
偏光フィルム及び偏光板の製造方法
【課題】偏光フィルムが高温条件に晒されたときの、特に吸収軸と直交する方向の収縮率を低減し、また染色性にも優れる偏光フィルムの製造方法を提供する。
【解決手段】ポリビニルアルコール系樹脂原反フィルム1を、膨潤槽3、染色槽4及びホウ酸槽5の順に通過させて連続的に処理し、かつ、染色槽4及びホウ酸槽5のうち少なくとも一つの槽で一軸延伸して偏光フィルム9を製造するにあたり、膨潤槽3では、ポリビニルアルコール系樹脂原反フィルム1を一軸延伸しながら膨潤処理を行い、かつ、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤槽3での延伸倍率の割合が50%以上となるようにする。得られる偏光フィルム9の少なくとも片面に透明保護フィルムを貼合して、偏光板とすることができる。
【解決手段】ポリビニルアルコール系樹脂原反フィルム1を、膨潤槽3、染色槽4及びホウ酸槽5の順に通過させて連続的に処理し、かつ、染色槽4及びホウ酸槽5のうち少なくとも一つの槽で一軸延伸して偏光フィルム9を製造するにあたり、膨潤槽3では、ポリビニルアルコール系樹脂原反フィルム1を一軸延伸しながら膨潤処理を行い、かつ、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤槽3での延伸倍率の割合が50%以上となるようにする。得られる偏光フィルム9の少なくとも片面に透明保護フィルムを貼合して、偏光板とすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリビニルアルコール系偏光フィルムの製造方法に関するものであり、詳しくは、偏光フィルムの吸収軸と直交する方向の収縮率を低減するとともに、染色効率にも優れる偏光フィルムの製造方法に関するものである。本発明はまた、この方法によって得られる偏光フィルムの少なくとも片面に透明保護フィルムを貼合して偏光板を製造する方法にも関係している。
【背景技術】
【0002】
偏光板は通常、二色性色素が吸着配向しているポリビニルアルコール系樹脂からなる偏光フィルムの片面又は両面に接着剤層を介して、透明保護フィルム、例えばトリアセチルセルロースに代表される酢酸セルロース系の透明保護フィルムを積層した構成となっている。これを、必要により他の光学フィルムを介して液晶セルに粘着剤で貼り合わせ、液晶表示装置の構成部品とする。
【0003】
偏光フィルムの製造方法として、例えば特開平 10-153709号公報(特許文献1)には、ポリビニルアルコール系樹脂フィルムを水に浸漬して膨潤させた後、ヨウ素で染色し、次いで延伸し、さらにヨウ素を定着させるためにホウ酸処理し、水洗した後、乾燥する方法が記載されている。水による膨潤処理は、染色に先立ってフィルムを均一に膨潤させ、染色時間の短縮、染色ムラの改善などを目的として行われる。このとき、染色ムラを抑制するなどの観点から、特許文献1では、膨潤処理浴にホウ酸を含有させている。また、この特許文献1では、染色後にホウ酸を含む水溶液にフィルムを浸漬して延伸を行い、その後さらにホウ酸水溶液に浸漬し、架橋による耐水化処理(この文献では、定着ないし固定と呼称)を行っている。
【0004】
膨潤処理、染色処理、ホウ酸処理及び乾燥処理を経て製造された偏光フィルムは、高温条件に晒されると、架橋剤としてホウ酸を用いているためにホウ酸架橋が進行し、製造時の機械方向(MD)、すなわち吸収軸方向だけでなく、吸収軸と直交する方向(TD)にも収縮する。
【0005】
特開 2001-141926号公報(特許文献2)には、染色ムラの抑制を目的として、ポリビニルアルコール系樹脂フィルムを水浴中に浸漬して膨潤させるとともに、その浴中で初期状態の 1.1〜4倍に延伸処理を行い、その後、二色性色素による染色処理及び架橋処理を施して、偏光フィルムを製造する方法が記載されている。この文献の実施例1では、膨潤浴で2倍の延伸倍率とし、その後、ヨウ素染色浴及びホウ酸処理浴でもそれぞれ延伸処理し、最終的に 6.5倍の総延伸倍率としており、また実施例2では、膨潤浴で 2.5倍の延伸倍率とし、その後、ヨウ素染色浴及びホウ酸処理浴でもそれぞれ延伸処理し、最終的に6倍の総延伸倍率としている。この文献に開示される方法は、染色ムラの抑制に有効であるものの、本発明者らの実験によれば、膨潤浴において実施例に示される程度の倍率で延伸しただけでは、最終的に得られる偏光フィルムが高温条件に晒されたときの収縮が依然として大きいことが明らかになってきた。
【0006】
一方、特開 2005-114990号公報(特許文献3)には、ポリビニルアルコール系樹脂フィルムを、膨潤処理、染色処理及びホウ酸処理の順に浴中で連続的に処理し、かつこれらのうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する際、膨潤処理と染色処理の間に湿式延伸工程を設け、その湿式延伸工程においては、ホウ酸水溶液を用い、その水溶液中で 1.1倍以上3倍未満の延伸倍率で一軸延伸することにより、色ムラの一層の改善を図ることが記載されている。また、特開 2008-249766号公報(特許文献4)には、上記特許文献3に開示されるような、膨潤処理と染色処理の間に 1.1倍以上の延伸倍率で一軸延伸を行う湿式延伸工程を設けた場合には、得られる長尺の偏光フィルムの幅方向中央部と端部とで色相にばらつきを生じやすいことから、膨潤処理と染色処理の間に水浸漬処理工程を設け、そこでの延伸倍率が 1.05倍以下となるようにすることが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−153709号公報
【特許文献2】特開2001−141926号公報
【特許文献3】特開2005−114990号公報
【特許文献4】特開2008−249766号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
先述のとおり、膨潤処理、染色処理、ホウ酸処理及び乾燥処理を経て製造された偏光フィルムは、高温条件に晒されると、吸収軸方向(MD)に収縮するだけでなく、吸収軸と直交する方向(TD)にも収縮する。そして従来から採用されている偏光フィルムの製造方法では、このような収縮、特に吸収軸と直交する方向の収縮を抑制することは困難であった。そこで、本発明が解決しようとする課題は、偏光フィルムが高温条件に晒されたときの、特に吸収軸と直交する方向の収縮率を低減し、また染色性にも優れる偏光フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
すなわち本発明は、ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する方法であって、この膨潤処理工程は、上記のポリビニルアルコール系樹脂原反フィルムを一軸延伸しながら行われ、かつ、上記の原反フィルムから偏光フィルムを得るまでの総延伸倍率に対する上記の膨潤処理工程での延伸倍率の割合が50%以上となるようにする、偏光フィルムの製造方法を提供するものである。
【0010】
この方法において、上記の膨潤処理工程は、10〜70℃の温度で行われることが好ましい。また、この膨潤処理工程は、実質的に溶解成分のない純水中で行われることが好ましい。
【0011】
さらに本発明は、上記いずれかの方法で偏光フィルムを製造した後、得られる偏光フィルムの片面又は両面に保護フィルムを貼合することにより、偏光板を製造する方法をも提供するものである。
【発明の効果】
【0012】
本発明の方法によれば、染色効率よく、かつ吸収軸と直交する方向の収縮率が低く抑えられた偏光フィルムを製造することができる。
【図面の簡単な説明】
【0013】
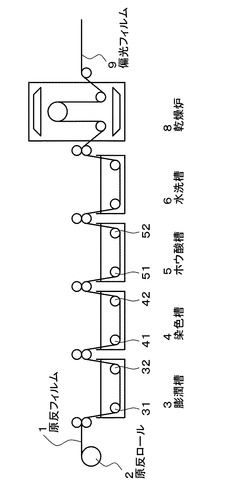
【図1】本発明の方法を実施するのに好適な装置の配置例を示す模式図である。
【発明を実施するための形態】
【0014】
以下、本発明を詳細に説明する。本発明においては、ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する。このように連続的に処理する関係上、ポリビニルアルコール系樹脂原反フィルムは通常、ロール状で供給される。図1に、本発明に係る偏光フィルムの製造方法を実施するのに好適な装置の配置例を模式的に示した。
【0015】
図1に示す例では、原反ロール2から繰り出されるポリビニルアルコール系樹脂原反フィルム1が、膨潤処理を行うための膨潤槽3、染色処理を行うための染色槽4、及びホウ酸処理を行うためのホウ酸槽5を、順次通過するようになっている。ホウ酸槽5を出た後のポリビニルアルコール系樹脂フィルムは通常、水洗槽6を通って、その前の槽で付着した未反応のホウ酸水溶液が洗い流され、その後、乾燥炉8を通って乾燥され、偏光フィルム9が得られるようになっている。図示は省略するが、その後通常は、得られる偏光フィルムの少なくとも片面に透明保護フィルムが貼合され、偏光板となる。
【0016】
そして本発明では、上記の各工程を経て偏光フィルムを製造するにあたり、膨潤層3を通すときに行われる膨潤処理工程は、原反フィルム1を一軸延伸しながら行い、かつ、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対するこの膨潤処理工程での延伸倍率の割合が50%以上となるようにする。この膨潤処理工程では、水を主成分とする液体が膨潤浴として用いられる。
【0017】
このように、本発明に係る偏光フィルムの製造方法は、好ましくは以下の工程(1)〜(6)を含む。
(1)ポリビニルアルコール系樹脂原反フィルム1を、水を主成分とする膨潤浴が入った膨潤槽3を通過させ、その膨潤浴と接触させて膨潤させる膨潤処理工程、
(2)膨潤されたポリビニルアルコール系樹脂フィルムを、二色性色素を含む染色浴が入った染色槽4を通過させ、その染色浴で染色する染色処理工程、
(3)染色されたポリビニルアルコール系樹脂フィルムを、ホウ酸を含む水溶液が入ったホウ酸槽5を通過させ、架橋させるホウ酸処理工程、
(4)ポリビニルアルコール系樹脂フィルムを一軸延伸する延伸工程、
(5)ホウ酸処理されたポリビニルアルコール系樹脂フィルムを、水を主成分とする液で洗浄するための水洗槽6を通過させる水洗処理工程、及び、
(6)水洗処理後に乾燥炉8を通過させる乾燥工程。
【0018】
以下、原反となるポリビニルアルコール系樹脂フィルム及び上記の各工程について、順を追って詳細に説明する。
【0019】
[ポリビニルアルコール系樹脂原反フィルム]
偏光フィルムを構成するポリビニルアルコール系樹脂は、ポリ酢酸ビニル系樹脂をケン化することにより得られる。ポリ酢酸ビニル系樹脂は、酢酸ビニルの単独重合体であるポリ酢酸ビニルのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体であってもよい。酢酸ビニルに共重合可能な他の単量体としては、例えば、不飽和カルボン酸類、不飽和スルホン酸類、オレフィン類、ビニルエーテル類などが挙げられる。ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%程度、好ましくは98〜100モル%である。ポリビニルアルコール系樹脂はさらに変性されていてもよく、例えば、アルデヒド類で変性されたポリビニルホルマールやポリビニルアセタールなども使用し得る。また、ポリビニルアルコール系樹脂の重合度は、通常1,000〜10,000程度、好ましくは1,500〜5,000である。
【0020】
かかるポリビニルアルコール系樹脂を製膜したものが、偏光フィルムの原反フィルムとして用いられる。ポリビニルアルコール系樹脂を製膜する方法は特に限定されるものでなく、公知の方法で製膜することができる。ポリビニルアルコール系樹脂原反フィルムの膜厚は特に限定されないが、例えば、20〜100μm 程度、好ましくは30〜80μm である。この原反フィルムは、先述のとおり、通常はロール状で供給され、その実用的な幅は、1,500〜6,000mm程度の範囲にある。
【0021】
[膨潤処理工程]
原反フィルム1にはまず、膨潤槽3で膨潤処理が施される。この膨潤処理は、フィルム表面の異物除去、フィルム中に存在する可塑剤の除去、後工程における易染色性の付与、フィルムの可塑化などを目的として行われる。
【0022】
本発明では、この膨潤処理工程は、膨潤槽3中の膨潤浴に原反フィルム1を浸漬して膨潤させながら、一軸延伸することにより行われる。そして、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合が50%以上となるようにする。原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合を、本明細書では以下、「膨潤処理での延伸倍率比」と呼ぶことがある。この膨潤処理での延伸倍率比は、好ましくは60%以上である。膨潤処理での延伸倍率比を高くすることで、次の染色処理工程において二色性色素が配向しやすくなり、効率よく染色できる。また、得られる偏光フィルムが高温条件に晒されたときに、吸収軸と直交する方向の収縮率を低く抑えることができるようになる。偏光フィルムの吸収軸と直交する方向の収縮率を、本明細書では以下、「TD収縮率」と呼ぶことがある。
【0023】
偏光フィルムが高温条件に晒されたときに、TD収縮率を低く抑える観点からは、膨潤処理での延伸倍率比を大きくすることが有利であるが、一方で本発明においては、この後の染色処理工程及びホウ酸処理工程のうち、少なくとも一つの工程でも一軸延伸することから、膨潤処理での延伸倍率比の上限は、通常90%程度までである。
【0024】
膨潤処理工程は、原反フィルム1を、通常10〜70℃程度、好ましくは20〜50℃の温度に保たれた膨潤浴が入った膨潤槽3を通過させることにより行われる。ここでの一軸延伸は、膨潤槽3における入口側ピンチロール31と出口側ピンチロール32の間で周速度に差をつけることにより行うことができる。膨潤処理の時間は、一軸延伸も含めて、通常20〜300秒であり、好ましくは40〜240秒である。
【0025】
膨潤槽3に用いる膨潤浴は、純水のほか、前記特許文献1(特開平 10-153709号公報)に記載されるホウ酸、また、塩化物を代表例とする無機塩、アルコール類を代表例とする水溶性有機溶媒などが 0.01〜10重量%の範囲で添加された水溶液であってもよい。ただし、この膨潤槽3では、実質的に溶解成分のない純水が好ましく用いられる。
【0026】
膨潤処理工程において、フィルムが幅方向に膨潤してフィルムにシワが入るなどの問題が生じる場合には、エキスパンダーロール、スパイラルロール、クラウンロール、クロスガイダー、ベンドバー、テンタークリップなど、公知の拡幅装置でフィルムのシワを除きつつフィルムを搬送することができる。浴中のフィルム搬送を安定化させる目的で、膨潤浴中での水流を水中シャワーで制御したり、EPC装置(Edge Position Controller、すなわち、フィルムの端部を検出し、フィルムの蛇行を防止する装置)などを併用したりすることも有用である。
【0027】
[染色処理工程]
上述した一軸延伸を含む膨潤処理工程を経た後のポリビニルアルコール系樹脂フィルムは、二色性色素を含む染色浴が入った染色槽4を通す染色処理工程に付される。二色性色素としては通常、ヨウ素又は二色性の有機染料が用いられる。この染色処理は、ポリビニルアルコール系樹脂フィルムに二色性色素を吸着配向させる目的で行われ、その条件は、このような目的が達成できる範囲で、かつフィルムの極端な溶解、失透などの不具合が生じない範囲で決定される。
【0028】
二色性色素としてヨウ素を用いる場合は、ヨウ素とともにヨウ化カリウムを含有する水溶液を染色浴とするのが好ましい。この場合は例えば、10〜50℃、好ましくは20〜40℃の温度で、かつ、水100重量部に対し、ヨウ素を0.003〜0.2重量部及びヨウ化カリウムを 0.1〜10重量部含む水溶液中に、10〜600秒間、好ましくは30〜200秒間浸漬することにより、染色処理が行われる。ヨウ化カリウムに代えて他のヨウ化物、例えばヨウ化亜鉛などを用いてもよく、また、他のヨウ化物をヨウ化カリウムと併用してもよい。染色浴には、ヨウ化物以外の化合物、例えばホウ酸、塩化亜鉛、塩化コバルトなどを共存させてもよい。なお、ホウ酸を添加する場合でも、処理浴がヨウ素を含む点で、この後のホウ酸処理と区別される。水100重量部に対し、ヨウ素を 0.003重量部以上含む浴であれば、染色浴とみなすことができる。得られる偏光フィルムに高い偏光性能を与える観点からは、二色性色素としてヨウ素を用いるのが好ましい。
【0029】
一方、二色性色素として水溶性の二色性染料を用いる場合は、例えば20〜80℃、好ましくは30〜60℃の温度で、かつ、水100重量部に対し、二色性染料を 0.001〜0.1重量部含む水溶液を染色浴とし、 そこに、10〜600秒間、好ましくは20〜300秒間浸漬することにより、染色処理が行われる。使用する二色性染料の水溶液は、染色助剤などを含有していてもよく、例えば、硫酸ナトリウムのような無機塩や、界面活性剤などを含有することができる。二色性染料は1種類だけ用いてもよいし、所望される色相に応じて2種類以上の二色性染料を併用することもできる。
【0030】
染色処理工程においても、膨潤処理工程と同様に、エキスパンダーロール、スパイラルロール、クラウンロール、クロスガイダー、ベンドバーなどを、染色浴中及び/又は浴出入り口に適宜設置してもよい。また、染色処理工程においては、同時にフィルムを機械方向(MD)に一軸延伸してもよい。染色処理工程において一軸延伸する場合、その延伸倍率は、例えば 1.1〜3倍の範囲となるようにすることが好ましい。染色処理工程において一軸延伸する場合は、やはり、染色槽4における入口側ピンチロール41と出口側ピンチロール42の間で周速度に差をつけることにより行うことができる。
【0031】
[ホウ酸処理工程]
染色処理後のポリビニルアルコール系樹脂フィルムは、ホウ酸槽5でホウ酸処理工程に付される。このホウ酸処理は、二色性色素で染色されたポリビニルアルコール系樹脂フィルムを、ホウ酸槽5中のホウ酸水溶液に浸漬することにより行われる。ホウ酸水溶液におけるホウ酸の含有量は、水100重量部あたり、通常2〜15重量部程度、好ましくは3〜12重量部である。先の染色処理において、二色性色素としてヨウ素を用いた場合、このホウ酸水溶液は、ヨウ化カリウムを含有するのが好ましい。ホウ酸水溶液がヨウ化カリウムを含有する場合、そのヨウ化カリウムの量は、水100重量部あたり、通常40重量部以下、好ましくは30重量部以下である。またこのヨウ化カリウムは、水100重量部あたり 0.1重量部以上、さらには1重量部以上含有させることが好ましい。ホウ酸水溶液への浸漬時間は、通常 60〜1,200秒程度であり、好ましくは60〜600秒、さらに好ましくは60〜400秒である。ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃、より好ましくは55〜80℃である。
【0032】
ホウ酸処理工程においても、処理浴中で同時にフィルムを機械方向(MD)に一軸延伸してもよい。ホウ酸処理工程において一軸延伸する場合は、やはり、ホウ酸槽5における入口側ピンチロール51と出口側ピンチロール52の間で周速度に差をつけることにより行うことができる。
【0033】
[延伸処理工程]
本発明の製造方法では、ポリビニルアルコール系樹脂フィルムに対する一軸延伸は、前記した染色処理工程及びホウ酸処理工程のうちの少なくとも一つの工程で行われ、さらに前記した膨潤処理工程でも行われる。そして、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合、すなわち、先に定義した膨潤処理での延伸倍率比が50%以上となるようにする。
【0034】
このように、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸を行うこと、及び膨潤処理工程でも一軸延伸を行い、膨潤処理での延伸倍率比が50%以上となるようにすることを前提に、ポリビニルアルコール系樹脂フィルムの一軸延伸処理は、さらに膨潤処理工程の前に行ってもよいし、膨潤処理工程と染色処理工程の間、染色処理工程及びホウ酸処理工程の後に行ってもよい。ただ一般には、膨潤処理工程で上記したとおりの一軸延伸を行い、さらに染色処理工程及びホウ酸処理工程の一方又は双方で一軸延伸を行うことが好ましい。
【0035】
膨潤処理工程、染色処理工程及びホウ酸処理工程での延伸は、それぞれの処理浴で膨潤した状態での延伸、すなわち湿式延伸によって行われる。本発明においては、上述したとおり、基本的に染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程、並びに膨潤処理工程で延伸を行うので、すべての延伸を湿式にて行うのが好ましい。湿式での一軸延伸は一般に、周速の異なるロール間を通過させることにより行われる。
【0036】
[水洗処理工程]
ホウ酸処理工程の後は、通常、水洗槽6で水洗処理が施される。水洗処理は、例えば、ホウ酸処理されたポリビニルアルコール系樹脂フィルムを、水に浸漬する方法、水をシャワーとして噴霧する方法、浸漬と噴霧を併用する方法などによって行うことができる。水洗処理における水の温度は、通常2〜40℃であり、処理時間は、通常2〜120秒である。水洗処理は、1段で行ってもよいし、多段で行ってもよい。多段で水洗処理する場合は、いずれかの水洗槽において無機塩の水溶液で処理してもよい。この場合に用いる無機塩は、例えば、ヨウ化カリウム、ヨウ化ナトリウム、ヨウ化亜鉛、塩化亜鉛、硫酸ナトリウム、亜硫酸ナトリウムなどであることができる。これらの無機塩は、1種類を用いてもよく、また複数種を併用してもよい。さらに水洗槽で延伸されてもよく、例えば 1.05〜1.2倍程度に延伸されてもよい。
【0037】
[乾燥工程]
水洗処理後のフィルムは、通常、乾燥炉8に導かれ、乾燥処理が施される。この乾燥は40〜100℃の温度、好ましくは50〜100℃の温度に保たれた乾燥炉8に、30〜600秒程度かけて通すことにより行われる。乾燥炉8は複数あってもよく、乾燥炉を複数設ける場合は、それぞれの乾燥炉の温度が同一でも異なっていてもよい。複数の乾燥炉を順次通して乾燥を行う場合は、乾燥炉の前段から乾燥炉の後段に向かって、温度が順次高くなるように温度勾配をつけるのが好ましい。
【0038】
[偏光板の製造]
以上のようにして製造される偏光フィルム9は、その少なくとも片面に透明保護フィルムを貼合して、偏光板とすることができる。偏光フィルムへの透明保護フィルムの貼合には、接着剤が用いられる。透明保護フィルムとしては、例えば、トリアセチルセルロースやジアセチルセルロースのようなセルロースアセテート系樹脂フィルム、アクリル系樹脂フィルム、ポリエステル系樹脂フィルム、ポリアリレート系樹脂フィルム、ポリエーテルサルホン系樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン系樹脂フィルムなどが用いられる。透明保護フィルムの厚みは、通常10〜200μm 程度であり、好ましくは150μm以下、さらに好ましくは100μm以下である。偏光板は、一方の表面、すなわち、保護フィルムの露出面に、反射防止層や防眩層、ハードコート層、接着層など、公知の各種機能性層を有していてもよい。
【実施例】
【0039】
以下、実施例及び比較例を示して、本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0040】
以下の実施例及び比較例においては、原反フィルムとして、平均重合度約 2,400、ケン化度99.9モル%以上で、厚さ75μmのポリビニルアルコールフィルムを用いた。また、膨潤浴、染色浴及びホウ酸処理浴は、それぞれ共通であり、次の組成及び温度のものを用いた。
【0041】
膨潤浴: 純水、温度40℃。
染色浴: ヨウ素/ヨウ化カリウム/水の重量比が0.03/5.0/100の水溶液、温度30℃。
ホウ酸処理浴: ヨウ化カリウム/ホウ酸/水の重量比が 12/4.0/100の水溶液、温度56.5℃。
【0042】
[実施例1]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に58秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の3.49倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に 63秒間浸漬しつつ、延伸倍率約 1.2倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に76秒間浸漬した。さらに、10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。原反からの総延伸倍率は 4.19倍であった。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は83%であった。
【0043】
[実施例2]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に76秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の3.55倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に 73秒間浸漬しつつ、延伸倍率約 1.56倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に76秒間浸漬した。さらに、10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。原反からの総延伸倍率は 5.57倍であった。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は64%であった。
【0044】
[比較例1]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に89秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の 1.49倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に148秒間浸漬しつつ、延伸倍率約 1.71倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に96秒間浸漬しつつ、原反からの総延伸倍率が 5.48倍になるまで一軸延伸を行った。さらに10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は27%であった。
【0045】
[比較例2]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に96秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の 1.80倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に114秒間浸漬しつつ、延伸倍率約 1.96倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に87秒間浸漬しつつ、原反からの総延伸倍率が 5.50倍になるまで一軸延伸を行った。さらに10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は33%であった。
【0046】
[評価試験]
(a)単体透過率の測定
実施例1及び2並びに比較例1及び2で作製したそれぞれの偏光フィルムの単体透過率を、分光光度計“V-7100”(日本分光(株)製)を用いて測定した。
【0047】
(b)加熱による寸法変化の評価
実施例1及び2並びに比較例1及び2で作製したそれぞれの偏光フィルムを100mm×100mmの大きさにカットし、100℃で24時間加熱した。そして、試験片の加熱前の吸収軸(すなわち延伸方向)と直交する方向TDの寸法(Lb )と、加熱後の同じ方向の寸法(La )を測定し、以下の式からTD収縮率を求めた。
TD収縮率=〔(Lb−La)/Lb〕×100(%)
【0048】
以上の評価試験の結果を、各例における製造条件の主な変数とともに表1にまとめた。
【0049】
【表1】

【0050】
表1に示すように、総延伸倍率に対する膨潤処理での延伸倍率比が50%以上である実施例1及び2の偏光フィルムは、加熱後のTD収縮率が小さいことがわかる。また、膨潤処理での延伸倍率比が50%を下回る比較例1及び2に比べ、染色時間が短いにもかかわらず、単体透過率が低く、短時間でも効率よく染色されていることがわかる。
【符号の説明】
【0051】
1……原反フィルム、
2……原反ロール、
3……膨潤槽、
4……染色層、
5……ホウ酸槽、
6……水洗槽、
8……乾燥炉、
9……偏光フィルム、
31,32,41,42,51,52……ピンチロール。
【技術分野】
【0001】
本発明は、ポリビニルアルコール系偏光フィルムの製造方法に関するものであり、詳しくは、偏光フィルムの吸収軸と直交する方向の収縮率を低減するとともに、染色効率にも優れる偏光フィルムの製造方法に関するものである。本発明はまた、この方法によって得られる偏光フィルムの少なくとも片面に透明保護フィルムを貼合して偏光板を製造する方法にも関係している。
【背景技術】
【0002】
偏光板は通常、二色性色素が吸着配向しているポリビニルアルコール系樹脂からなる偏光フィルムの片面又は両面に接着剤層を介して、透明保護フィルム、例えばトリアセチルセルロースに代表される酢酸セルロース系の透明保護フィルムを積層した構成となっている。これを、必要により他の光学フィルムを介して液晶セルに粘着剤で貼り合わせ、液晶表示装置の構成部品とする。
【0003】
偏光フィルムの製造方法として、例えば特開平 10-153709号公報(特許文献1)には、ポリビニルアルコール系樹脂フィルムを水に浸漬して膨潤させた後、ヨウ素で染色し、次いで延伸し、さらにヨウ素を定着させるためにホウ酸処理し、水洗した後、乾燥する方法が記載されている。水による膨潤処理は、染色に先立ってフィルムを均一に膨潤させ、染色時間の短縮、染色ムラの改善などを目的として行われる。このとき、染色ムラを抑制するなどの観点から、特許文献1では、膨潤処理浴にホウ酸を含有させている。また、この特許文献1では、染色後にホウ酸を含む水溶液にフィルムを浸漬して延伸を行い、その後さらにホウ酸水溶液に浸漬し、架橋による耐水化処理(この文献では、定着ないし固定と呼称)を行っている。
【0004】
膨潤処理、染色処理、ホウ酸処理及び乾燥処理を経て製造された偏光フィルムは、高温条件に晒されると、架橋剤としてホウ酸を用いているためにホウ酸架橋が進行し、製造時の機械方向(MD)、すなわち吸収軸方向だけでなく、吸収軸と直交する方向(TD)にも収縮する。
【0005】
特開 2001-141926号公報(特許文献2)には、染色ムラの抑制を目的として、ポリビニルアルコール系樹脂フィルムを水浴中に浸漬して膨潤させるとともに、その浴中で初期状態の 1.1〜4倍に延伸処理を行い、その後、二色性色素による染色処理及び架橋処理を施して、偏光フィルムを製造する方法が記載されている。この文献の実施例1では、膨潤浴で2倍の延伸倍率とし、その後、ヨウ素染色浴及びホウ酸処理浴でもそれぞれ延伸処理し、最終的に 6.5倍の総延伸倍率としており、また実施例2では、膨潤浴で 2.5倍の延伸倍率とし、その後、ヨウ素染色浴及びホウ酸処理浴でもそれぞれ延伸処理し、最終的に6倍の総延伸倍率としている。この文献に開示される方法は、染色ムラの抑制に有効であるものの、本発明者らの実験によれば、膨潤浴において実施例に示される程度の倍率で延伸しただけでは、最終的に得られる偏光フィルムが高温条件に晒されたときの収縮が依然として大きいことが明らかになってきた。
【0006】
一方、特開 2005-114990号公報(特許文献3)には、ポリビニルアルコール系樹脂フィルムを、膨潤処理、染色処理及びホウ酸処理の順に浴中で連続的に処理し、かつこれらのうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する際、膨潤処理と染色処理の間に湿式延伸工程を設け、その湿式延伸工程においては、ホウ酸水溶液を用い、その水溶液中で 1.1倍以上3倍未満の延伸倍率で一軸延伸することにより、色ムラの一層の改善を図ることが記載されている。また、特開 2008-249766号公報(特許文献4)には、上記特許文献3に開示されるような、膨潤処理と染色処理の間に 1.1倍以上の延伸倍率で一軸延伸を行う湿式延伸工程を設けた場合には、得られる長尺の偏光フィルムの幅方向中央部と端部とで色相にばらつきを生じやすいことから、膨潤処理と染色処理の間に水浸漬処理工程を設け、そこでの延伸倍率が 1.05倍以下となるようにすることが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−153709号公報
【特許文献2】特開2001−141926号公報
【特許文献3】特開2005−114990号公報
【特許文献4】特開2008−249766号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
先述のとおり、膨潤処理、染色処理、ホウ酸処理及び乾燥処理を経て製造された偏光フィルムは、高温条件に晒されると、吸収軸方向(MD)に収縮するだけでなく、吸収軸と直交する方向(TD)にも収縮する。そして従来から採用されている偏光フィルムの製造方法では、このような収縮、特に吸収軸と直交する方向の収縮を抑制することは困難であった。そこで、本発明が解決しようとする課題は、偏光フィルムが高温条件に晒されたときの、特に吸収軸と直交する方向の収縮率を低減し、また染色性にも優れる偏光フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
すなわち本発明は、ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する方法であって、この膨潤処理工程は、上記のポリビニルアルコール系樹脂原反フィルムを一軸延伸しながら行われ、かつ、上記の原反フィルムから偏光フィルムを得るまでの総延伸倍率に対する上記の膨潤処理工程での延伸倍率の割合が50%以上となるようにする、偏光フィルムの製造方法を提供するものである。
【0010】
この方法において、上記の膨潤処理工程は、10〜70℃の温度で行われることが好ましい。また、この膨潤処理工程は、実質的に溶解成分のない純水中で行われることが好ましい。
【0011】
さらに本発明は、上記いずれかの方法で偏光フィルムを製造した後、得られる偏光フィルムの片面又は両面に保護フィルムを貼合することにより、偏光板を製造する方法をも提供するものである。
【発明の効果】
【0012】
本発明の方法によれば、染色効率よく、かつ吸収軸と直交する方向の収縮率が低く抑えられた偏光フィルムを製造することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の方法を実施するのに好適な装置の配置例を示す模式図である。
【発明を実施するための形態】
【0014】
以下、本発明を詳細に説明する。本発明においては、ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する。このように連続的に処理する関係上、ポリビニルアルコール系樹脂原反フィルムは通常、ロール状で供給される。図1に、本発明に係る偏光フィルムの製造方法を実施するのに好適な装置の配置例を模式的に示した。
【0015】
図1に示す例では、原反ロール2から繰り出されるポリビニルアルコール系樹脂原反フィルム1が、膨潤処理を行うための膨潤槽3、染色処理を行うための染色槽4、及びホウ酸処理を行うためのホウ酸槽5を、順次通過するようになっている。ホウ酸槽5を出た後のポリビニルアルコール系樹脂フィルムは通常、水洗槽6を通って、その前の槽で付着した未反応のホウ酸水溶液が洗い流され、その後、乾燥炉8を通って乾燥され、偏光フィルム9が得られるようになっている。図示は省略するが、その後通常は、得られる偏光フィルムの少なくとも片面に透明保護フィルムが貼合され、偏光板となる。
【0016】
そして本発明では、上記の各工程を経て偏光フィルムを製造するにあたり、膨潤層3を通すときに行われる膨潤処理工程は、原反フィルム1を一軸延伸しながら行い、かつ、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対するこの膨潤処理工程での延伸倍率の割合が50%以上となるようにする。この膨潤処理工程では、水を主成分とする液体が膨潤浴として用いられる。
【0017】
このように、本発明に係る偏光フィルムの製造方法は、好ましくは以下の工程(1)〜(6)を含む。
(1)ポリビニルアルコール系樹脂原反フィルム1を、水を主成分とする膨潤浴が入った膨潤槽3を通過させ、その膨潤浴と接触させて膨潤させる膨潤処理工程、
(2)膨潤されたポリビニルアルコール系樹脂フィルムを、二色性色素を含む染色浴が入った染色槽4を通過させ、その染色浴で染色する染色処理工程、
(3)染色されたポリビニルアルコール系樹脂フィルムを、ホウ酸を含む水溶液が入ったホウ酸槽5を通過させ、架橋させるホウ酸処理工程、
(4)ポリビニルアルコール系樹脂フィルムを一軸延伸する延伸工程、
(5)ホウ酸処理されたポリビニルアルコール系樹脂フィルムを、水を主成分とする液で洗浄するための水洗槽6を通過させる水洗処理工程、及び、
(6)水洗処理後に乾燥炉8を通過させる乾燥工程。
【0018】
以下、原反となるポリビニルアルコール系樹脂フィルム及び上記の各工程について、順を追って詳細に説明する。
【0019】
[ポリビニルアルコール系樹脂原反フィルム]
偏光フィルムを構成するポリビニルアルコール系樹脂は、ポリ酢酸ビニル系樹脂をケン化することにより得られる。ポリ酢酸ビニル系樹脂は、酢酸ビニルの単独重合体であるポリ酢酸ビニルのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体であってもよい。酢酸ビニルに共重合可能な他の単量体としては、例えば、不飽和カルボン酸類、不飽和スルホン酸類、オレフィン類、ビニルエーテル類などが挙げられる。ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%程度、好ましくは98〜100モル%である。ポリビニルアルコール系樹脂はさらに変性されていてもよく、例えば、アルデヒド類で変性されたポリビニルホルマールやポリビニルアセタールなども使用し得る。また、ポリビニルアルコール系樹脂の重合度は、通常1,000〜10,000程度、好ましくは1,500〜5,000である。
【0020】
かかるポリビニルアルコール系樹脂を製膜したものが、偏光フィルムの原反フィルムとして用いられる。ポリビニルアルコール系樹脂を製膜する方法は特に限定されるものでなく、公知の方法で製膜することができる。ポリビニルアルコール系樹脂原反フィルムの膜厚は特に限定されないが、例えば、20〜100μm 程度、好ましくは30〜80μm である。この原反フィルムは、先述のとおり、通常はロール状で供給され、その実用的な幅は、1,500〜6,000mm程度の範囲にある。
【0021】
[膨潤処理工程]
原反フィルム1にはまず、膨潤槽3で膨潤処理が施される。この膨潤処理は、フィルム表面の異物除去、フィルム中に存在する可塑剤の除去、後工程における易染色性の付与、フィルムの可塑化などを目的として行われる。
【0022】
本発明では、この膨潤処理工程は、膨潤槽3中の膨潤浴に原反フィルム1を浸漬して膨潤させながら、一軸延伸することにより行われる。そして、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合が50%以上となるようにする。原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合を、本明細書では以下、「膨潤処理での延伸倍率比」と呼ぶことがある。この膨潤処理での延伸倍率比は、好ましくは60%以上である。膨潤処理での延伸倍率比を高くすることで、次の染色処理工程において二色性色素が配向しやすくなり、効率よく染色できる。また、得られる偏光フィルムが高温条件に晒されたときに、吸収軸と直交する方向の収縮率を低く抑えることができるようになる。偏光フィルムの吸収軸と直交する方向の収縮率を、本明細書では以下、「TD収縮率」と呼ぶことがある。
【0023】
偏光フィルムが高温条件に晒されたときに、TD収縮率を低く抑える観点からは、膨潤処理での延伸倍率比を大きくすることが有利であるが、一方で本発明においては、この後の染色処理工程及びホウ酸処理工程のうち、少なくとも一つの工程でも一軸延伸することから、膨潤処理での延伸倍率比の上限は、通常90%程度までである。
【0024】
膨潤処理工程は、原反フィルム1を、通常10〜70℃程度、好ましくは20〜50℃の温度に保たれた膨潤浴が入った膨潤槽3を通過させることにより行われる。ここでの一軸延伸は、膨潤槽3における入口側ピンチロール31と出口側ピンチロール32の間で周速度に差をつけることにより行うことができる。膨潤処理の時間は、一軸延伸も含めて、通常20〜300秒であり、好ましくは40〜240秒である。
【0025】
膨潤槽3に用いる膨潤浴は、純水のほか、前記特許文献1(特開平 10-153709号公報)に記載されるホウ酸、また、塩化物を代表例とする無機塩、アルコール類を代表例とする水溶性有機溶媒などが 0.01〜10重量%の範囲で添加された水溶液であってもよい。ただし、この膨潤槽3では、実質的に溶解成分のない純水が好ましく用いられる。
【0026】
膨潤処理工程において、フィルムが幅方向に膨潤してフィルムにシワが入るなどの問題が生じる場合には、エキスパンダーロール、スパイラルロール、クラウンロール、クロスガイダー、ベンドバー、テンタークリップなど、公知の拡幅装置でフィルムのシワを除きつつフィルムを搬送することができる。浴中のフィルム搬送を安定化させる目的で、膨潤浴中での水流を水中シャワーで制御したり、EPC装置(Edge Position Controller、すなわち、フィルムの端部を検出し、フィルムの蛇行を防止する装置)などを併用したりすることも有用である。
【0027】
[染色処理工程]
上述した一軸延伸を含む膨潤処理工程を経た後のポリビニルアルコール系樹脂フィルムは、二色性色素を含む染色浴が入った染色槽4を通す染色処理工程に付される。二色性色素としては通常、ヨウ素又は二色性の有機染料が用いられる。この染色処理は、ポリビニルアルコール系樹脂フィルムに二色性色素を吸着配向させる目的で行われ、その条件は、このような目的が達成できる範囲で、かつフィルムの極端な溶解、失透などの不具合が生じない範囲で決定される。
【0028】
二色性色素としてヨウ素を用いる場合は、ヨウ素とともにヨウ化カリウムを含有する水溶液を染色浴とするのが好ましい。この場合は例えば、10〜50℃、好ましくは20〜40℃の温度で、かつ、水100重量部に対し、ヨウ素を0.003〜0.2重量部及びヨウ化カリウムを 0.1〜10重量部含む水溶液中に、10〜600秒間、好ましくは30〜200秒間浸漬することにより、染色処理が行われる。ヨウ化カリウムに代えて他のヨウ化物、例えばヨウ化亜鉛などを用いてもよく、また、他のヨウ化物をヨウ化カリウムと併用してもよい。染色浴には、ヨウ化物以外の化合物、例えばホウ酸、塩化亜鉛、塩化コバルトなどを共存させてもよい。なお、ホウ酸を添加する場合でも、処理浴がヨウ素を含む点で、この後のホウ酸処理と区別される。水100重量部に対し、ヨウ素を 0.003重量部以上含む浴であれば、染色浴とみなすことができる。得られる偏光フィルムに高い偏光性能を与える観点からは、二色性色素としてヨウ素を用いるのが好ましい。
【0029】
一方、二色性色素として水溶性の二色性染料を用いる場合は、例えば20〜80℃、好ましくは30〜60℃の温度で、かつ、水100重量部に対し、二色性染料を 0.001〜0.1重量部含む水溶液を染色浴とし、 そこに、10〜600秒間、好ましくは20〜300秒間浸漬することにより、染色処理が行われる。使用する二色性染料の水溶液は、染色助剤などを含有していてもよく、例えば、硫酸ナトリウムのような無機塩や、界面活性剤などを含有することができる。二色性染料は1種類だけ用いてもよいし、所望される色相に応じて2種類以上の二色性染料を併用することもできる。
【0030】
染色処理工程においても、膨潤処理工程と同様に、エキスパンダーロール、スパイラルロール、クラウンロール、クロスガイダー、ベンドバーなどを、染色浴中及び/又は浴出入り口に適宜設置してもよい。また、染色処理工程においては、同時にフィルムを機械方向(MD)に一軸延伸してもよい。染色処理工程において一軸延伸する場合、その延伸倍率は、例えば 1.1〜3倍の範囲となるようにすることが好ましい。染色処理工程において一軸延伸する場合は、やはり、染色槽4における入口側ピンチロール41と出口側ピンチロール42の間で周速度に差をつけることにより行うことができる。
【0031】
[ホウ酸処理工程]
染色処理後のポリビニルアルコール系樹脂フィルムは、ホウ酸槽5でホウ酸処理工程に付される。このホウ酸処理は、二色性色素で染色されたポリビニルアルコール系樹脂フィルムを、ホウ酸槽5中のホウ酸水溶液に浸漬することにより行われる。ホウ酸水溶液におけるホウ酸の含有量は、水100重量部あたり、通常2〜15重量部程度、好ましくは3〜12重量部である。先の染色処理において、二色性色素としてヨウ素を用いた場合、このホウ酸水溶液は、ヨウ化カリウムを含有するのが好ましい。ホウ酸水溶液がヨウ化カリウムを含有する場合、そのヨウ化カリウムの量は、水100重量部あたり、通常40重量部以下、好ましくは30重量部以下である。またこのヨウ化カリウムは、水100重量部あたり 0.1重量部以上、さらには1重量部以上含有させることが好ましい。ホウ酸水溶液への浸漬時間は、通常 60〜1,200秒程度であり、好ましくは60〜600秒、さらに好ましくは60〜400秒である。ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃、より好ましくは55〜80℃である。
【0032】
ホウ酸処理工程においても、処理浴中で同時にフィルムを機械方向(MD)に一軸延伸してもよい。ホウ酸処理工程において一軸延伸する場合は、やはり、ホウ酸槽5における入口側ピンチロール51と出口側ピンチロール52の間で周速度に差をつけることにより行うことができる。
【0033】
[延伸処理工程]
本発明の製造方法では、ポリビニルアルコール系樹脂フィルムに対する一軸延伸は、前記した染色処理工程及びホウ酸処理工程のうちの少なくとも一つの工程で行われ、さらに前記した膨潤処理工程でも行われる。そして、原反フィルム1から偏光フィルム9を得るまでの総延伸倍率に対する膨潤処理工程での延伸倍率の割合、すなわち、先に定義した膨潤処理での延伸倍率比が50%以上となるようにする。
【0034】
このように、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸を行うこと、及び膨潤処理工程でも一軸延伸を行い、膨潤処理での延伸倍率比が50%以上となるようにすることを前提に、ポリビニルアルコール系樹脂フィルムの一軸延伸処理は、さらに膨潤処理工程の前に行ってもよいし、膨潤処理工程と染色処理工程の間、染色処理工程及びホウ酸処理工程の後に行ってもよい。ただ一般には、膨潤処理工程で上記したとおりの一軸延伸を行い、さらに染色処理工程及びホウ酸処理工程の一方又は双方で一軸延伸を行うことが好ましい。
【0035】
膨潤処理工程、染色処理工程及びホウ酸処理工程での延伸は、それぞれの処理浴で膨潤した状態での延伸、すなわち湿式延伸によって行われる。本発明においては、上述したとおり、基本的に染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程、並びに膨潤処理工程で延伸を行うので、すべての延伸を湿式にて行うのが好ましい。湿式での一軸延伸は一般に、周速の異なるロール間を通過させることにより行われる。
【0036】
[水洗処理工程]
ホウ酸処理工程の後は、通常、水洗槽6で水洗処理が施される。水洗処理は、例えば、ホウ酸処理されたポリビニルアルコール系樹脂フィルムを、水に浸漬する方法、水をシャワーとして噴霧する方法、浸漬と噴霧を併用する方法などによって行うことができる。水洗処理における水の温度は、通常2〜40℃であり、処理時間は、通常2〜120秒である。水洗処理は、1段で行ってもよいし、多段で行ってもよい。多段で水洗処理する場合は、いずれかの水洗槽において無機塩の水溶液で処理してもよい。この場合に用いる無機塩は、例えば、ヨウ化カリウム、ヨウ化ナトリウム、ヨウ化亜鉛、塩化亜鉛、硫酸ナトリウム、亜硫酸ナトリウムなどであることができる。これらの無機塩は、1種類を用いてもよく、また複数種を併用してもよい。さらに水洗槽で延伸されてもよく、例えば 1.05〜1.2倍程度に延伸されてもよい。
【0037】
[乾燥工程]
水洗処理後のフィルムは、通常、乾燥炉8に導かれ、乾燥処理が施される。この乾燥は40〜100℃の温度、好ましくは50〜100℃の温度に保たれた乾燥炉8に、30〜600秒程度かけて通すことにより行われる。乾燥炉8は複数あってもよく、乾燥炉を複数設ける場合は、それぞれの乾燥炉の温度が同一でも異なっていてもよい。複数の乾燥炉を順次通して乾燥を行う場合は、乾燥炉の前段から乾燥炉の後段に向かって、温度が順次高くなるように温度勾配をつけるのが好ましい。
【0038】
[偏光板の製造]
以上のようにして製造される偏光フィルム9は、その少なくとも片面に透明保護フィルムを貼合して、偏光板とすることができる。偏光フィルムへの透明保護フィルムの貼合には、接着剤が用いられる。透明保護フィルムとしては、例えば、トリアセチルセルロースやジアセチルセルロースのようなセルロースアセテート系樹脂フィルム、アクリル系樹脂フィルム、ポリエステル系樹脂フィルム、ポリアリレート系樹脂フィルム、ポリエーテルサルホン系樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン系樹脂フィルムなどが用いられる。透明保護フィルムの厚みは、通常10〜200μm 程度であり、好ましくは150μm以下、さらに好ましくは100μm以下である。偏光板は、一方の表面、すなわち、保護フィルムの露出面に、反射防止層や防眩層、ハードコート層、接着層など、公知の各種機能性層を有していてもよい。
【実施例】
【0039】
以下、実施例及び比較例を示して、本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0040】
以下の実施例及び比較例においては、原反フィルムとして、平均重合度約 2,400、ケン化度99.9モル%以上で、厚さ75μmのポリビニルアルコールフィルムを用いた。また、膨潤浴、染色浴及びホウ酸処理浴は、それぞれ共通であり、次の組成及び温度のものを用いた。
【0041】
膨潤浴: 純水、温度40℃。
染色浴: ヨウ素/ヨウ化カリウム/水の重量比が0.03/5.0/100の水溶液、温度30℃。
ホウ酸処理浴: ヨウ化カリウム/ホウ酸/水の重量比が 12/4.0/100の水溶液、温度56.5℃。
【0042】
[実施例1]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に58秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の3.49倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に 63秒間浸漬しつつ、延伸倍率約 1.2倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に76秒間浸漬した。さらに、10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。原反からの総延伸倍率は 4.19倍であった。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は83%であった。
【0043】
[実施例2]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に76秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の3.55倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に 73秒間浸漬しつつ、延伸倍率約 1.56倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に76秒間浸漬した。さらに、10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。原反からの総延伸倍率は 5.57倍であった。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は64%であった。
【0044】
[比較例1]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に89秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の 1.49倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に148秒間浸漬しつつ、延伸倍率約 1.71倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に96秒間浸漬しつつ、原反からの総延伸倍率が 5.48倍になるまで一軸延伸を行った。さらに10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は27%であった。
【0045】
[比較例2]
ポリビニルアルコール原反フィルム1が弛まないように、フィルムの緊張状態を保ったまま、上の膨潤浴が入った膨潤槽3に96秒間浸漬してフィルムを十分に膨潤させ、フィルムを初期の 1.80倍まで一軸延伸した。次に、上の染色浴が入った染色槽4に114秒間浸漬しつつ、延伸倍率約 1.96倍で一軸延伸を行った。その後、上のホウ酸処理浴が入ったホウ酸槽5に87秒間浸漬しつつ、原反からの総延伸倍率が 5.50倍になるまで一軸延伸を行った。さらに10℃の水が入った水洗槽6で約5秒間洗浄し、その後、約70℃の乾燥炉8を110秒間かけて通過させ、乾燥を行った。こうして、二色性色素であるヨウ素が吸着配向したポリビニルアルコールからなる偏光フィルム9を得た。総延伸倍率に対する膨潤処理での延伸倍率比は33%であった。
【0046】
[評価試験]
(a)単体透過率の測定
実施例1及び2並びに比較例1及び2で作製したそれぞれの偏光フィルムの単体透過率を、分光光度計“V-7100”(日本分光(株)製)を用いて測定した。
【0047】
(b)加熱による寸法変化の評価
実施例1及び2並びに比較例1及び2で作製したそれぞれの偏光フィルムを100mm×100mmの大きさにカットし、100℃で24時間加熱した。そして、試験片の加熱前の吸収軸(すなわち延伸方向)と直交する方向TDの寸法(Lb )と、加熱後の同じ方向の寸法(La )を測定し、以下の式からTD収縮率を求めた。
TD収縮率=〔(Lb−La)/Lb〕×100(%)
【0048】
以上の評価試験の結果を、各例における製造条件の主な変数とともに表1にまとめた。
【0049】
【表1】
【0050】
表1に示すように、総延伸倍率に対する膨潤処理での延伸倍率比が50%以上である実施例1及び2の偏光フィルムは、加熱後のTD収縮率が小さいことがわかる。また、膨潤処理での延伸倍率比が50%を下回る比較例1及び2に比べ、染色時間が短いにもかかわらず、単体透過率が低く、短時間でも効率よく染色されていることがわかる。
【符号の説明】
【0051】
1……原反フィルム、
2……原反ロール、
3……膨潤槽、
4……染色層、
5……ホウ酸槽、
6……水洗槽、
8……乾燥炉、
9……偏光フィルム、
31,32,41,42,51,52……ピンチロール。
【特許請求の範囲】
【請求項1】
ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する方法であって、
前記膨潤処理工程は、前記ポリビニルアルコール系樹脂原反フィルムを一軸延伸しながら行われ、かつ、前記原反フィルムから偏光フィルムを得るまでの総延伸倍率に対する前記膨潤処理工程での延伸倍率の割合が50%以上となるようにすることを特徴とする、偏光フィルムの製造方法。
【請求項2】
前記膨潤処理工程は、10〜70℃の温度で行われる請求項1に記載の方法。
【請求項3】
前記膨潤処理工程は、実質的に溶解成分のない純水中で行われる請求項1又は2に記載の方法。
【請求項4】
請求項1〜3のいずれかに記載の方法で偏光フィルムを製造した後、得られる偏光フィルムの少なくとも片面に透明保護フィルムを貼合することを特徴とする、偏光板の製造方法。
【請求項1】
ポリビニルアルコール系樹脂原反フィルムを、膨潤処理工程、染色処理工程及びホウ酸処理工程の順に通過させて連続的に処理し、かつ、染色処理工程及びホウ酸処理工程のうち少なくとも一つの工程で一軸延伸して偏光フィルムを製造する方法であって、
前記膨潤処理工程は、前記ポリビニルアルコール系樹脂原反フィルムを一軸延伸しながら行われ、かつ、前記原反フィルムから偏光フィルムを得るまでの総延伸倍率に対する前記膨潤処理工程での延伸倍率の割合が50%以上となるようにすることを特徴とする、偏光フィルムの製造方法。
【請求項2】
前記膨潤処理工程は、10〜70℃の温度で行われる請求項1に記載の方法。
【請求項3】
前記膨潤処理工程は、実質的に溶解成分のない純水中で行われる請求項1又は2に記載の方法。
【請求項4】
請求項1〜3のいずれかに記載の方法で偏光フィルムを製造した後、得られる偏光フィルムの少なくとも片面に透明保護フィルムを貼合することを特徴とする、偏光板の製造方法。
【図1】


【公開番号】特開2012−3173(P2012−3173A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−140209(P2010−140209)
【出願日】平成22年6月21日(2010.6.21)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月21日(2010.6.21)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]