、熱結合システム290及びチョップドストランドマット300の内部でこれらの繊維は、繊維状の形態のままである。
【0046】
熱結合システム290は、当該技術で既知の加熱及び/又は結合の方法のいずれか、例えば、オーブン結合、強制空気を用いたオーブン結合、赤外線加熱、温熱カレンダー加工、ベルトカレンダー加工、超音波結合、マイクロ波加熱及び加熱ドラムを含んでもよい。任意選択で、2以上のこれら結合方法を組み合わせて用いて乾燥させたチョップドストランドガラス繊維と結合繊維210を結合させてもよい。熱結合システム290の温度は、特定の結合繊維210の融点、結着樹脂及び/又は使用されるラテックスポリマー、及びシートに生体成分繊維が存在するか否かによって異なる。熱結合システム290から出てくるチョップドストランドマット300は、改善された強度、音響及び熱の特性、剛性、衝撃耐性、及び音響吸収をマット300に提供する乾燥させた切断ガラス繊維と結合繊維210の均一な又は実質的に均一な分布を含有する。更に、形成されたチョップドストランドマット300は、実質的に均一な質量一貫性及び均一な特性を有する。
【0047】
チョップドストランドマット300は、多数の用途、例えば、自動車の用途、例えば、天井、ボンネットの裏地、床の裏地、トリムパネル、小荷物棚、日よけ、機器パネル構造、ドアの裏地など、水産業用のハンドレイアップ(船の作製)、真空及び加圧の袋つめ、冷却加圧成形、好対金属成形、及び遠心鋳造に使用されてもよい。チョップドストランドマット300は、多数の非構造的な音響用途、例えば、オフィスのスクリーンや間仕切り、天井のタイル及び建造物のパネルにおける器具に使用してもよい。
【0048】
チョップドストランドマットで使用される強化材繊維及び/又は結合繊維の質量、長さ及び/又は直径を変更することによってマットの物性を最適化してもよく、及び/又は誂えてもよいことは、本発明の長所である。その結果、チョップドストランドマットから形成される多種多様のチョップドストランドマット及び複合材製品を製造することができる。
【0049】
本発明に従って形成される湿潤使用のチョップドストランドガラス繊維が、静電気の起きない又は実質的に静電気の起きないチョップドストランドマットを提供することも本発明の長所である。ガラス繊維上での静電気の発生の抑制は結果として、チョップドストランドマットにおける湿潤使用のチョップドストランドガラス繊維(又はそのほかの強化材繊維)及び結合繊維の分布を制御する能力の改善をもたらし、実質的に均一な分布のガラス繊維及び結合繊維を有するマットを形成するのを助ける。
【0050】
更に、静電気の起きない湿潤使用のチョップドストランドガラス繊維は、マットの製造ラインにおける帯電防止棒又は帯電防止機器の存在の必要性を排除する。更に、静電気の起きないWUCSは、チョップドストランドマットの製造ラインにおける帯電防止の化学物質混合物の存在及び/又は使用の必要性を排除する。WUCS繊維上での静電気の抑制又は除去はまた、作業所での空気中の遊離の繊維又は繊維の量を減らし、「遊離」の繊維が原因で生じてもよい、マットを形成する作業者への刺激の可能性を低減し、それによって作業者に優しい環境を創出する。
【0051】
一般的に本発明を説明してきたが、説明目的でのみ提供され、特に特定しない限り、すべてを含む又は限定すると意図されない以下で説明する特定の具体的実施例を参照して、更なる理解が得られるであろう。
【実施例】
【0052】
40%のカタックス6660−A(帯電防止剤)70gを15kgのオーエンズコーニングのサイズ指定の9501に加え、サイジングが均質になるように撹拌した。繊維をストランドに回収する前に適用ローラーによってサイズをガラス繊維に適用した。次いで、湿潤使用の繊維を切り刻み、120℃にて12時間乾燥させた。従来の乾式シート成形ラインで見られるようなガラスの摩擦を複製するシミュレーションに乾燥ガラスを供した。ロスチャイルド静電ボルトメータR−4201を用いて、ガラス繊維上の発生した静電気を測定した。静電気は、20℃、相対湿度43%で測定した。帯電防止剤を含有する改変サイジングで処理した湿潤使用のチョップドストランドガラス繊維の静電気の値は35ボルトと測定された。
【0053】
比較のために、オーエンズコーニング9501サイズ(帯電防止剤を添加しない)で湿潤使用のチョップドストランドガラス繊維を被覆した。湿潤使用のガラス繊維を切り刻み、乾燥させ、上述のように静電気の値を測定した。帯電防止剤を含有しないオーエンズコーニング9501サイズで被覆したガラス繊維上の静電気の値は1000ボルトと測定された。
【0054】
従来の乾式機器は、例えば、繊維の塊のような問題が生じる前にガラス繊維上のおよそ100ボルトの静電気に耐えることができる。従って、およそ100ボルトまでの静電気は、「静電気が起きない」とみなされる。上記で提示されたデータから、改変されたサイジング溶液(帯電防止剤を含有する)で処理した湿潤使用のチョップドストランドガラス繊維は、特に帯電防止剤を含有しないサイズと比べた場合、湿潤使用のチョップドストランドガラス繊維上で静電気を蓄積する傾向を明らかに抑えると結論付けることができる。また、改変サイズ組成物で被覆された湿潤使用のチョップドストランドガラス繊維は、「静電気が起きない」とも結論付けることができる。
【0055】
本出願の発明を一般的に及び具体的な実施態様に関しての双方で説明してきた。本発明は好ましい実施態様であると考えられるもので述べられているが、一般的な開示の範囲内で当業者に既知の多種多様な代替物を選択することができる。以下に述べられるクレームの詳説を除いて、本発明は別に限定されない。
【図面の簡単な説明】
【0056】
【図1】本発明の側面の1つに係る乾式加工において湿潤強化材繊維を使用する工程を説明するフローチャートである。
【図2】本発明の少なくとも1つの例示となる実施態様に従って、湿潤使用のチョップドストランドガラス繊維を用いてチョップドストランドマットを形成する風成加工の模式的説明である。
【特許請求の範囲】
【請求項1】
静電気の少ない不織布のチョップドストランドマットであって、
乾燥させた湿潤使用のチョップドストランドガラス繊維上での静電気の発生を抑えるように処理された前記湿潤使用のチョップドストランドガラス繊維、及び
前記湿潤使用のチョップドストランドガラス繊維の融点より低い融点を有する熱可塑性の結合材、
を含み、前記熱可塑性の結合材は、前記湿潤使用のチョップドストランドガラス繊維の少なくとも一部と、前記熱可塑性の結合材とを結合し、
前記湿潤使用のチョップドストランドガラス繊維と前記熱可塑性の結合材が前記チョップドストランドマットの全体にわたって実質的に均一に分布することを特徴とする、マット。
【請求項2】
前記乾燥させた湿潤使用のチョップドストランドガラス繊維が表面を含み、前記ガラス繊維の前記表面の少なくとも一部が、約0.4〜約2.0質量固形分%の量で成膜剤、カップリング剤及び1種以上の潤滑剤を含有するサイズ組成物で被覆されている請求項1の不織布のチョップドストランドマット。
【請求項3】
前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含む請求項2の不織布のチョップドストランドマット。
【請求項4】
前記乾燥させた湿潤使用のチョップドストランドガラス繊維が表面を含み、前記ガラス繊維の前記表面の少なくとも一部が帯電防止剤を含有する請求項1の不織布のチョップドストランドマット。
【請求項5】
前記帯電防止剤が、前記乾燥させた湿潤使用のチョップドストランドガラス繊維の表面に適用されるサイズ組成物に添加される成分であり、前記サイズ組成物が成膜剤、カップリング剤及び1種以上の潤滑剤を含有する請求項4の不織布のチョップドストランドマット。
【請求項6】
前記帯電防止剤が、約0.05〜約0.2質量%の量でサイズ組成物に添加される請求項4の不織布のチョップドストランドマット。
【請求項7】
前記帯電防止剤が、四級アンモニウム化合物、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類及びエトキシ化アミン類から選択される請求項4の不織布のチョップドストランドマット。
【請求項8】
静電気の低い不織布のチョップドストランドマットを製造する方法であって、
表面の少なくとも一部に適用された帯電防止材を有する湿潤使用のチョップドストランドガラス繊維を形成する工程、
前記湿潤使用のチョップドストランドガラス繊維から水を除いて乾燥させたチョップドストランド繊維を形成する工程、
前記乾燥させたチョップド繊維と熱可塑性の結合材を混合して前記乾燥させたチョップド繊維と前記熱可塑性の結合材の混合物を形成する工程、
前記乾燥させたチョップド繊維と前記熱可塑性の結合材の前記混合物をシートに形成する工程、及び
前記乾燥させたチョップド繊維の少なくとも一部と前記熱可塑性の結合材を結合してチョップドストランドマットを形成する工程、
を含むことを特徴とする方法。
【請求項9】
前記帯電防止材が、帯電防止剤、帯電防止剤を含有するサイズ組成物及び約0.05〜約0.2質量%の量で親水性剤を含有するサイズ組成物から成る群から選択されるメンバーであり、前記サイズ組成物が成膜剤、カップリング剤及び少なくとも1種つの潤滑剤を含む請求項8の方法。
【請求項10】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
成膜剤、潤滑剤及びカップリング剤を含むサイズ組成物に帯電防止剤を添加する工程、及び
前記湿潤使用のチョップドストランドガラス繊維の表面に前記帯電防止剤を含有するサイズ組成物を適用する工程、
を含む請求項8の方法。
【請求項11】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
前記湿潤使用のチョップドストランドガラス繊維の表面に帯電防止剤を適用する工程を含む請求項8の方法。
【請求項12】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
約0.4〜約2.0質量固形分%の量で成膜剤、潤滑剤及びカップリング剤を含有するサイズ組成物を前記湿潤使用のチョップドストランドガラス繊維の表面に適用することを含む請求項8の方法。
【請求項13】
前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含有する請求項12の方法。
【請求項14】
乾式加工にて使用するための湿潤使用のチョップドストランドガラス繊維であって、
その表面の少なくとも一部に帯電防止材を有する湿潤使用のチョップドストランドガラス繊維を含むことを特徴とする、ガラス繊維。
【請求項15】
前記帯電防止材が、前記湿潤使用のチョップドストランドガラス繊維の表面に適用されるサイズ組成物に添加される帯電防止剤であり、前記サイズ組成物が成膜剤、カップリング剤及び1以上の潤滑剤を含有する請求項14の湿潤使用のチョップドストランドガラス繊維。
【請求項16】
前記帯電防止剤が、約0.05〜約0.2質量%の量でサイズ組成物に添加される請求項15のガラス繊維。
【請求項17】
前記帯電防止材が、成膜剤、カップリング剤及び1以上の潤滑剤を含むサイズ組成物であり、前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含む請求項14のガラス繊維。
【請求項18】
前記サイズ組成物が、約0.4〜約2.0質量固形分%の量で前記湿潤使用のチョップドストランドガラス繊維に適用される請求項17のガラス繊維。
【請求項19】
前記帯電防止剤が、四級アンモニウム化合物、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類及びエトキシ化アミン類から選択される請求項14のガラス繊維。
【請求項1】
静電気の少ない不織布のチョップドストランドマットであって、
乾燥させた湿潤使用のチョップドストランドガラス繊維上での静電気の発生を抑えるように処理された前記湿潤使用のチョップドストランドガラス繊維、及び
前記湿潤使用のチョップドストランドガラス繊維の融点より低い融点を有する熱可塑性の結合材、
を含み、前記熱可塑性の結合材は、前記湿潤使用のチョップドストランドガラス繊維の少なくとも一部と、前記熱可塑性の結合材とを結合し、
前記湿潤使用のチョップドストランドガラス繊維と前記熱可塑性の結合材が前記チョップドストランドマットの全体にわたって実質的に均一に分布することを特徴とする、マット。
【請求項2】
前記乾燥させた湿潤使用のチョップドストランドガラス繊維が表面を含み、前記ガラス繊維の前記表面の少なくとも一部が、約0.4〜約2.0質量固形分%の量で成膜剤、カップリング剤及び1種以上の潤滑剤を含有するサイズ組成物で被覆されている請求項1の不織布のチョップドストランドマット。
【請求項3】
前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含む請求項2の不織布のチョップドストランドマット。
【請求項4】
前記乾燥させた湿潤使用のチョップドストランドガラス繊維が表面を含み、前記ガラス繊維の前記表面の少なくとも一部が帯電防止剤を含有する請求項1の不織布のチョップドストランドマット。
【請求項5】
前記帯電防止剤が、前記乾燥させた湿潤使用のチョップドストランドガラス繊維の表面に適用されるサイズ組成物に添加される成分であり、前記サイズ組成物が成膜剤、カップリング剤及び1種以上の潤滑剤を含有する請求項4の不織布のチョップドストランドマット。
【請求項6】
前記帯電防止剤が、約0.05〜約0.2質量%の量でサイズ組成物に添加される請求項4の不織布のチョップドストランドマット。
【請求項7】
前記帯電防止剤が、四級アンモニウム化合物、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類及びエトキシ化アミン類から選択される請求項4の不織布のチョップドストランドマット。
【請求項8】
静電気の低い不織布のチョップドストランドマットを製造する方法であって、
表面の少なくとも一部に適用された帯電防止材を有する湿潤使用のチョップドストランドガラス繊維を形成する工程、
前記湿潤使用のチョップドストランドガラス繊維から水を除いて乾燥させたチョップドストランド繊維を形成する工程、
前記乾燥させたチョップド繊維と熱可塑性の結合材を混合して前記乾燥させたチョップド繊維と前記熱可塑性の結合材の混合物を形成する工程、
前記乾燥させたチョップド繊維と前記熱可塑性の結合材の前記混合物をシートに形成する工程、及び
前記乾燥させたチョップド繊維の少なくとも一部と前記熱可塑性の結合材を結合してチョップドストランドマットを形成する工程、
を含むことを特徴とする方法。
【請求項9】
前記帯電防止材が、帯電防止剤、帯電防止剤を含有するサイズ組成物及び約0.05〜約0.2質量%の量で親水性剤を含有するサイズ組成物から成る群から選択されるメンバーであり、前記サイズ組成物が成膜剤、カップリング剤及び少なくとも1種つの潤滑剤を含む請求項8の方法。
【請求項10】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
成膜剤、潤滑剤及びカップリング剤を含むサイズ組成物に帯電防止剤を添加する工程、及び
前記湿潤使用のチョップドストランドガラス繊維の表面に前記帯電防止剤を含有するサイズ組成物を適用する工程、
を含む請求項8の方法。
【請求項11】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
前記湿潤使用のチョップドストランドガラス繊維の表面に帯電防止剤を適用する工程を含む請求項8の方法。
【請求項12】
前記湿潤使用のチョップドストランドガラス繊維を形成する前記工程が、
約0.4〜約2.0質量固形分%の量で成膜剤、潤滑剤及びカップリング剤を含有するサイズ組成物を前記湿潤使用のチョップドストランドガラス繊維の表面に適用することを含む請求項8の方法。
【請求項13】
前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含有する請求項12の方法。
【請求項14】
乾式加工にて使用するための湿潤使用のチョップドストランドガラス繊維であって、
その表面の少なくとも一部に帯電防止材を有する湿潤使用のチョップドストランドガラス繊維を含むことを特徴とする、ガラス繊維。
【請求項15】
前記帯電防止材が、前記湿潤使用のチョップドストランドガラス繊維の表面に適用されるサイズ組成物に添加される帯電防止剤であり、前記サイズ組成物が成膜剤、カップリング剤及び1以上の潤滑剤を含有する請求項14の湿潤使用のチョップドストランドガラス繊維。
【請求項16】
前記帯電防止剤が、約0.05〜約0.2質量%の量でサイズ組成物に添加される請求項15のガラス繊維。
【請求項17】
前記帯電防止材が、成膜剤、カップリング剤及び1以上の潤滑剤を含むサイズ組成物であり、前記サイズ組成物が、約0.05〜約0.2質量固形分%の量で親水性剤を含む請求項14のガラス繊維。
【請求項18】
前記サイズ組成物が、約0.4〜約2.0質量固形分%の量で前記湿潤使用のチョップドストランドガラス繊維に適用される請求項17のガラス繊維。
【請求項19】
前記帯電防止剤が、四級アンモニウム化合物、塩化テトラエチルアンモニウム、塩化リチウム、脂肪酸エステル類及びエトキシ化アミン類から選択される請求項14のガラス繊維。
【図1】

【図2】
【図2】
【公表番号】特表2009−500540(P2009−500540A)
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2008−521457(P2008−521457)
【出願日】平成18年7月10日(2006.7.10)
【国際出願番号】PCT/US2006/026517
【国際公開番号】WO2007/008661
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(507220187)オウェンス コーニング インテレクチュアル キャピタル リミテッド ライアビリティ カンパニー (14)
【出願人】(508012921)オウェンス コーニング インテレクチュアル キャピタル エルエルシー (1)
【Fターム(参考)】
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成18年7月10日(2006.7.10)
【国際出願番号】PCT/US2006/026517
【国際公開番号】WO2007/008661
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(507220187)オウェンス コーニング インテレクチュアル キャピタル リミテッド ライアビリティ カンパニー (14)
【出願人】(508012921)オウェンス コーニング インテレクチュアル キャピタル エルエルシー (1)
【Fターム(参考)】
[ Back to top ]