
光ファイバテープ心線の製造方法
【課題】単心分離作業を容易に行うことができ且つ単心分離後にテープ化樹脂除去作業を行わなくても良い光ファイバテープ心線の製造方法を提供する。
【解決手段】複数本の光ファイバ心線2A〜2Dを一列に配列させて走行させ、隣り合う光ファイバ心線2間にのみ連結用樹脂13をテープ心線長手方向で間欠的に塗布して連結部13’を形成することで光ファイバ心線2同士を連結させた光ファイバテープ心線7の製造方法。本発明方法では、走行する光ファイバ心線2に接して回転する回転体5に、連結用樹脂13を供給して該回転体5の表面5aに連結用樹脂13を間欠的に付着させ、その回転体5の表面5aに付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させて光ファイバ心線2間にのみ連結部13’を形成する。
【解決手段】複数本の光ファイバ心線2A〜2Dを一列に配列させて走行させ、隣り合う光ファイバ心線2間にのみ連結用樹脂13をテープ心線長手方向で間欠的に塗布して連結部13’を形成することで光ファイバ心線2同士を連結させた光ファイバテープ心線7の製造方法。本発明方法では、走行する光ファイバ心線2に接して回転する回転体5に、連結用樹脂13を供給して該回転体5の表面5aに連結用樹脂13を間欠的に付着させ、その回転体5の表面5aに付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させて光ファイバ心線2間にのみ連結部13’を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光ファイバテープ心線の製造方法に関する。
【背景技術】
【0002】
現在使用されている光ファイバテープ心線は、複数本の光ファイバ心線に対してテープ化樹脂をその長手方向に連続して当該光ファイバ心線全体を被覆するようにして製造されている。このため、テープ化樹脂で光ファイバ心線全体が被覆された光ファイバテープ心線では、中間分岐作業時に複数本ある中から特定の光ファイバ心線を取り出す場合、光ファイバ心線全体に被覆されたテープ化樹脂を除去する作業が必要となり、簡単に中間分岐することができない。
【0003】
そこで、複数本の光ファイバ心線を間欠的にテープ化樹脂で被覆した、いわゆる間欠固定光ファイバテープ心線の開発が進められている。例えば、特許文献1や特許文献2に記載されるような製造方法で、間欠固定光ファイバテープ心線が製造されている。
【0004】
特許文献1では、走行する複数本の光ファイバ心線に対して上下位置に配置した回転体の表面の一部にテープ化樹脂を含浸させたフェルトを取り付け、それら2つの回転体を光ファイバ心線に接触させることで、前記フェルトに含浸させたテープ化樹脂を光ファイバ心線間に塗布させている。
【0005】
特許文献2では、走行する複数本の光ファイバ心線に対してディスペンサからテープ化樹脂を間欠的に供給した後、ダイスに形成したダイス孔に光ファイバ心線を通過させることでテープ化樹脂を光ファイバ心線の周上全体に一定長さにわたって塗布させている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−264603号公報
【特許文献2】特開2001−264604号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1及び2に記載の製造方法で製造された光ファイバテープ心線では、光ファイバ心線の周上全体がテープ化樹脂で被覆されているため、単心分離する際にテープ化樹脂を剥がすことが困難となる。つまり、隣り合う光ファイバ心線間だけでなく該光ファイバ心線の周囲全体にテープ化樹脂が被覆されているため、簡単にはテープ化樹脂を取り除くことができない。テープ化樹脂の取り残しが多いと、単心分離後に光ファイバ心線を融着接続する際やコネクタに挿通させる際に、接続作業性が悪くなる。
【0008】
そこで、本発明は、単心分離作業を容易に行うことができ且つ単心分離後にテープ化樹脂除去作業を行わなくても良い光ファイバテープ心線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、複数本の光ファイバ心線を一列に配列させて走行させ、隣り合う光ファイバ心線間にのみ連結用樹脂をテープ心線長手方向で間欠的に塗布して連結部を形成することで光ファイバ心線同士を連結させた光ファイバテープ心線の製造方法であって、走行する光ファイバ心線に接して回転する回転体に、連結用樹脂を供給して該回転体の表面に前記連結用樹脂を間欠的に付着させ、その回転体の表面に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させて光ファイバ心線間にのみ連結部を形成することを特徴としている。
【0010】
請求項2に記載の発明は、請求項1に記載の光ファイバテープ心線の製造方法であって、前記回転体の表面に連結用樹脂を回転体内部から表面側に染み出させることで、該回転体の表面に前記連結用樹脂を付着させることを特徴としている。
【0011】
請求項3に記載の発明は、請求項1に記載の光ファイバテープ心線の製造方法であって、隣り合う光ファイバ心線間に回転体の一部を侵入させ、その回転体の一部に供給された連結用樹脂を、前記光ファイバ心線間に転写させることを特徴としている。
【発明の効果】
【0012】
本発明の光ファイバテープ心線の製造方法によれば、走行する光ファイバ心線に接して回転体を回転させ、その回転体の表面に間欠的に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させることで、光ファイバ心線間にのみ連結部を形成した光ファイバテープ心線を製造することができる。本発明方法で製造された光ファイバテープ心線では、光ファイバ心線の周囲全体にテープ化樹脂が被覆されているのではなく、隣り合う光ファイバ心線間にのみ連結部が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。
【図面の簡単な説明】
【0013】
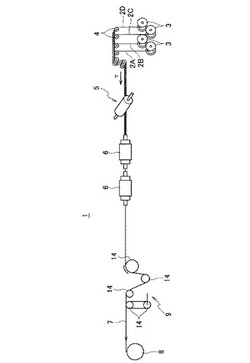
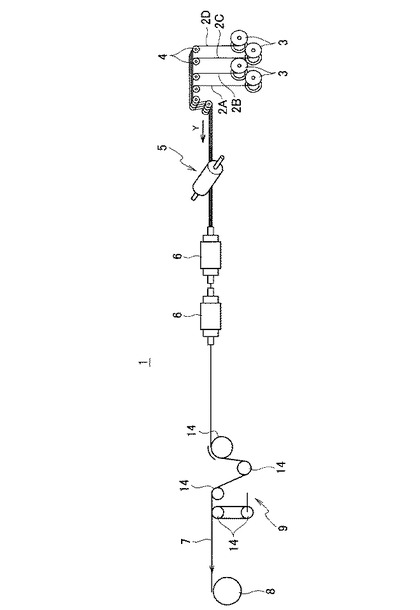
【図1】図1は光ファイバテープ心線を製造するための製造装置全体を示す概略構成図である。
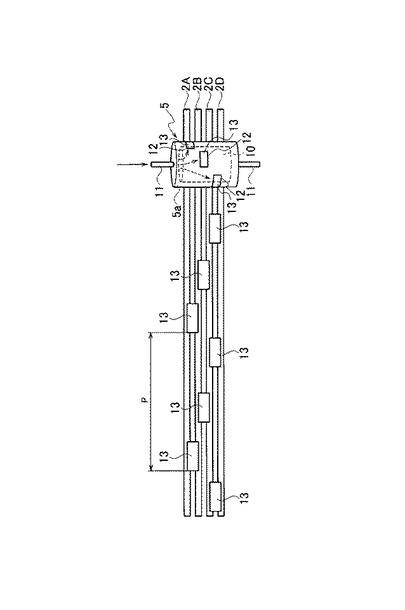
【図2】図2は走行する光ファイバ心線に回転体を接触させて隣り合う光ファイバ心線間に回転体の表面に付着させた連結用樹脂を転写させる転写工程図である。
【図3】図3は図2に示した回転体を使用して製造された光ファイバテープ心線を示し、(A)はその平面図、(B)は(A)のA−A線断面図である。
【図4】図4は光ファイバ心線に転写用樹脂を転写する別形態を示す転写工程図である。
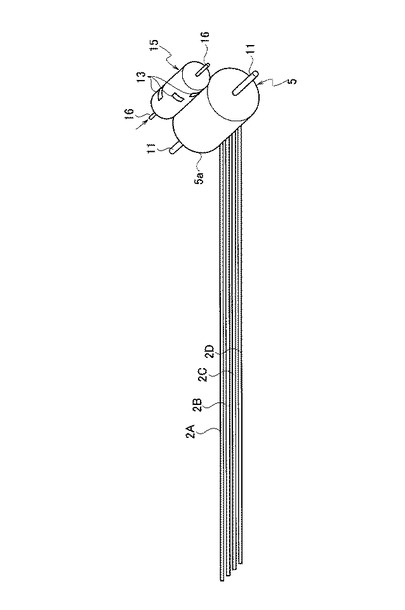
【図5】図5は光ファイバ心線に転写用樹脂を転写する更に別形態を示す転写工程図であり、(A)はその平面図、(B)はその側面図である。
【図6】図6は図5で使用する回転体の表面に連結用樹脂を供給する一例を示した断面図である。
【図7】図7は図5に示した回転体を使用して製造された光ファイバテープ心線を示し、(A)はその平面図、(B)は(A)のA−A線断面図である。
【発明を実施するための形態】
【0014】
以下、本発明を適用した具体的な実施形態について図面を参照しながら詳細に説明する。
【0015】
先ず、光ファイバテープ心線を製造する製造装置について図1を参照して説明する。図1に示す製造装置1は、複数本の光ファイバ心線2(2A〜2D)を送り出す送出手段である送出ドラム3と、各光ファイバ心線2A〜2Dを一列に配列させるガイドローラ4と、走行する光ファイバ心線2に接して回転することで連結用樹脂を隣り合う光ファイバ心線間に転写させる回転体5と、転写された連結用樹脂を硬化させる紫外線ランプ6と、硬化して製造された光ファイバテープ心線7を巻き取る巻取ドラム8とを備えている。
【0016】
前記製造装置では、図1に向かって最も右側に配置される送出ドラム3を光ファイバ心線2のファイバ送出し側とし、最も左側に配置される巻取ドラム8をファイバ巻取り側としたときに、光ファイバ心線2がファイバ送出し側からファイバ巻取り側へ向かって矢印Yで示す向きに走行する。この矢印Yの向きをファイバ走行方向とし、ファイバ送出し側に配置される装置構成部品(例えば送出ドラム3)に対してファイバ巻取り側に配置される装置構成部品(巻取ドラム8)を前方にある装置構成部品と定義する。前記光ファイバ心線2の走行経路には、送出ドラム3から巻取ドラム8までの間にファイバ送出し側からファイバ巻取り側へ向かって順次、ガイドローラ4、回転体5、紫外線ランプ6、ダンサー9が配置されている。
【0017】
送出ドラム3は、図1に示すように、光ファイバ心線2(2A〜2D)をドラム周面に巻回させている。かかる送出ドラム3は、光ファイバ心線2の数に応じて配置されている。本実施形態では、4本の光ファイバ心線2を一列に配列した光ファイバテープ心線を製造することから、4つの送出ドラム3を配置している。
【0018】
送出ドラム3の前方には、図1に示すように、4本の光ファイバ心線2(2A〜2D)を一列に配列させて走行を案内するガイドローラ4が複数配置されている。これらガイドローラ4は、4本の光ファイバ心線2を隙間無く配列させることも、各光ファイバ心線2間に所定の隙間を持たせて配列させることもできるようになっている。図2では、各光ファイバ心線2A〜2Dには、所定の隙間を持たせるようにしている。
【0019】
前記ガイドローラ4の前方には、図1に示すように、回転体5が配置されている。回転体5は、図2に示すように、内部を空洞とした樹脂供給部10を有した円柱形状をなしている。そして、この回転体5には、軸芯に回転軸11が取り付けられている。前記回転体5は、前記回転軸11を中心として回転し、光ファイバ心線2の走行スピードに応じて回転数が制御可能とされている。
【0020】
また、前記回転体5には、一方の側面に取り付けられた回転軸11の中心に形成された樹脂供給孔(図示は省略する)から前記樹脂供給部10内へ連結用樹脂が供給されるようになっている。また、この回転体5の円筒形状をなす外周面5aには、前記樹脂供給部10内に供給された連結用樹脂をその外周面5a側へと押し出すための開口孔12が形成されている。
【0021】
前記開口孔12には、樹脂供給部10内に供給された連結用樹脂13が押し出される。この開口孔12から染み出た連結用樹脂13は、回転体5の外周面5aから突出し、当該回転体5が回転して光ファイバ心線2に接することで該光ファイバ心線2間に転写される。開口孔12は、製造する光ファイバテープ心線7に応じて間欠的に設けられた連結部のパターンに応じて形成されている。
【0022】
図2では、最も外側(第1番目)の光ファイバ心線2Aとその隣(第2番目)の光ファイバ心線2B間には、一定ピッチPでテープ心線長手方向に連結用樹脂13が繰り返し形成される。また、第2番目の光ファイバ心線2Bとその隣り(第3番目)の光ファイバ心線2C間には、第1番目と第2番目の光ファイバ心線2A、2B間に転写された連結用樹脂13に対してテープ幅方向の同一位置ではなくテープ心線長手方向でファイバ送出し側へずれて連結用樹脂13が転写されている。また、第3番目の光ファイバ心線2Cとその隣り(第4番目)の光ファイバ心線2D間には、第2番目と第3番目の光ファイバ心線2B、2C間に転写された連結用樹脂13に対してテープ幅方向の同一位置ではなくテープ心線長手方向で更にファイバ送出し側へずれて連結用樹脂13が転写されている。
【0023】
紫外線ランプ6は、図1に示すように、前記回転体5の前方に設けられている。本実施形態では、紫外線ランプ6を直列に2つ連続配置させている。紫外線ランプ6は、光ファイバ心線2の走行スピードに応じて当該光ファイバ心線2間に転写された連結用樹脂13を硬化させべく照度強さが調整可能とされている。
【0024】
前記紫外線ランプ6のファイバ送出し側には、図1に示すように、連結用樹脂13が硬化して連結部とされた光ファイバテープ心線7の巻き取り張力を調整するためのダンサー9が設けられている。ダンサー9は、複数個のローラ14から構成されており、走行する光ファイバテープ心線7に張力を付与する。
【0025】
巻取ドラム8は、光ファイバテープ心線7を最終的に巻き取るようになっている。この巻取ドラム8には、光ファイバテープ心線7が弛みなくその周面に巻き付けられる。
【0026】
次に、本実施形態の光ファイバテープ心線の製造方法について説明する。先ず、送出ドラム3から各光ファイバ心線2(2A〜2D)を送り出す。送り出された光ファイバ心線2は、ガイドローラ4によって一列に配列される。各光ファイバ心線2A〜2Dは、それぞれ所定の間隔を空けて横一例に配列されて、ガイドローラ4の前方に配置された回転体5へ送られる。
【0027】
回転体5は、回転軸11を中心として回転し、走行する光ファイバ心線2に接する。回転体5の表面5aには、回転体内部の樹脂供給部10内に供給された連結用樹脂13が前記開口12からその表面側に染み出た状態にある。そのため、回転体5が光ファイバ心線2に接触しながら回転することで、前記連結用樹脂13が、隣り合う光ファイバ心線間に転写されることになる。連結用樹脂13が転写された状態を、図2に示す。
【0028】
次に、光ファイバ心線2に転写された連結用樹脂13に、紫外線ランプ6にて紫外線を照射する。すると、紫外線を受けた連結用樹脂13は、紫外線硬化樹脂からなるため、紫外線を受けて硬化する。
【0029】
連結用樹脂13が硬化して得られた光ファイバテープ心線7は、ダンサー9にて巻き取り張力が調整されて巻取ドラム8に巻き取られる。巻取ドラム8に巻き取られることで、光ファイバテープ心線7を製造する製造工程が終了する。製造された光ファイバテープ心線7は、図3に示すように、隣り合う光ファイバ心線2間にのみ連結用樹脂13がテープ心線長手方向で間欠的に塗布され硬化されることで連結部13’を形成する。この連結部13’の配列パターンは、図2の連結用樹脂13の配列パターンと同じである。
【0030】
製造された光ファイバテープ心線7は、例えば図3(A)のA−A線断面では、第1番目の光ファイバ心線2Aと第2番目の光ファイバ心線2B間にのみ連結部13’が形成される。連結部13’は、図3(B)に示すように、これら第1番目と第2番目の光ファイバ心線2A、2Bを連結するようにテープ心線の表面側に連結用樹脂13が載せられて固まることで両者を連結している。逆の見方をすると、連結用樹脂13が2本の光ファイバ心線2A、2B間の隙間の中まで入り込んでおらず、その表面側に転写されて硬化されることで連結部13’を形成している。このA−A線断面では、第2番目と第3番目及び第3番目と第4番目の光ファイバ心線2B、2C、2D間は、連結部13’で連結されていない。
【0031】
本実施形態によれば、走行する光ファイバ心線2に接して回転体5を回転させ、その回転体5の表面5aに間欠的に付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させることで、光ファイバ心線2間にのみ連結部13’を形成した光ファイバテープ心線7を製造することができる。
【0032】
本発明方法で製造された光ファイバテープ心線7は、光ファイバ心線2の周囲全体にテープ化樹脂が被覆されているのではなく、隣り合う光ファイバ心線2間にのみ連結部13’が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。また、本実施形態によれば、回転体7の任意の位置に連結用樹脂13を付着させることで、任意の連結部13’によるパターンを光ファイバ心線2間に形成することができる。
【0033】
また、本実施形態によれば、連結用樹脂13を隣り合う光ファイバ心線2間の表面に転写させるため、光ファイバ心線2間に隙間を空けなくてもよい。隣り合う光ファイバ心線2間に隙間を空けない場合は、従来から使用されている光ファイバ心線間が接した光ファイバテープ心線構造と同様に、他の光ファイバテープ心線に対してそれぞれの光ファイバ心線2の配列間隔が同じになることから一括融着接続することができる。
【0034】
また、本実施形態によれば、光ファイバ心線2をダイス孔にそれぞれ通して連結用樹脂13を塗布する必要が無いため、光ファイバ心線2を掛け替える時など、製造工程上で段取り作業を簡略化することができる。また、光ファイバ心線2の周囲全体に連結用樹脂13を塗布せずに、隣り合う光ファイバ心線2間にのみ連結用樹脂13を転写するので、樹脂消費量を減少させることができる。
【0035】
[他の実施形態]
図4では、先に説明した図2の回転体5に形成した開口12をその表面5aに形成せず、該回転体5に接近して設けた転写ローラ15から連結用樹脂13をその表面5aに転写するようにしてもよい。転写ローラ15は、図2に示した回転体5と同じ構造とされており、一方の回転軸16の中心に形成された樹脂供給孔からローラ本体内に形成された樹脂供給部に連結用樹脂13が供給された後、そのローラ表面に形成された開口から連結用樹脂13が染み出て押し出されるようになっている。
【0036】
このように、一旦転写ローラ15から連結用樹脂13を回転体5へ転写させて該回転体5を回転させて隣り合う光ファイバ心線2間に連結用樹脂13を転写するようにしても先の実施形態と同様の効果を得ることができる。
【0037】
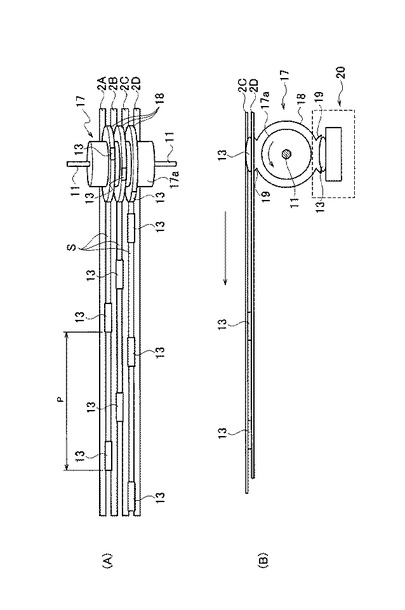
図5では、図2で示した回転体5とは異なり、隣り合う光ファイバ心線2間の隙間に侵入する円盤部(回転体の一部)18を、回転体17の本体部表面17aに設けている。この円盤部18は、回転体17の本体部の外径よりも大きな外径とされ、該回転体17の本体部表面17aが光ファイバ心線2に接触した時に、隣り合う光ファイバ心線2間の中心位置近傍に達する位置まで入り込むようになっている。
【0038】
円盤部18には、連結用樹脂13を隣り合う光ファイバ心線2間の隙間に転写するための樹脂保持部19が形成されている。樹脂保持部19は、円盤部18の円周の一部に若干突出して形成されており、その突出する部位に連結用樹脂13を保持する。各円盤部18に形成される樹脂保持部19は、製造する光ファイバテープ心線7に形成する連結部13’の位置に対応するようにそれぞれ回転方向でその位置をずらしている。
【0039】
前記円盤部18の樹脂保持部19には、図6に示す樹脂供給装置20に満たされた連結用樹脂13が保持される。樹脂供給装置20には、各円盤部18に形成された樹脂保持部19を、装置本体21に形成したスリット22内に侵入させて当該装置本体21内に満たした連結用樹脂13を掻き取るようにして保持する。
【0040】
図5及び図6に示す構造の回転体17では、走行する光ファイバ心線2に対して回転体17が接して回転した時に、各円盤部18に形成された樹脂保持部19が各隣り合う光ファイバ心線2間の隙間Sに侵入し、その樹脂保持部19に保持した連結用樹脂13を光ファイバ心線2間にのみ転写させる。この連結用樹脂13の配列パターンは、図2の連結用樹脂13の配列パターンと同じである。
【0041】
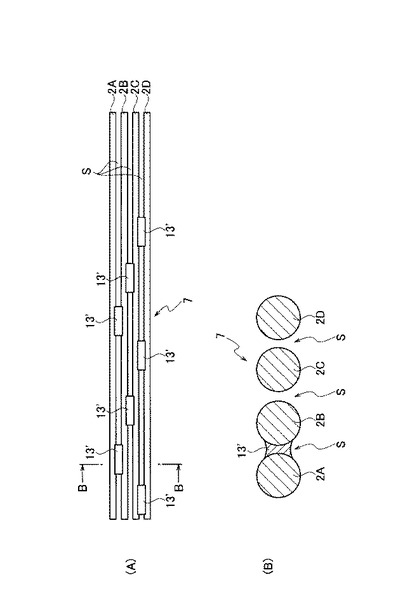
図5及び図6の回転体17を使用して製造された光ファイバテープ心線7は、例えば図7(A)のB−B線断面では、第1番目の光ファイバ心線2Aと第2番目の光ファイバ心線2B間のみに連結部13’が形成される。連結部13’は、これら第1番目と第2番目の光ファイバ心線2A、2Bを連結するように両光ファイバ心線2A、2B間の隙間Sの中に入り込むようにして固まることで両者を連結している。このB−B線断面では、第2番目と第3番目及び第3番目と第4番目の光ファイバ心線2B、2C、2D間は、連結部13’で連結されていない。
【0042】
図5及び図6に示す構造の回転体17を使用して光ファイバテープ心線7を製造すれば、先の図2及び図4の回転体5、15を使用した場合と同様、隣り合う光ファイバ心線2間にのみ連結部13’が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。
【産業上の利用可能性】
【0043】
本発明は、複数本の光ファイバ心線を連結用樹脂で接合一体化して一列に配列してなる光ファイバテープ心線に利用することができる。
【符号の説明】
【0044】
1…製造装置
2(2A〜2D)…光ファイバ心線
5、17…回転体
7…光ファイバテープ心線
10…樹脂供給部
11、16…回転軸
12…開口孔
13…連結用樹脂
13’…連結部
15…転写ローラ
18…円盤部
19…樹脂保持部
20…樹脂供給装置
【技術分野】
【0001】
本発明は、光ファイバテープ心線の製造方法に関する。
【背景技術】
【0002】
現在使用されている光ファイバテープ心線は、複数本の光ファイバ心線に対してテープ化樹脂をその長手方向に連続して当該光ファイバ心線全体を被覆するようにして製造されている。このため、テープ化樹脂で光ファイバ心線全体が被覆された光ファイバテープ心線では、中間分岐作業時に複数本ある中から特定の光ファイバ心線を取り出す場合、光ファイバ心線全体に被覆されたテープ化樹脂を除去する作業が必要となり、簡単に中間分岐することができない。
【0003】
そこで、複数本の光ファイバ心線を間欠的にテープ化樹脂で被覆した、いわゆる間欠固定光ファイバテープ心線の開発が進められている。例えば、特許文献1や特許文献2に記載されるような製造方法で、間欠固定光ファイバテープ心線が製造されている。
【0004】
特許文献1では、走行する複数本の光ファイバ心線に対して上下位置に配置した回転体の表面の一部にテープ化樹脂を含浸させたフェルトを取り付け、それら2つの回転体を光ファイバ心線に接触させることで、前記フェルトに含浸させたテープ化樹脂を光ファイバ心線間に塗布させている。
【0005】
特許文献2では、走行する複数本の光ファイバ心線に対してディスペンサからテープ化樹脂を間欠的に供給した後、ダイスに形成したダイス孔に光ファイバ心線を通過させることでテープ化樹脂を光ファイバ心線の周上全体に一定長さにわたって塗布させている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−264603号公報
【特許文献2】特開2001−264604号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1及び2に記載の製造方法で製造された光ファイバテープ心線では、光ファイバ心線の周上全体がテープ化樹脂で被覆されているため、単心分離する際にテープ化樹脂を剥がすことが困難となる。つまり、隣り合う光ファイバ心線間だけでなく該光ファイバ心線の周囲全体にテープ化樹脂が被覆されているため、簡単にはテープ化樹脂を取り除くことができない。テープ化樹脂の取り残しが多いと、単心分離後に光ファイバ心線を融着接続する際やコネクタに挿通させる際に、接続作業性が悪くなる。
【0008】
そこで、本発明は、単心分離作業を容易に行うことができ且つ単心分離後にテープ化樹脂除去作業を行わなくても良い光ファイバテープ心線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、複数本の光ファイバ心線を一列に配列させて走行させ、隣り合う光ファイバ心線間にのみ連結用樹脂をテープ心線長手方向で間欠的に塗布して連結部を形成することで光ファイバ心線同士を連結させた光ファイバテープ心線の製造方法であって、走行する光ファイバ心線に接して回転する回転体に、連結用樹脂を供給して該回転体の表面に前記連結用樹脂を間欠的に付着させ、その回転体の表面に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させて光ファイバ心線間にのみ連結部を形成することを特徴としている。
【0010】
請求項2に記載の発明は、請求項1に記載の光ファイバテープ心線の製造方法であって、前記回転体の表面に連結用樹脂を回転体内部から表面側に染み出させることで、該回転体の表面に前記連結用樹脂を付着させることを特徴としている。
【0011】
請求項3に記載の発明は、請求項1に記載の光ファイバテープ心線の製造方法であって、隣り合う光ファイバ心線間に回転体の一部を侵入させ、その回転体の一部に供給された連結用樹脂を、前記光ファイバ心線間に転写させることを特徴としている。
【発明の効果】
【0012】
本発明の光ファイバテープ心線の製造方法によれば、走行する光ファイバ心線に接して回転体を回転させ、その回転体の表面に間欠的に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させることで、光ファイバ心線間にのみ連結部を形成した光ファイバテープ心線を製造することができる。本発明方法で製造された光ファイバテープ心線では、光ファイバ心線の周囲全体にテープ化樹脂が被覆されているのではなく、隣り合う光ファイバ心線間にのみ連結部が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。
【図面の簡単な説明】
【0013】
【図1】図1は光ファイバテープ心線を製造するための製造装置全体を示す概略構成図である。
【図2】図2は走行する光ファイバ心線に回転体を接触させて隣り合う光ファイバ心線間に回転体の表面に付着させた連結用樹脂を転写させる転写工程図である。
【図3】図3は図2に示した回転体を使用して製造された光ファイバテープ心線を示し、(A)はその平面図、(B)は(A)のA−A線断面図である。
【図4】図4は光ファイバ心線に転写用樹脂を転写する別形態を示す転写工程図である。
【図5】図5は光ファイバ心線に転写用樹脂を転写する更に別形態を示す転写工程図であり、(A)はその平面図、(B)はその側面図である。
【図6】図6は図5で使用する回転体の表面に連結用樹脂を供給する一例を示した断面図である。
【図7】図7は図5に示した回転体を使用して製造された光ファイバテープ心線を示し、(A)はその平面図、(B)は(A)のA−A線断面図である。
【発明を実施するための形態】
【0014】
以下、本発明を適用した具体的な実施形態について図面を参照しながら詳細に説明する。
【0015】
先ず、光ファイバテープ心線を製造する製造装置について図1を参照して説明する。図1に示す製造装置1は、複数本の光ファイバ心線2(2A〜2D)を送り出す送出手段である送出ドラム3と、各光ファイバ心線2A〜2Dを一列に配列させるガイドローラ4と、走行する光ファイバ心線2に接して回転することで連結用樹脂を隣り合う光ファイバ心線間に転写させる回転体5と、転写された連結用樹脂を硬化させる紫外線ランプ6と、硬化して製造された光ファイバテープ心線7を巻き取る巻取ドラム8とを備えている。
【0016】
前記製造装置では、図1に向かって最も右側に配置される送出ドラム3を光ファイバ心線2のファイバ送出し側とし、最も左側に配置される巻取ドラム8をファイバ巻取り側としたときに、光ファイバ心線2がファイバ送出し側からファイバ巻取り側へ向かって矢印Yで示す向きに走行する。この矢印Yの向きをファイバ走行方向とし、ファイバ送出し側に配置される装置構成部品(例えば送出ドラム3)に対してファイバ巻取り側に配置される装置構成部品(巻取ドラム8)を前方にある装置構成部品と定義する。前記光ファイバ心線2の走行経路には、送出ドラム3から巻取ドラム8までの間にファイバ送出し側からファイバ巻取り側へ向かって順次、ガイドローラ4、回転体5、紫外線ランプ6、ダンサー9が配置されている。
【0017】
送出ドラム3は、図1に示すように、光ファイバ心線2(2A〜2D)をドラム周面に巻回させている。かかる送出ドラム3は、光ファイバ心線2の数に応じて配置されている。本実施形態では、4本の光ファイバ心線2を一列に配列した光ファイバテープ心線を製造することから、4つの送出ドラム3を配置している。
【0018】
送出ドラム3の前方には、図1に示すように、4本の光ファイバ心線2(2A〜2D)を一列に配列させて走行を案内するガイドローラ4が複数配置されている。これらガイドローラ4は、4本の光ファイバ心線2を隙間無く配列させることも、各光ファイバ心線2間に所定の隙間を持たせて配列させることもできるようになっている。図2では、各光ファイバ心線2A〜2Dには、所定の隙間を持たせるようにしている。
【0019】
前記ガイドローラ4の前方には、図1に示すように、回転体5が配置されている。回転体5は、図2に示すように、内部を空洞とした樹脂供給部10を有した円柱形状をなしている。そして、この回転体5には、軸芯に回転軸11が取り付けられている。前記回転体5は、前記回転軸11を中心として回転し、光ファイバ心線2の走行スピードに応じて回転数が制御可能とされている。
【0020】
また、前記回転体5には、一方の側面に取り付けられた回転軸11の中心に形成された樹脂供給孔(図示は省略する)から前記樹脂供給部10内へ連結用樹脂が供給されるようになっている。また、この回転体5の円筒形状をなす外周面5aには、前記樹脂供給部10内に供給された連結用樹脂をその外周面5a側へと押し出すための開口孔12が形成されている。
【0021】
前記開口孔12には、樹脂供給部10内に供給された連結用樹脂13が押し出される。この開口孔12から染み出た連結用樹脂13は、回転体5の外周面5aから突出し、当該回転体5が回転して光ファイバ心線2に接することで該光ファイバ心線2間に転写される。開口孔12は、製造する光ファイバテープ心線7に応じて間欠的に設けられた連結部のパターンに応じて形成されている。
【0022】
図2では、最も外側(第1番目)の光ファイバ心線2Aとその隣(第2番目)の光ファイバ心線2B間には、一定ピッチPでテープ心線長手方向に連結用樹脂13が繰り返し形成される。また、第2番目の光ファイバ心線2Bとその隣り(第3番目)の光ファイバ心線2C間には、第1番目と第2番目の光ファイバ心線2A、2B間に転写された連結用樹脂13に対してテープ幅方向の同一位置ではなくテープ心線長手方向でファイバ送出し側へずれて連結用樹脂13が転写されている。また、第3番目の光ファイバ心線2Cとその隣り(第4番目)の光ファイバ心線2D間には、第2番目と第3番目の光ファイバ心線2B、2C間に転写された連結用樹脂13に対してテープ幅方向の同一位置ではなくテープ心線長手方向で更にファイバ送出し側へずれて連結用樹脂13が転写されている。
【0023】
紫外線ランプ6は、図1に示すように、前記回転体5の前方に設けられている。本実施形態では、紫外線ランプ6を直列に2つ連続配置させている。紫外線ランプ6は、光ファイバ心線2の走行スピードに応じて当該光ファイバ心線2間に転写された連結用樹脂13を硬化させべく照度強さが調整可能とされている。
【0024】
前記紫外線ランプ6のファイバ送出し側には、図1に示すように、連結用樹脂13が硬化して連結部とされた光ファイバテープ心線7の巻き取り張力を調整するためのダンサー9が設けられている。ダンサー9は、複数個のローラ14から構成されており、走行する光ファイバテープ心線7に張力を付与する。
【0025】
巻取ドラム8は、光ファイバテープ心線7を最終的に巻き取るようになっている。この巻取ドラム8には、光ファイバテープ心線7が弛みなくその周面に巻き付けられる。
【0026】
次に、本実施形態の光ファイバテープ心線の製造方法について説明する。先ず、送出ドラム3から各光ファイバ心線2(2A〜2D)を送り出す。送り出された光ファイバ心線2は、ガイドローラ4によって一列に配列される。各光ファイバ心線2A〜2Dは、それぞれ所定の間隔を空けて横一例に配列されて、ガイドローラ4の前方に配置された回転体5へ送られる。
【0027】
回転体5は、回転軸11を中心として回転し、走行する光ファイバ心線2に接する。回転体5の表面5aには、回転体内部の樹脂供給部10内に供給された連結用樹脂13が前記開口12からその表面側に染み出た状態にある。そのため、回転体5が光ファイバ心線2に接触しながら回転することで、前記連結用樹脂13が、隣り合う光ファイバ心線間に転写されることになる。連結用樹脂13が転写された状態を、図2に示す。
【0028】
次に、光ファイバ心線2に転写された連結用樹脂13に、紫外線ランプ6にて紫外線を照射する。すると、紫外線を受けた連結用樹脂13は、紫外線硬化樹脂からなるため、紫外線を受けて硬化する。
【0029】
連結用樹脂13が硬化して得られた光ファイバテープ心線7は、ダンサー9にて巻き取り張力が調整されて巻取ドラム8に巻き取られる。巻取ドラム8に巻き取られることで、光ファイバテープ心線7を製造する製造工程が終了する。製造された光ファイバテープ心線7は、図3に示すように、隣り合う光ファイバ心線2間にのみ連結用樹脂13がテープ心線長手方向で間欠的に塗布され硬化されることで連結部13’を形成する。この連結部13’の配列パターンは、図2の連結用樹脂13の配列パターンと同じである。
【0030】
製造された光ファイバテープ心線7は、例えば図3(A)のA−A線断面では、第1番目の光ファイバ心線2Aと第2番目の光ファイバ心線2B間にのみ連結部13’が形成される。連結部13’は、図3(B)に示すように、これら第1番目と第2番目の光ファイバ心線2A、2Bを連結するようにテープ心線の表面側に連結用樹脂13が載せられて固まることで両者を連結している。逆の見方をすると、連結用樹脂13が2本の光ファイバ心線2A、2B間の隙間の中まで入り込んでおらず、その表面側に転写されて硬化されることで連結部13’を形成している。このA−A線断面では、第2番目と第3番目及び第3番目と第4番目の光ファイバ心線2B、2C、2D間は、連結部13’で連結されていない。
【0031】
本実施形態によれば、走行する光ファイバ心線2に接して回転体5を回転させ、その回転体5の表面5aに間欠的に付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させることで、光ファイバ心線2間にのみ連結部13’を形成した光ファイバテープ心線7を製造することができる。
【0032】
本発明方法で製造された光ファイバテープ心線7は、光ファイバ心線2の周囲全体にテープ化樹脂が被覆されているのではなく、隣り合う光ファイバ心線2間にのみ連結部13’が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。また、本実施形態によれば、回転体7の任意の位置に連結用樹脂13を付着させることで、任意の連結部13’によるパターンを光ファイバ心線2間に形成することができる。
【0033】
また、本実施形態によれば、連結用樹脂13を隣り合う光ファイバ心線2間の表面に転写させるため、光ファイバ心線2間に隙間を空けなくてもよい。隣り合う光ファイバ心線2間に隙間を空けない場合は、従来から使用されている光ファイバ心線間が接した光ファイバテープ心線構造と同様に、他の光ファイバテープ心線に対してそれぞれの光ファイバ心線2の配列間隔が同じになることから一括融着接続することができる。
【0034】
また、本実施形態によれば、光ファイバ心線2をダイス孔にそれぞれ通して連結用樹脂13を塗布する必要が無いため、光ファイバ心線2を掛け替える時など、製造工程上で段取り作業を簡略化することができる。また、光ファイバ心線2の周囲全体に連結用樹脂13を塗布せずに、隣り合う光ファイバ心線2間にのみ連結用樹脂13を転写するので、樹脂消費量を減少させることができる。
【0035】
[他の実施形態]
図4では、先に説明した図2の回転体5に形成した開口12をその表面5aに形成せず、該回転体5に接近して設けた転写ローラ15から連結用樹脂13をその表面5aに転写するようにしてもよい。転写ローラ15は、図2に示した回転体5と同じ構造とされており、一方の回転軸16の中心に形成された樹脂供給孔からローラ本体内に形成された樹脂供給部に連結用樹脂13が供給された後、そのローラ表面に形成された開口から連結用樹脂13が染み出て押し出されるようになっている。
【0036】
このように、一旦転写ローラ15から連結用樹脂13を回転体5へ転写させて該回転体5を回転させて隣り合う光ファイバ心線2間に連結用樹脂13を転写するようにしても先の実施形態と同様の効果を得ることができる。
【0037】
図5では、図2で示した回転体5とは異なり、隣り合う光ファイバ心線2間の隙間に侵入する円盤部(回転体の一部)18を、回転体17の本体部表面17aに設けている。この円盤部18は、回転体17の本体部の外径よりも大きな外径とされ、該回転体17の本体部表面17aが光ファイバ心線2に接触した時に、隣り合う光ファイバ心線2間の中心位置近傍に達する位置まで入り込むようになっている。
【0038】
円盤部18には、連結用樹脂13を隣り合う光ファイバ心線2間の隙間に転写するための樹脂保持部19が形成されている。樹脂保持部19は、円盤部18の円周の一部に若干突出して形成されており、その突出する部位に連結用樹脂13を保持する。各円盤部18に形成される樹脂保持部19は、製造する光ファイバテープ心線7に形成する連結部13’の位置に対応するようにそれぞれ回転方向でその位置をずらしている。
【0039】
前記円盤部18の樹脂保持部19には、図6に示す樹脂供給装置20に満たされた連結用樹脂13が保持される。樹脂供給装置20には、各円盤部18に形成された樹脂保持部19を、装置本体21に形成したスリット22内に侵入させて当該装置本体21内に満たした連結用樹脂13を掻き取るようにして保持する。
【0040】
図5及び図6に示す構造の回転体17では、走行する光ファイバ心線2に対して回転体17が接して回転した時に、各円盤部18に形成された樹脂保持部19が各隣り合う光ファイバ心線2間の隙間Sに侵入し、その樹脂保持部19に保持した連結用樹脂13を光ファイバ心線2間にのみ転写させる。この連結用樹脂13の配列パターンは、図2の連結用樹脂13の配列パターンと同じである。
【0041】
図5及び図6の回転体17を使用して製造された光ファイバテープ心線7は、例えば図7(A)のB−B線断面では、第1番目の光ファイバ心線2Aと第2番目の光ファイバ心線2B間のみに連結部13’が形成される。連結部13’は、これら第1番目と第2番目の光ファイバ心線2A、2Bを連結するように両光ファイバ心線2A、2B間の隙間Sの中に入り込むようにして固まることで両者を連結している。このB−B線断面では、第2番目と第3番目及び第3番目と第4番目の光ファイバ心線2B、2C、2D間は、連結部13’で連結されていない。
【0042】
図5及び図6に示す構造の回転体17を使用して光ファイバテープ心線7を製造すれば、先の図2及び図4の回転体5、15を使用した場合と同様、隣り合う光ファイバ心線2間にのみ連結部13’が設けられるため、単心分離し易く、しかも単心分離後の樹脂除去作業が不要となる。
【産業上の利用可能性】
【0043】
本発明は、複数本の光ファイバ心線を連結用樹脂で接合一体化して一列に配列してなる光ファイバテープ心線に利用することができる。
【符号の説明】
【0044】
1…製造装置
2(2A〜2D)…光ファイバ心線
5、17…回転体
7…光ファイバテープ心線
10…樹脂供給部
11、16…回転軸
12…開口孔
13…連結用樹脂
13’…連結部
15…転写ローラ
18…円盤部
19…樹脂保持部
20…樹脂供給装置
【特許請求の範囲】
【請求項1】
複数本の光ファイバ心線を一列に配列させて走行させ、隣り合う光ファイバ心線間にのみ連結用樹脂をテープ心線長手方向で間欠的に塗布して連結部を形成することで光ファイバ心線同士を連結させた光ファイバテープ心線の製造方法であって、
走行する光ファイバ心線に接して回転する回転体に、連結用樹脂を供給して該回転体の表面に該連結用樹脂を間欠的に付着させ、その回転体の表面に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させて前記光ファイバ心線間にのみ連結部を形成する
ことを特徴とする光ファイバテープ心線の製造方法。
【請求項2】
請求項1に記載の光ファイバテープ心線の製造方法であって、
前記回転体の表面に連結用樹脂を回転体内部から表面側に染み出させることで、該回転体の表面に前記連結用樹脂を付着させる
ことを特徴とする光ファイバテープ心線の製造方法。
【請求項3】
請求項1に記載の光ファイバテープ心線の製造方法であって、
隣り合う光ファイバ心線間に回転体の一部を侵入させ、その回転体の一部に供給された連結用樹脂を、前記光ファイバ心線間に転写させる
ことを特徴とする光ファイバテープ心線の製造方法。
【請求項1】
複数本の光ファイバ心線を一列に配列させて走行させ、隣り合う光ファイバ心線間にのみ連結用樹脂をテープ心線長手方向で間欠的に塗布して連結部を形成することで光ファイバ心線同士を連結させた光ファイバテープ心線の製造方法であって、
走行する光ファイバ心線に接して回転する回転体に、連結用樹脂を供給して該回転体の表面に該連結用樹脂を間欠的に付着させ、その回転体の表面に付着させた連結用樹脂を、隣り合う光ファイバ心線間に転写させて前記光ファイバ心線間にのみ連結部を形成する
ことを特徴とする光ファイバテープ心線の製造方法。
【請求項2】
請求項1に記載の光ファイバテープ心線の製造方法であって、
前記回転体の表面に連結用樹脂を回転体内部から表面側に染み出させることで、該回転体の表面に前記連結用樹脂を付着させる
ことを特徴とする光ファイバテープ心線の製造方法。
【請求項3】
請求項1に記載の光ファイバテープ心線の製造方法であって、
隣り合う光ファイバ心線間に回転体の一部を侵入させ、その回転体の一部に供給された連結用樹脂を、前記光ファイバ心線間に転写させる
ことを特徴とする光ファイバテープ心線の製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−252196(P2012−252196A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−125286(P2011−125286)
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
[ Back to top ]