
二重包装装置およびその動作方法
【課題】従来の製袋充填装置を用いて被充填物を充填した袋を、さらに外袋に封入できる二重包装装置を提供する。
【解決手段】内袋供給機構として、搬送されてきた帯状の包材S上に内袋Cを落下させる搬送コンベア23と、落下した内袋Cに当てて縦仮シール部K側に押し出すための押出し片29を有する押出し棒27とを備え、さらに、内袋Cの落下位置と仮シール位置との間で包材Sをチャックするチャック機構35が設けられている。内袋に当てて縦仮シール部K側に押出した後にチャック機構35を閉じ、押出し片をチャック機構35の隙間を通して再度内袋に当てて縦仮シール部K側に押し出す。チャック機構35によりほぼ二つ折りされた包材S内に内袋Cが押し出されるので確実に内袋Cを所定の位置までもってくることができる。
【解決手段】内袋供給機構として、搬送されてきた帯状の包材S上に内袋Cを落下させる搬送コンベア23と、落下した内袋Cに当てて縦仮シール部K側に押し出すための押出し片29を有する押出し棒27とを備え、さらに、内袋Cの落下位置と仮シール位置との間で包材Sをチャックするチャック機構35が設けられている。内袋に当てて縦仮シール部K側に押出した後にチャック機構35を閉じ、押出し片をチャック機構35の隙間を通して再度内袋に当てて縦仮シール部K側に押し出す。チャック機構35によりほぼ二つ折りされた包材S内に内袋Cが押し出されるので確実に内袋Cを所定の位置までもってくることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、茶葉、コーヒー粉等の被抽出物が充填された内袋をさらに外袋に封入する二重包装装置に関するものである。
【背景技術】
【0002】
茶葉、コーヒー粉等の被抽出物が充填される袋は、茶葉等の抽出がし易いように通水性の有るメッシュ素材等により構成されている。そのため、この充填袋が外気に直接触れるような状態になっていると、その中に充填された茶葉等の風味は比較的短期間に失われてしまう。
そこで、近年では、特許文献1に示すような装置を用いて、茶葉等の風味を長期間に渡って保つために、さらに外袋に封入する二重包装が行われている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2009/101686号
【特許文献2】特開2004−123150号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の装置では、内袋の製袋と被充填物の充填を行う製袋充填と、内袋の外袋への封入とが連続して自動的に行えるようになっており、その分装置が大掛かりとなっている。
而して、二重包装を行うものは限られており、従来の特許文献2に示すような製袋充填装置を用いて被充填物を充填した袋を製造し、用途に応じてその袋を外袋に封入できるような装置があれば使い勝手が良い。
【0005】
本発明は、上記課題を解決するものであり、従来の製袋充填装置を用いて被充填物を充填した袋を、さらに外袋に封入できる二重包装装置を提供することを、その目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記目的を達成するためになされたものであり、請求項1の発明は、連続した包材を引き出して搬送する包材搬送手段と、搬送されてきた包材の長手方向の側縁どうしを上側で合わせ横シールして筒状にする横シール手段と、筒状になった包材に縦シールして外袋とする縦シール手段とからなる外袋製袋化機構と、外袋製袋化中に被充填物が充填された内袋を供給して外袋に内袋を封入する内袋供給機構とからなる二重包装装置において、内袋供給機構は、連続した包材上に内袋を落下させる内袋落下手段と、落下した内袋に当てて搬送方向前方に押出すための包材の搬送方向と直交する方向に扁平な押出し片を有する内袋押出し手段とを備え、さらに、内袋の落下位置と押出し位置との間に包材を二つ折り状態でチャックするチャック機構が設けられていることを特徴とする二重包装装置である。
【0007】
請求項2の発明は、請求項1に記載した二重包装装置において、チャック機構の一対のチャック片の間には二つ折りされた包材の内側を通って押出し片が進退移動可能な隙間が設けられていることを特徴とする二重包装装置である。
【0008】
請求項3の発明は、請求項1または2に記載した二重包装装置において、押出し片の上下方向は押出し方向に向かって幅広になっていることを特徴とする二重包装装置である。
【0009】
請求項4の発明は、請求項1から3のいずれかに記載した二重包装装置の動作方法において、押出し片を落下した内袋に当てて押出した後にチャック機構を閉じることを特徴とする動作方法である。
【0010】
請求項5の発明は、請求項4に記載した二重包装装置の動作方法において、押出し片による再度の押出しをチャック機構の閉じた後に行い、再度の押出しにより内袋を最終的な位置まで押出すことを特徴とする方法である。
【発明の効果】
【0011】
本発明の二重包装装置を用いれば、従来の製袋充填装置を用いて被充填物を充填して一旦製造した袋を、さらに外袋に封入できる。
【図面の簡単な説明】
【0012】
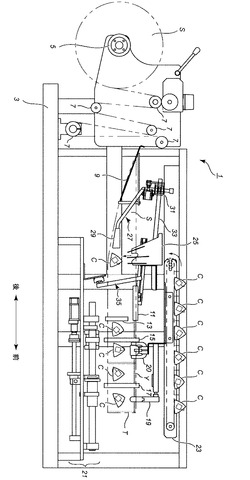
【図1】本発明の実施の形態に係る二重包装装置の全体の概略的な構成図である。
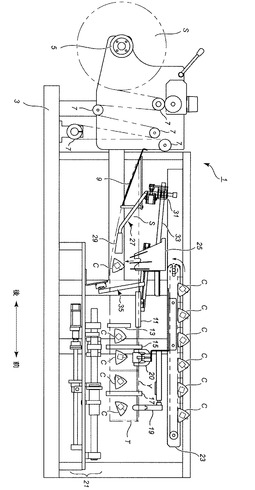
【図2】図1の二重包装装置の動作途中の動作説明図である。
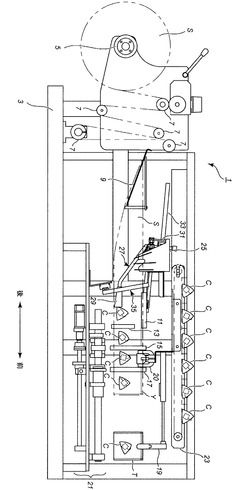
【図3】図1の二重包装装置の内袋供給機構の構造の説明図である。
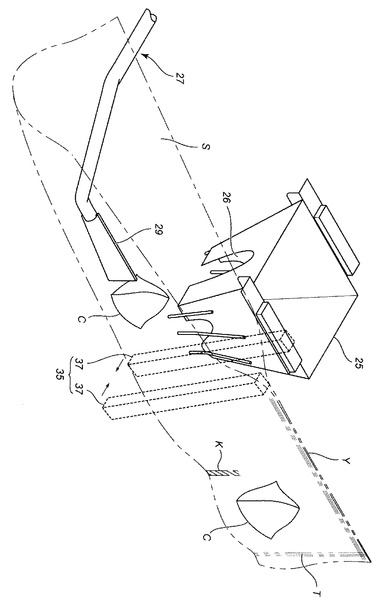
【図4】図3の内袋供給機構の動作を側方側から示す説明図である。
【図5】図4の内袋供給機構の動作を上方側から示す説明図である。
【図6】図4に続く内袋供給機構の動作を側方側から示す説明図である。
【図7】図6の内袋供給機構の動作を上方側から示す説明図である。
【図8】図6に続く内袋供給機構の動作を側方側から示す説明図である。
【図9】図8の内袋供給機構の動作を上方側から示す説明図である。
【図10】図8に続く内袋供給機構の動作を側方側から示す説明図である。
【図11】図10の内袋供給機構の動作を上方側から示す説明図である。
【図12】図1の二重包装装置により製造された二重包装袋を示す。
【発明を実施するための形態】
【0013】
本発明の実施の形態に係る二重包装装置1を、図面に従って説明する。
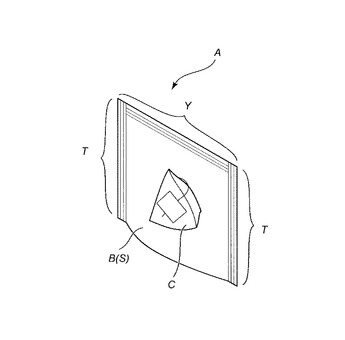
この二重包装装置1は、図12に示す二重包装袋Aを製造するものである。この二重包装袋Aでは、内袋Cはテトラ状のティーバッグ仕様になっており、中には茶葉が充填されている。この内袋Cが外袋Bに封入されている。外袋Bは矩形の平袋状になっており、一枚の矩形のガスバリア性包材が二つ折りされ、折曲げ辺を除く三辺側の縁どうしが重ね合わされ、シールされている。この三辺のシールを区別のため、それぞれ横シール部Y、縦本シール部Tとする。
【0014】
二重包装装置1は、図1に示すような全体構成をなしている。
先ず、外袋製袋化機構の構成と動作を説明する。
符号3は機台を示し、この機台3には連続した帯状の包材Sの原反ロールが巻かれたホイール5と、引き出された包材Sを案内する複数のガイドローラ7とが備えられている。また、ガイドローラ7の前方には湾曲ガイド部9が設けられており、連続した包材Sはこの湾曲ガイド部9に沿って前方に搬送されることで、平坦な状態から下向きに膨出した湾曲状態に変形される。
【0015】
さらにその前方には横シール手段11、縦仮シール手段13、縦本シール手段15が順次配設されており、いずれのシール手段も包材Sを一対のシール要素間に挟んでヒートシールする方式になっている。横シール手段11では、包材Sの長手方向の側縁どうしが上側で重ね合わされシールされて横シール部Yが形成される。これにより、包材Sは筒状になる。縦仮シール手段13では、縦方向に下端部から中間の高さまで縦仮シールされて点状の縦仮シール部Kが形成され、縦本シール手段15では、縦仮シール部Kに重ね合わされた上にさらにそれを超えて上端まで縦本シールされて縦本シール部Tが形成される。隣り合う2つの縦本シール部Tが形成されて、包材Sは連続した平袋状の外袋Bとなる。
【0016】
切断手段17は縦本シール手段15の前方に配設されており、この切断手段17は、帯状の縦本シール部Tの幅方向中間部を一対の切断要素間に挟んで切断する方式になっている。切断手段17で縦本シール部Tが順次切断されていくことで、連続した外袋Bは個別の外袋Bとなっていく。なお、切断手段17はクランプ機能も備えており、切断後も切断済みの個別の外袋Bとその後続の未だ連続状態の外袋Bとを共にクランプした状態で保持できるようになっている。
【0017】
切断手段17が先行する個別の外袋Bと後続の連続状態の外袋Bをクランプした状態で前方に移動することにより、ホイール5から連続した包材Sが引き出され、湾曲ガイド部9により下向きに膨出した湾曲状となった上で、上記した横シール手段11、縦仮シール手段13、縦本シール手段15、切断手段17のそれぞれの一対の要素の間を通りながら前方に向かって搬送される。このように、切断手段17は包材搬送手段としての機能も担っている。
切断手段17により前方の所定位置まで進行した後は、先行する個別の外袋Bはクランプ手段19にクランプされてさらに前方に搬送される。一方、切断手段17は、切断要素が互いに離間し、その状態のまま後方の位置まで後退動作して後続の外袋Bを分離するための切断に備える。
【0018】
縦本シール手段15と切断手段17との間には、クランプ手段20が配設されており、この一対のクランプ要素が包材Sを上側からクランプする。クランプ手段20の一対のクランプ要素は、切断手段17の一対の切断要素が離間したときに、切断手段17に代わって包材Sを搬送軌道上に保持するようになっている。
上記した横シール手段11、縦仮シール手段13、縦本シール手段15、切断手段17は駆動機構21に接続されており、各部はこの駆動機構21に駆動されて動作するようになっており、クランプ手段19、20も同様に適宜な駆動機構(図示省略)に駆動されて動作するようになっている。
【0019】
外袋製袋化機構は、上記構成と各部の動作により、切断手段17の前方への移動動作により、後続の外袋Bやそれに連続する製袋化途中の包材Sが1ピッチ分ずつ進行して、先行側から横シール、縦仮シール、縦本シール、切断の各処理が順次施されるようになっている。また、クランプ手段19の下方には排出シュート(図示省略)が臨んでおり、二重包装袋Aはこの排出シュート上に先ず落下し、滑落しながら、その下方に位置する搬送コンベア(図示省略)または収容容器まで落下するようになっている。
【0020】
次に、内袋供給機構の構成と各部の動作を説明する。
図1に示すように、上記した各シール手段11、13、15の上方には、内袋落下手段としての搬送コンベア23が水平に配設されており、この搬送コンベア23上に被充填物が充填されて製袋化された内袋Cが載せられて矢印に示すように前方から後方に向かって搬送されてくる。
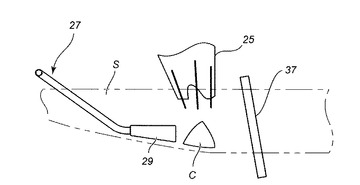
この搬送コンベア23の左端側には供給シュート25が配設されており、この供給シュート25の受口に搬送コンベア23の左端から落下してくる内袋Cが入り込むようになっている。供給シュート25は、図3に示すように、前後方向側にそれぞれ切欠き26が形成されており、その切欠き26内に包材Sの搬送軌道に入り込んでおり、内袋Cが包材Sの外方に落下することは無い。
【0021】
また、供給シュート25の近傍には押出し棒27が配置されている。この押出し棒27は前方に向かって下方に傾斜しており、その前側は二段階にわたって屈曲してその先端部は緩やかな傾斜になっている。そして、その先端部に押出し片29が嵌め込まれて取り付けられている。この押出し片29の先端部は包材Sの搬送方向と直交する方向(紙面を貫通する方向)に扁平になっており、さらに押し出し易いように押出し方向である前方に向かって幅広になっている。押出し片29は内袋Cを破らないように弾性材によって構成されている。
【0022】
押出し棒27の基端部はスライダ31に連結されており、このスライダ31はガイドレール33にスライド移動自在に嵌合されている。ガイドレール33は前後方向に延びており、前方にいくに従って下方側に若干傾斜している。
スライダ31はエアシリンダー(図示省略)に接続されており、このエアシリンダーに駆動されてガイドレール33に沿って前後方向に往復移動するようになっている。
押出し片29は湾曲ガイド部9によって湾曲した包材S内に上側から入り込んでおり、上記したエアリンダーの駆動により湾曲した包材S内を前後方向に移動するようになっている。
【0023】
供給シュート25の前方で且つ横シール手段11の後方側に、すなわち内袋Cの落下位置と押出し位置との間にチャック機構35は配設されており、このチャック機構35は一対の角柱状のチャック片37、37を備えている。チャック片37、37は包材Sを挟んで対向しており、適当な駆動手段(図示省略)により接離可能となっている。但し、最接近したときにも押出し棒27が通過可能な程度の隙間はあいている。押出し棒27の押出し片29は扁平になっているので上記した隙間を通り抜けし易く、しかも上下に延びているので内袋Cとの当接面積が最大限確保されている。
なお、後述するチャック機構35は上記したシール動作の際には閉じている。
【0024】
次に、外袋製袋化中の内袋の封入動作について説明する。
この封入動作は包材Sの搬送が停止した状態で行われる。
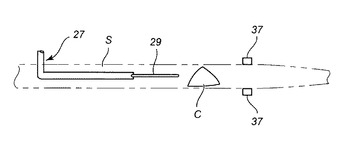
図4、図5に示すように、押出し棒27は内袋Cの包材S上への落下位置より後方に待機している。その際、チャック機構35のチャック片37、37は開かれている。このとき、二重包装装置1は全体として図1に示す状態となっている。
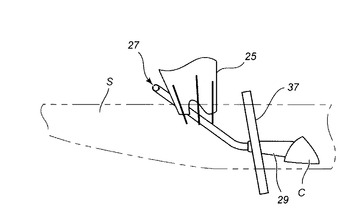
次に、図6、図7に示すように、内袋Cが供給シュート25を通って湾曲した包材S上に落下すると、押出し棒27の前方への進行動作が開始して、押出し片29が内袋Cに当たりそのまま前方のチャック片37、37を超えて縦仮シール部K側に押し出すと共に、内袋Cがチャック片37、37を超えた時点からチャック片37、37が閉まっていく。このとき、二重包装装置1は全体として図2に示す状態となっている。
【0025】
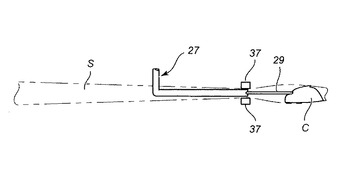
次に、図8、図9に示すように、閉じたチャック片37、37の間の隙間を通りながら押出し棒27が後方に戻っていく。
次に、図10、図11に示すように、押出し棒27が閉じたチャック片37、37の間の隙間を通りながら再度前方に進行して、内袋Cをさらに前方に押し出して内袋Cを最終的な所定の位置までもってくる。
ここまで済むと、押出し棒27は後方の図4、5に示す待機位置まで戻って、後続の内袋Cが落下するのを待ち、その内袋Cが落下すると再び同じ動作を繰り返す。
【0026】
なお、包材Sは内袋Cが上記したように押出し棒27により前方に二度押し出されると、押出し棒27の後退動作と並行して、包材搬送手段が動作して前方に1ピッチ分だけ搬送された後停止して、次の封入動作の受入れ態勢となる。
【0027】
上記したように、チャック機構35が閉じることにより、内袋Cはほぼ二つ折りされた包材S内に押出されるので包材Sに両側から挟まれた状態になる。そのため、包材Sを押し出した際に包材Sから反発されて後方に戻されるようなことは無い。しかも、押出しを二回行い、二回目で最終的な位置まで押し出すので、無理なく確実に内袋Cを所定の位置まで押し出すことができる。
【0028】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
例えば、窒素ガス等の不活性ガスも同時に封入する場合には、左側に縦仮シール部Kが形成され、右側に縦本シール部Tが形成された製袋化途中の包材S内までガス供給管を導く構成にすればよい。
【産業上の利用可能性】
【0029】
本発明の二重包装装置を既存の製袋充填装置と併用することで、効率的な利用が図れる。
【符号の説明】
【0030】
1‥‥二重包装装置
3‥‥機台 5‥‥ホイール
7‥‥ガイドローラ 9‥‥湾曲ガイド部
11‥‥横シール手段 13‥‥縦仮シール手段
15‥‥縦本シール手段 17‥‥切断手段
19、20‥‥クランプ手段 21‥‥駆動機構
23‥‥搬送コンベア 25‥‥供給シュート
26‥‥(供給シュートの)切欠き
27‥‥押出し棒 29‥‥押出し片
31‥‥スライダ 33‥‥ガイドレール
35‥‥チャック機構 37‥‥チャック片
A‥‥二重包装袋 B‥‥外袋 C‥‥内袋
S‥‥包材 Y‥‥横シール部 K‥‥縦仮シール部
T‥‥縦本シール部
【技術分野】
【0001】
本発明は、茶葉、コーヒー粉等の被抽出物が充填された内袋をさらに外袋に封入する二重包装装置に関するものである。
【背景技術】
【0002】
茶葉、コーヒー粉等の被抽出物が充填される袋は、茶葉等の抽出がし易いように通水性の有るメッシュ素材等により構成されている。そのため、この充填袋が外気に直接触れるような状態になっていると、その中に充填された茶葉等の風味は比較的短期間に失われてしまう。
そこで、近年では、特許文献1に示すような装置を用いて、茶葉等の風味を長期間に渡って保つために、さらに外袋に封入する二重包装が行われている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2009/101686号
【特許文献2】特開2004−123150号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の装置では、内袋の製袋と被充填物の充填を行う製袋充填と、内袋の外袋への封入とが連続して自動的に行えるようになっており、その分装置が大掛かりとなっている。
而して、二重包装を行うものは限られており、従来の特許文献2に示すような製袋充填装置を用いて被充填物を充填した袋を製造し、用途に応じてその袋を外袋に封入できるような装置があれば使い勝手が良い。
【0005】
本発明は、上記課題を解決するものであり、従来の製袋充填装置を用いて被充填物を充填した袋を、さらに外袋に封入できる二重包装装置を提供することを、その目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記目的を達成するためになされたものであり、請求項1の発明は、連続した包材を引き出して搬送する包材搬送手段と、搬送されてきた包材の長手方向の側縁どうしを上側で合わせ横シールして筒状にする横シール手段と、筒状になった包材に縦シールして外袋とする縦シール手段とからなる外袋製袋化機構と、外袋製袋化中に被充填物が充填された内袋を供給して外袋に内袋を封入する内袋供給機構とからなる二重包装装置において、内袋供給機構は、連続した包材上に内袋を落下させる内袋落下手段と、落下した内袋に当てて搬送方向前方に押出すための包材の搬送方向と直交する方向に扁平な押出し片を有する内袋押出し手段とを備え、さらに、内袋の落下位置と押出し位置との間に包材を二つ折り状態でチャックするチャック機構が設けられていることを特徴とする二重包装装置である。
【0007】
請求項2の発明は、請求項1に記載した二重包装装置において、チャック機構の一対のチャック片の間には二つ折りされた包材の内側を通って押出し片が進退移動可能な隙間が設けられていることを特徴とする二重包装装置である。
【0008】
請求項3の発明は、請求項1または2に記載した二重包装装置において、押出し片の上下方向は押出し方向に向かって幅広になっていることを特徴とする二重包装装置である。
【0009】
請求項4の発明は、請求項1から3のいずれかに記載した二重包装装置の動作方法において、押出し片を落下した内袋に当てて押出した後にチャック機構を閉じることを特徴とする動作方法である。
【0010】
請求項5の発明は、請求項4に記載した二重包装装置の動作方法において、押出し片による再度の押出しをチャック機構の閉じた後に行い、再度の押出しにより内袋を最終的な位置まで押出すことを特徴とする方法である。
【発明の効果】
【0011】
本発明の二重包装装置を用いれば、従来の製袋充填装置を用いて被充填物を充填して一旦製造した袋を、さらに外袋に封入できる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態に係る二重包装装置の全体の概略的な構成図である。
【図2】図1の二重包装装置の動作途中の動作説明図である。
【図3】図1の二重包装装置の内袋供給機構の構造の説明図である。
【図4】図3の内袋供給機構の動作を側方側から示す説明図である。
【図5】図4の内袋供給機構の動作を上方側から示す説明図である。
【図6】図4に続く内袋供給機構の動作を側方側から示す説明図である。
【図7】図6の内袋供給機構の動作を上方側から示す説明図である。
【図8】図6に続く内袋供給機構の動作を側方側から示す説明図である。
【図9】図8の内袋供給機構の動作を上方側から示す説明図である。
【図10】図8に続く内袋供給機構の動作を側方側から示す説明図である。
【図11】図10の内袋供給機構の動作を上方側から示す説明図である。
【図12】図1の二重包装装置により製造された二重包装袋を示す。
【発明を実施するための形態】
【0013】
本発明の実施の形態に係る二重包装装置1を、図面に従って説明する。
この二重包装装置1は、図12に示す二重包装袋Aを製造するものである。この二重包装袋Aでは、内袋Cはテトラ状のティーバッグ仕様になっており、中には茶葉が充填されている。この内袋Cが外袋Bに封入されている。外袋Bは矩形の平袋状になっており、一枚の矩形のガスバリア性包材が二つ折りされ、折曲げ辺を除く三辺側の縁どうしが重ね合わされ、シールされている。この三辺のシールを区別のため、それぞれ横シール部Y、縦本シール部Tとする。
【0014】
二重包装装置1は、図1に示すような全体構成をなしている。
先ず、外袋製袋化機構の構成と動作を説明する。
符号3は機台を示し、この機台3には連続した帯状の包材Sの原反ロールが巻かれたホイール5と、引き出された包材Sを案内する複数のガイドローラ7とが備えられている。また、ガイドローラ7の前方には湾曲ガイド部9が設けられており、連続した包材Sはこの湾曲ガイド部9に沿って前方に搬送されることで、平坦な状態から下向きに膨出した湾曲状態に変形される。
【0015】
さらにその前方には横シール手段11、縦仮シール手段13、縦本シール手段15が順次配設されており、いずれのシール手段も包材Sを一対のシール要素間に挟んでヒートシールする方式になっている。横シール手段11では、包材Sの長手方向の側縁どうしが上側で重ね合わされシールされて横シール部Yが形成される。これにより、包材Sは筒状になる。縦仮シール手段13では、縦方向に下端部から中間の高さまで縦仮シールされて点状の縦仮シール部Kが形成され、縦本シール手段15では、縦仮シール部Kに重ね合わされた上にさらにそれを超えて上端まで縦本シールされて縦本シール部Tが形成される。隣り合う2つの縦本シール部Tが形成されて、包材Sは連続した平袋状の外袋Bとなる。
【0016】
切断手段17は縦本シール手段15の前方に配設されており、この切断手段17は、帯状の縦本シール部Tの幅方向中間部を一対の切断要素間に挟んで切断する方式になっている。切断手段17で縦本シール部Tが順次切断されていくことで、連続した外袋Bは個別の外袋Bとなっていく。なお、切断手段17はクランプ機能も備えており、切断後も切断済みの個別の外袋Bとその後続の未だ連続状態の外袋Bとを共にクランプした状態で保持できるようになっている。
【0017】
切断手段17が先行する個別の外袋Bと後続の連続状態の外袋Bをクランプした状態で前方に移動することにより、ホイール5から連続した包材Sが引き出され、湾曲ガイド部9により下向きに膨出した湾曲状となった上で、上記した横シール手段11、縦仮シール手段13、縦本シール手段15、切断手段17のそれぞれの一対の要素の間を通りながら前方に向かって搬送される。このように、切断手段17は包材搬送手段としての機能も担っている。
切断手段17により前方の所定位置まで進行した後は、先行する個別の外袋Bはクランプ手段19にクランプされてさらに前方に搬送される。一方、切断手段17は、切断要素が互いに離間し、その状態のまま後方の位置まで後退動作して後続の外袋Bを分離するための切断に備える。
【0018】
縦本シール手段15と切断手段17との間には、クランプ手段20が配設されており、この一対のクランプ要素が包材Sを上側からクランプする。クランプ手段20の一対のクランプ要素は、切断手段17の一対の切断要素が離間したときに、切断手段17に代わって包材Sを搬送軌道上に保持するようになっている。
上記した横シール手段11、縦仮シール手段13、縦本シール手段15、切断手段17は駆動機構21に接続されており、各部はこの駆動機構21に駆動されて動作するようになっており、クランプ手段19、20も同様に適宜な駆動機構(図示省略)に駆動されて動作するようになっている。
【0019】
外袋製袋化機構は、上記構成と各部の動作により、切断手段17の前方への移動動作により、後続の外袋Bやそれに連続する製袋化途中の包材Sが1ピッチ分ずつ進行して、先行側から横シール、縦仮シール、縦本シール、切断の各処理が順次施されるようになっている。また、クランプ手段19の下方には排出シュート(図示省略)が臨んでおり、二重包装袋Aはこの排出シュート上に先ず落下し、滑落しながら、その下方に位置する搬送コンベア(図示省略)または収容容器まで落下するようになっている。
【0020】
次に、内袋供給機構の構成と各部の動作を説明する。
図1に示すように、上記した各シール手段11、13、15の上方には、内袋落下手段としての搬送コンベア23が水平に配設されており、この搬送コンベア23上に被充填物が充填されて製袋化された内袋Cが載せられて矢印に示すように前方から後方に向かって搬送されてくる。
この搬送コンベア23の左端側には供給シュート25が配設されており、この供給シュート25の受口に搬送コンベア23の左端から落下してくる内袋Cが入り込むようになっている。供給シュート25は、図3に示すように、前後方向側にそれぞれ切欠き26が形成されており、その切欠き26内に包材Sの搬送軌道に入り込んでおり、内袋Cが包材Sの外方に落下することは無い。
【0021】
また、供給シュート25の近傍には押出し棒27が配置されている。この押出し棒27は前方に向かって下方に傾斜しており、その前側は二段階にわたって屈曲してその先端部は緩やかな傾斜になっている。そして、その先端部に押出し片29が嵌め込まれて取り付けられている。この押出し片29の先端部は包材Sの搬送方向と直交する方向(紙面を貫通する方向)に扁平になっており、さらに押し出し易いように押出し方向である前方に向かって幅広になっている。押出し片29は内袋Cを破らないように弾性材によって構成されている。
【0022】
押出し棒27の基端部はスライダ31に連結されており、このスライダ31はガイドレール33にスライド移動自在に嵌合されている。ガイドレール33は前後方向に延びており、前方にいくに従って下方側に若干傾斜している。
スライダ31はエアシリンダー(図示省略)に接続されており、このエアシリンダーに駆動されてガイドレール33に沿って前後方向に往復移動するようになっている。
押出し片29は湾曲ガイド部9によって湾曲した包材S内に上側から入り込んでおり、上記したエアリンダーの駆動により湾曲した包材S内を前後方向に移動するようになっている。
【0023】
供給シュート25の前方で且つ横シール手段11の後方側に、すなわち内袋Cの落下位置と押出し位置との間にチャック機構35は配設されており、このチャック機構35は一対の角柱状のチャック片37、37を備えている。チャック片37、37は包材Sを挟んで対向しており、適当な駆動手段(図示省略)により接離可能となっている。但し、最接近したときにも押出し棒27が通過可能な程度の隙間はあいている。押出し棒27の押出し片29は扁平になっているので上記した隙間を通り抜けし易く、しかも上下に延びているので内袋Cとの当接面積が最大限確保されている。
なお、後述するチャック機構35は上記したシール動作の際には閉じている。
【0024】
次に、外袋製袋化中の内袋の封入動作について説明する。
この封入動作は包材Sの搬送が停止した状態で行われる。
図4、図5に示すように、押出し棒27は内袋Cの包材S上への落下位置より後方に待機している。その際、チャック機構35のチャック片37、37は開かれている。このとき、二重包装装置1は全体として図1に示す状態となっている。
次に、図6、図7に示すように、内袋Cが供給シュート25を通って湾曲した包材S上に落下すると、押出し棒27の前方への進行動作が開始して、押出し片29が内袋Cに当たりそのまま前方のチャック片37、37を超えて縦仮シール部K側に押し出すと共に、内袋Cがチャック片37、37を超えた時点からチャック片37、37が閉まっていく。このとき、二重包装装置1は全体として図2に示す状態となっている。
【0025】
次に、図8、図9に示すように、閉じたチャック片37、37の間の隙間を通りながら押出し棒27が後方に戻っていく。
次に、図10、図11に示すように、押出し棒27が閉じたチャック片37、37の間の隙間を通りながら再度前方に進行して、内袋Cをさらに前方に押し出して内袋Cを最終的な所定の位置までもってくる。
ここまで済むと、押出し棒27は後方の図4、5に示す待機位置まで戻って、後続の内袋Cが落下するのを待ち、その内袋Cが落下すると再び同じ動作を繰り返す。
【0026】
なお、包材Sは内袋Cが上記したように押出し棒27により前方に二度押し出されると、押出し棒27の後退動作と並行して、包材搬送手段が動作して前方に1ピッチ分だけ搬送された後停止して、次の封入動作の受入れ態勢となる。
【0027】
上記したように、チャック機構35が閉じることにより、内袋Cはほぼ二つ折りされた包材S内に押出されるので包材Sに両側から挟まれた状態になる。そのため、包材Sを押し出した際に包材Sから反発されて後方に戻されるようなことは無い。しかも、押出しを二回行い、二回目で最終的な位置まで押し出すので、無理なく確実に内袋Cを所定の位置まで押し出すことができる。
【0028】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
例えば、窒素ガス等の不活性ガスも同時に封入する場合には、左側に縦仮シール部Kが形成され、右側に縦本シール部Tが形成された製袋化途中の包材S内までガス供給管を導く構成にすればよい。
【産業上の利用可能性】
【0029】
本発明の二重包装装置を既存の製袋充填装置と併用することで、効率的な利用が図れる。
【符号の説明】
【0030】
1‥‥二重包装装置
3‥‥機台 5‥‥ホイール
7‥‥ガイドローラ 9‥‥湾曲ガイド部
11‥‥横シール手段 13‥‥縦仮シール手段
15‥‥縦本シール手段 17‥‥切断手段
19、20‥‥クランプ手段 21‥‥駆動機構
23‥‥搬送コンベア 25‥‥供給シュート
26‥‥(供給シュートの)切欠き
27‥‥押出し棒 29‥‥押出し片
31‥‥スライダ 33‥‥ガイドレール
35‥‥チャック機構 37‥‥チャック片
A‥‥二重包装袋 B‥‥外袋 C‥‥内袋
S‥‥包材 Y‥‥横シール部 K‥‥縦仮シール部
T‥‥縦本シール部
【特許請求の範囲】
【請求項1】
連続した包材を引き出して搬送する包材搬送手段と、搬送されてきた包材の長手方向の側縁どうしを上側で合わせ横シールして筒状にする横シール手段と、筒状になった包材に縦シールして外袋とする縦シール手段とからなる外袋製袋化機構と、外袋製袋化中に被充填物が充填された内袋を供給して外袋に内袋を封入する内袋供給機構とからなる二重包装装置において、
内袋供給機構は、連続した包材上に内袋を落下させる内袋落下手段と、落下した内袋に当てて搬送方向前方に押出すための包材の搬送方向と直交する方向に扁平な押出し片を有する内袋押出し手段とを備え、
さらに、内袋の落下位置と押出し位置との間に包材を二つ折り状態でチャックするチャック機構が設けられていることを特徴とする二重包装装置。
【請求項2】
請求項1に記載した二重包装装置において、
チャック機構の一対のチャック片の間には二つ折りされた包材の内側を通って押出し片が進退移動可能な隙間が設けられていることを特徴とする二重包装装置。
【請求項3】
請求項1または2に記載した二重包装装置において、
押出し片の上下方向は押出し方向に向かって幅広になっていることを特徴とする二重包装装置。
【請求項4】
請求項1から3のいずれかに記載した二重包装装置の動作方法において、
押出し片を落下した内袋に当てて押出した後にチャック機構を閉じることを特徴とする動作方法。
【請求項5】
請求項4に記載した二重包装装置の動作方法において、
押出し片による再度の押出しをチャック機構の閉じた後に行い、再度の押出しにより内袋を最終的な位置まで押出すことを特徴とする方法。
【請求項1】
連続した包材を引き出して搬送する包材搬送手段と、搬送されてきた包材の長手方向の側縁どうしを上側で合わせ横シールして筒状にする横シール手段と、筒状になった包材に縦シールして外袋とする縦シール手段とからなる外袋製袋化機構と、外袋製袋化中に被充填物が充填された内袋を供給して外袋に内袋を封入する内袋供給機構とからなる二重包装装置において、
内袋供給機構は、連続した包材上に内袋を落下させる内袋落下手段と、落下した内袋に当てて搬送方向前方に押出すための包材の搬送方向と直交する方向に扁平な押出し片を有する内袋押出し手段とを備え、
さらに、内袋の落下位置と押出し位置との間に包材を二つ折り状態でチャックするチャック機構が設けられていることを特徴とする二重包装装置。
【請求項2】
請求項1に記載した二重包装装置において、
チャック機構の一対のチャック片の間には二つ折りされた包材の内側を通って押出し片が進退移動可能な隙間が設けられていることを特徴とする二重包装装置。
【請求項3】
請求項1または2に記載した二重包装装置において、
押出し片の上下方向は押出し方向に向かって幅広になっていることを特徴とする二重包装装置。
【請求項4】
請求項1から3のいずれかに記載した二重包装装置の動作方法において、
押出し片を落下した内袋に当てて押出した後にチャック機構を閉じることを特徴とする動作方法。
【請求項5】
請求項4に記載した二重包装装置の動作方法において、
押出し片による再度の押出しをチャック機構の閉じた後に行い、再度の押出しにより内袋を最終的な位置まで押出すことを特徴とする方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】

【図9】

【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−188148(P2012−188148A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−53923(P2011−53923)
【出願日】平成23年3月11日(2011.3.11)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月11日(2011.3.11)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
[ Back to top ]