
包装用プラスチックケース

【課題】所定形状のシートを折り曲げて六面体に組み立てられる包装用プラスチックケースにおいて、低廉なコストでケースの成形及び組み立てが可能であり、二つ折りにしたシートを確実且つ容易に開口し立体化できるようにする。
【解決手段】ケースを構成するシートSを、その正面部A、背面部B及び左右側面C,Dの各面部間の折り曲げ罫線1,2,3,4うち、正面部Aと側面部C間の折り曲げ罫線1を当該罫線の上下端部を結んだ線分Xからずれた部分を有する湾曲形状に設け、且つ背面部Bと側面部D間の折り曲げ罫線3を前記罫線1と平行な形状に設けて形成する。
【解決手段】ケースを構成するシートSを、その正面部A、背面部B及び左右側面C,Dの各面部間の折り曲げ罫線1,2,3,4うち、正面部Aと側面部C間の折り曲げ罫線1を当該罫線の上下端部を結んだ線分Xからずれた部分を有する湾曲形状に設け、且つ背面部Bと側面部D間の折り曲げ罫線3を前記罫線1と平行な形状に設けて形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化粧品や日用品、その他の物品を収納して販売や展示に供するのに好適な包装用プラスチックケースに関する。
【背景技術】
【0002】
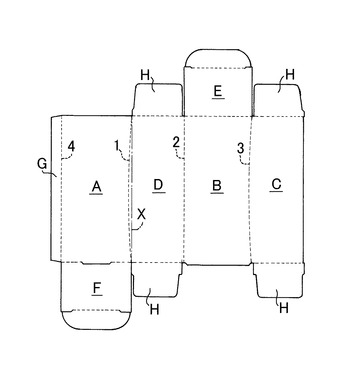
化粧品などの小間物を包装する容器として、透明度の高いプラスチックにより成形されたシートを打ち抜いて、例えば図8(A)に示されるような、正面A、背面B、左右側面C,D、上下蓋面E,F、糊代面G及び差込み面Hの各面部を有する形状のシートSを形出し、このシートSを側面部Cに糊代面部Gを貼り合わせて筒状とし、シート表面に付設された折り曲げ罫線1〜7に沿って前記各面部を折り曲げて六面体に組み立てられるケースが利用されている。
このようなケースは、同図(B)に示されるように、筒状にしたシートSを正面部Aと側面部Cの間の罫線1と、背面部Bと側面部Dの間の罫線3で折り曲げて、偏平な二つ折り状のまま多数積み重ねて保管や運搬に供され、同図(C)に示されるように、物品を包装する際に二つ折り状のシートSを開いて立体化し、箱形に組み立てられるが、組み立てを手作業で行う場合と自動製函機により行う場合の何れでも、シートSの保管状態によっては前記立体化する操作に支障が生じることがあった。
すなわち、二つ折り状のシートSを多数重ねて保管した場合に、下層のシートSはその上方のシートS群の重みを受けて、図9(A)に示されるように、正面部A及び側面部Cと背面部B及び側面部Dが平行にぴったりと密着して略完全な二つ折り状態となり、重なった各面部間に隙間が無く、或いは極めて狭くなって、上下に重なった各面部間を拡開するのに手間を要する。とりわけシートSの剛性が小さく、罫線1,3が硬い場合は開口させ難く、その場合に二つ折り状態のシートSの両側端に内向きの力を加えると、同図(B)に示されるように、中央寄りの罫線2,4でシート全体が「く」の字形に反って折れ曲がり、自動製函機による組み立てが困難になることがあった。
【0003】
このような二つ折りにしたシートSを重ねて保管したときに生じる不具合を解消するため、シートSの各面部間の折り曲げ罫線の内、二つ折りする際に折り曲げられる折り曲げ罫線1,3の破断強度を大きく、その間の折り曲げ罫線2,4の破断強度を小さく設定し、保管場所からシートSを取り出した際に各面部間に作用する反り方向の反発力により、折れ重なった各面部間が広がるように設けた構成のケースが知られている(例えば特許文献1参照)。
また、シートSを二つ折りにした状態で中央寄りに位置する罫線4に曲げ癖を予め付与しておき、保管場所からシートSを取り出した際に前記曲げ癖による弾圧付勢力によって、折れ重なった各面部間が密着することなく、上下の面部間に適宜な幅の間隙が形成されるように設けた構成のケースが知られている(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−130050号公報
【特許文献2】特開2001−171650号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記従来のケースの構成により、二つ折りにしたシートSが開き難くなる不具合を解消することができる。
しかし、折り曲げ罫線の破断強度を異ならせるものは、シートSを二つ折りにした状態で反り方向の反発力が有効に作用するように、罫線を構成する溝の幅や深さ、形状を各罫線で変えるなどして破断強度を精密に調整する必要があり、また、折り癖によるものはシートSの形成工程で折り癖を付与する工程が必要となり、ともにケースの加工コストが高くならざるを得ない。
【0006】
本発明は従来技術の有するこのような問題点に鑑み、所定形状のシートを折り曲げて六面体に組み立てられる包装用プラスチックケースにおいて、低廉なコストでケースの成形及び組み立てが可能であり、二つ折りにしたシートを確実且つ容易に開口し立体化して箱形に組み立てることができるようにすることを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため本発明は、所定形状のプラスチックシートを折り曲げて六面体に組み立てられるケースであって、ケースの正面、背面及び左右側面の各面部間の折り曲げ罫線うち、正面部と一側の側面部間の折り曲げ罫線を当該罫線の上下端部を結んだ線分からずれた部分を有する形状に設け、且つ背面部と他側の側面部間の折り曲げ罫線を前記罫線と平行な形状に設けた構成を有することを特徴とする。
なお、前記「罫線の上下端部を結んだ線分」とは、当該罫線の上端と下端を通る一本の直線を想定したときの、罫線の上下端部間の仮想的な線分をいう。本発明ではシートを二つ折りする際に折り曲げる罫線を、罫線の上下端部間で湾曲するように設けるなどして、前記線分上から外れた部分を有するように設けてある。
また、「ケースの正面、背面及び左右側面」とは、六面体のケースの上下蓋面を除く四側面の何れかの面を「正面」、これと対向する面を「背面」、その間の面を「左右側面」とするものであり、ケースを展示する際に正面側に向く面が必ずしも「ケースの正面」となるのではない。
【0008】
本発明は、正面、背面、左右側面及び上下蓋面の各面部を有する箱形の包装用プラスチックケースであり、正面部、背面部、左右側面部及び糊代面部が四本の折り曲げ罫線を挟んで連設された形状を有するプラスチックシートを、前記糊代面部を側面部に接着して筒状となし、これを前記罫線のうちの二本の罫線で二つ折り状に折り曲げた状態で多数積み重ねて保管や運搬に供し、物品を包装する際に、二つ折りのシートを立体化して六面体に組み立てられるケースに適用されるものである。
【0009】
本発明によれば、正面部とこれに隣接する一側の側面部の間の罫線と、背面部とこれに隣接する他側の側面部の間の罫線、つまり箱形にしたときに対角位置となる一対の罫線が、それぞれ直線的に設けられてはおらず、罫線の上下端部を結ぶ線分からずれた部分を有し、且つシート展開状態で互いに平行となる形状に設けられている。
従って、筒状に設けたシートを前記両罫線で折り曲げて二つ折り状にすると、両罫線の両側の面部が互いに捻れ、つまり罫線を挟んで正面部と一側の側面部が捻れ、同じく罫線を挟んで背面部と他側の側面部が捻れて、両罫線の両側の面部に罫線を軸として互いに拡開する方向へ応力がそれぞれ作用し、二つ折りにしたシートの上下の面部がぴったりと重ならず隙間が生じ、シートの中央部分では上下の面部間に大きな間隙が形成される。そして、ケースを組み立てる際に二つ折り状シートの両側端に内向きに力を加えれば、上下の面部間に間隙が確保されているため、重なったシートがスムーズに開き、容易に立体化して箱形のケースを組み立てることができる。
また、ケース組み立て前に二つ折りにしたシートを多数積み重ねて保管するなどして、積み重なったシート群の下層のシートが鉛直下向きの荷重により偏平になっていたとしても、保管場所からシートを取り出せば、前記罫線両側の面部が互いに捻れていることにより罫線の軸廻りに作用する応力によって偏平なシートは元の形状に復元し、上下の面部間に適宜な幅の隙間が形成されるため、シートの両側端に内向きの圧力を加えてもシートが「く」の字形に反って折れ曲がるようなことはなく、シートをスムーズに立体化させることが可能である。
【0010】
前記構成のプラスチックケースにおいて、正面部と一側の側面部間及び背面部と他側の側面部間の折り曲げ罫線は、筒状のシートを両罫線で折り曲げて二つ折り状にした際に両罫線の両側の面部の捻れ度合いが大きくなる形状に設けることが好ましい。例えば罫線の上下端部を結んだ線分の一側へ湾曲した部分を有する形状に設けたり、前記線分の両側へ湾曲した部分を有する形状に設けたりすることができる。
線分の一側へ湾曲した部分を有する形状としては、線分の左右どちらか一方に、当該線分に対して罫線がなだらかな山形に張り出した形状や略V字形に屈曲した形状、或いは台形状に屈曲した形状などが挙げられる。また、線分の両側へ湾曲した部分を有する形状としては、罫線が線分を中心にして左右にS字形に湾曲して張り出した形状や、線分の左右に交互に連続して波形に張り出した形状などが挙げられる。二つ折りしたシートに荷重がかかっても罫線の両側の面部が捻れることによる応力が作用するように、罫線は曲線により構成することが好ましい。
なお、前記両罫線の間に位置する、正面部と他側の側面部間及び背面部と一側の側面部間の罫線は、それぞれ罫線の上下端部を結んだ線分に沿った直線形状に設けることができる。
【0011】
前記構成において、ケースを構成するシートの材質としては、耐折性が良好なポリエチレンテレフタレート、ポリプロピレン、ポリエチレン、ポリカーボネート、或いはポリ乳酸などの生物由来性樹脂、その他の樹脂単体又はこれらの複合体からなるプラスチックシートを用いることができる。特にポリエチレンテレフタレート製のシートは、透明性が良好で剛性が高い点で好ましく、中でもアモルファスPET(A−PET)は、より透明性が良好で且つ未延伸であるためシートの方向に関係なく強度が高い点で好ましい。
シートの肉厚は、0.1〜0.8mmに設定することができる。0.1mmより薄いと面部の折れ曲がりや破損を来しやすくなり、0.8mmよりも厚いと折り曲げ加工に要する圧力は大となる。耐折性や剛性などを考慮すると、0.2〜0.6mmに設定することが好ましい。
【0012】
シートに付設される折り曲げ罫線の種類は問わず、ミシン目などのスリットを断続させた罫線や凹穴状の押し罫線、V字やU字状、台形状の溝を断続又は連続させた罫線、溝内を二段溝状とした二段罫線、筋状の溝を平行に近接配置した罫線などシートを罫線に沿って折り曲げることが可能な適宜な種類の罫線をケースの寸法やシートの材質、剛性、厚みなどに応じて適宜に設定することができる。
また、罫線の上下端部を結んだ線分に対し、罫線をどれ程ずらして形成するか、或いはどれ程の湾曲度合いとするかも、シートの材質、剛性、厚みなどに応じて適宜に設定可能である。A−PET製の肉厚0.1〜0.8mmシートの場合、前記線分からのずれ幅の大きさ又は湾曲度合いを、罫線の長さ100mmに対して0.1〜2.0mmの範囲に設定することが好ましい。
【図面の簡単な説明】
【0013】
【図1】本発明の第一実施形態のプラスチックケースを構成するシートの展開図である。
【図2】図1のシートを二つ折り状にしたときの切断端面図である。
【図3】本発明の第二実施形態のプラスチックケースを構成するシートの展開図である。
【図4】本発明の第三実施形態のプラスチックケースを構成するシートの展開図である。
【図5】本発明の第四実施形態のプラスチックケースを構成するシートの展開図である。
【図6】本発明の第五実施形態のプラスチックケースを構成するシートの展開図(A)と罫線の構成を拡大して示した図(B)である。
【図7】本発明の他の実施形態のプラスチックケースを構成するシートの展開図である。
【図8】従来のプラスチックケースを構成するシートの展開図(A)、二つ折りにした状態の表面図(B)、二つ折り状態の切断端面図(C)である。
【図9】従来のプラスチックケースの二つ折りにしたシートの切断端面図(A)と荷重を受けて反り返った状態の切断端面図(B)である。
【発明を実施するための形態】
【0014】
本発明の好適な実施形態を図面に基づいて説明する。
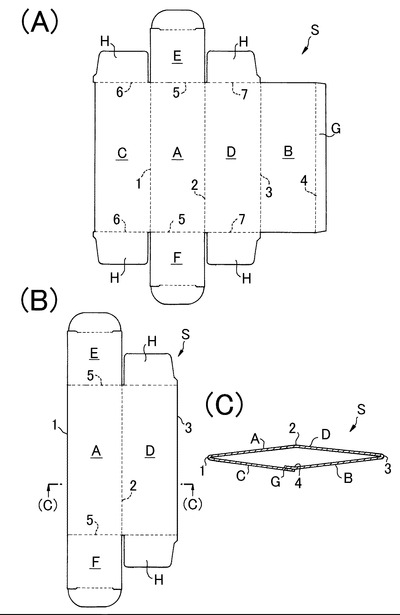
本発明のケースは、シートを折り曲げて正面、背面、左右側面及び上下蓋面の各面部からなる六面体に組み立てられるケースであり、図1は第一実施形態のケースを展開したシートの構成を示している。
【0015】
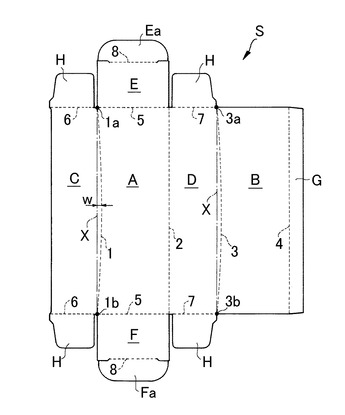
このシートSは、各々矩形の板面からなる、正面部A、背面部B、左右側面部C,D及び糊代面部Gの各面部が折り曲げ罫線1,2,3,4を挟んで連設され、正面部Aの上下縁部に罫線5,5を挟んで上下蓋面部E,Fを設け、左右側面部C,Dの上下縁部には罫線6,7を挟んで差込み面部Hを各々設け、上下蓋面部E,Fの先端に罫線8,8を挟んで差込み片部Ea,Faを設けた形状に形成してある。
そして、同図に示されるように、正面部A、背面部B、左右側面部C,D及び糊代面部Gの各面部間に付設された罫線のうち、正面部Aと側面部Cの間の罫線1と背面部Bと側面部Dの間の罫線3を、直線的に設けずに、それぞれの罫線の上下端部を結ぶ線分Xからずれた部分を有する曲線形状に設け、一方、正面部Aと側面部Dの間の罫線2と背面部Bと糊代面部Gの間の罫線4は、上下蓋面G,Fと差込み面部Hとの間の罫線5,6,7と直交する直線形状に設けてある。
【0016】
詳しくは、罫線1は、その上端部1aと下端部1bを結ぶ線分Xに対して、罫線全体が同図中で右方にずれて張り出し、上下端部1a,1bから線分Xの中間部に近づく程線分Xとのずれ幅が増加し、線分Xの略中間部分でずれ幅が最大となる、湾曲した山形に形成してある。また、罫線3も、罫線1と同様に、その上下端部3a,3bを結ぶ線分Xに対して線分Xの中間部に近づく程漸次ずれ幅が大きくなるように湾曲した山形に形成してある。両罫線1,3は、同一曲面形状をなし、展開したシートS上で平行となるように設けてある。
【0017】
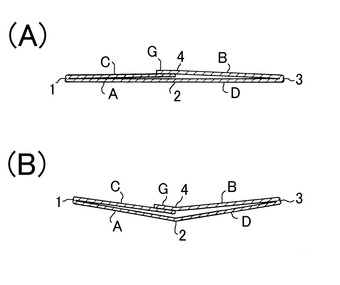
このように形成されたシートSは、糊代面部Gを側面部Cの端部に接着して筒形に形成した状態で、図2に示されるように、罫線1と罫線3で筒状のシートSを二つ折り状に折り曲げて保管や運搬に供され、物品を包装する際に二つ折りのシートを立体化して六面体のケースに組み立てられる。
二つ折りにしたシートSは、罫線1と罫線3がともに湾曲した曲面形状に設けてあるので、罫線1の両側で正面部Aと側面部Cが互いに捻れ、罫線3の両側で背面部Bと側面部Dが互いに捻れて、それぞれの罫線1,3を軸として上下の面部を拡開する方向へ応力が作用して上下の面部間に隙間が生じ、シートSの中央部分では上下の面部の間に大きな間隙が確保されることとなり、ケースを組み立てる際に二つ折り状になったシートSの両側端に内向きに力を加えれば、シートSがスムーズに開いて立体化し、箱形のケースに組み立てることが可能である。
二つ折りにしたシートSを多数積み重ねて保管するなどして、積み重なったシートS群の重みにより下層のシートSが偏平になっていたとしても、保管場所からシートを取り出せば、シートSを二つ折りにした状態で罫線1,3の両側の面部が互いに捻れていることにより罫線1,3の軸廻りに作用する応力によって偏平なシートSは元の形状に復元して上下の面部間に適宜な幅の隙間が形成され、シートSをスムーズに立体化させることが可能である。
【0018】
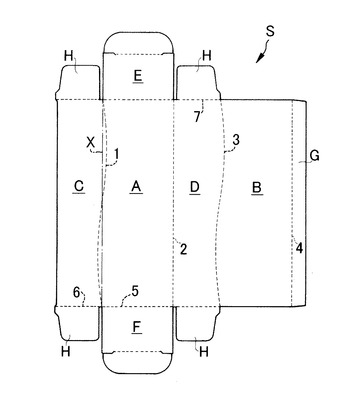
図3は本発明の第二実施形態のケースを展開したシートの構成を示しており、この形態は、前記形態と同様に、正面部Aと側面部Cの間の罫線1と背面部Bと側面部Dの間の罫線3を展開したシートS上で平行に配置するとともに、それぞれ罫線の上下端部を結ぶ線分Xに対して、罫線1,3の上半部が線分Xの右方、下半部が線分Xの左方にそれぞれ湾曲して張り出すように略S字形の曲線形状に形成したものである。
【0019】
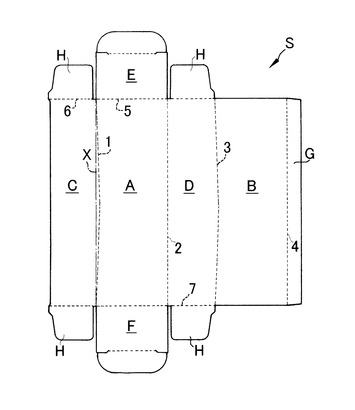
図4は本発明の第三実施形態のケースを展開したシートの構成を示しており、この形態は、前記第一実施形と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、それぞれの罫線の上下端部を結ぶ線分Xに対して、罫線全体が右方にずれて張り出し、上下端部から線分Xの中間部に近づく程線分Xとのずれ幅が増加し、線分Xの略中間部分でずれ幅が最大となる、湾曲したV字形に形成したものである。
【0020】
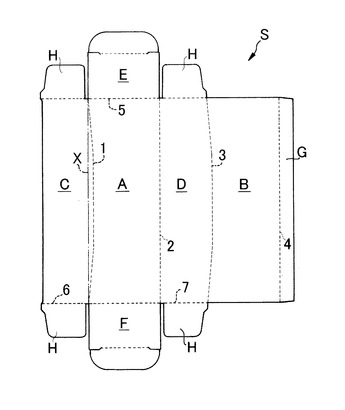
図5は本発明の第四実施形態のケースを展開したシートの構成を示しており、この形態は、前記各形態と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、それぞれの罫線1,3をその上下端部を結ぶ線分Xに対して、罫線全体が右方にずれて張り出し、且つその上下端部から線分Xの中間部に近づく程漸次ずれ幅が大きくなり、線分Xの中間部分において所定の幅で一定のずれ幅となるようにして、罫線1,3と線分Xとで略台形の輪郭をなす湾曲形状に形成したものである。
【0021】
これらの実施形態において、例えばシートSの肉厚が0.1〜0.8mm程度であれば、線分Xと罫線1,3とのずれ幅の大きさは(図1中のw)、罫線の長さが100mmの場合に最大のずれ幅が0.1〜2.0mmの範囲(0.1/100mm〜2.0/100mm)となるように罫線1,3を湾曲させることが好ましい。
【0022】
図6は本発明の第五実施形態のケースを展開したシートの構成を示しており、この形態は、前記各形態と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、罫線1,3をその上下端部を結ぶ線分Xに沿って正弦カーブの如き形状に形成し、両罫線1,3が線分Xの左右両側へ所定の間隔で所定の幅で湾曲して張り出す連続した波形状に形成したものである。
この場合の罫線1,3の連続する波形は、同図(B)に示されるように、線分Xに沿って一定の間隔でその左右両側に略同じ幅だけ張り出すように設定することが好ましい。例えばシートSの肉厚が0.1〜0.8mm程度であれば、左右に張り出す一つの波の長さRa、Rbを2.0mm以上、一周期の波の長さRcを4.0mm以上、波の頂部の円弧の半径Rgを2.0mm以上、線分Xからの左右の波のずれ幅Rd、Reを0.1〜1.0mm程度の範囲、左右の波の頂部間の間隔Rfを0.2〜2.0mm程度の範囲に設定することが好ましい。
【0023】
これら第二〜第五実施形態のように罫線1、3を設けても、シートSを二つ折りにした際にシートSの中央に大きな間隙が形成され、第一実施形態と同様な効果を得ることができる。なお、これらの実施形態ではシートSを同一外形状に設けたが、本発明はシートSの外形状がこれに限定されるものではなく、シートSは正面部A、背面部B、左右側面部C,D及び糊代面部Gが四本の折り曲げ罫線1,2,3,4を挟んで連設された形状であれば、例えば図7に示されるような、適宜な外形状に設けることが可能である。
【0024】
実施例と比較例に基づき本発明のケースの有用な効果について説明する。
(実施例1)
図1に示された第一実施形態のケースを作製してケースの性能を評価した。
厚さ0.3mmのA−PETを用い、ケース寸法(W・D・L)が30mm×30mm×100mmで、罫線1,3の線分Xに対する最大ずれ幅(図1中のw)を0.1mmに設定したシートSを10枚形成した。各々のシートSを筒状に加工して10個のサンプルケースを作製した。シートSは、上記加工寸法の抜き型を作製し、「ムラ取りプレス機」油圧20tプレスによって作製した。
各サンプルケースについて、罫線1,3で二つ折りにした状態で、その上面に3kgの重りを載せて5日間放置し、その後、重りを取り去ったときのシートSの上下の面部間の開口寸法(開口高さ)をスケールルーペにて測定した。併せて、後述する開口性官能評価、外観官能評価、総合評価を行った。なお、開口寸法は、下側に位置する面部と直交する方向に沿って、上下の面部間の隙間が最大となる点を測定した(図2中の正面部A内の垂線Max参照)。
また、ケース寸法が60mm×30mm×100mmのケースについても、前記と同様に作製し、同様な測定及び評価を行った。
その結果を表1に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.0mm、60mm×30mm×100mmのケースが5.0mmであった。
【0025】
【表1】

【0026】
(実施例2)
罫線1,3の線分Xに対する最大ずれ幅を0.2mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表2に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.4mm、60mm×30mm×100mmのケースが5.3mmであった。
【0027】
【表2】
【0028】
(実施例3)
罫線1,3の線分Xに対する最大ずれ幅を0.3mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表3に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.9mm、60mm×30mm×100mmのケースが6.6mmであった。
【0029】
【表3】
【0030】
(実施例4)
罫線1,3の線分Xに対する最大ずれ幅を0.5mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表4に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが4.1mm、60mm×30mm×100mmのケースが6.6mmであった。
【0031】
【表4】
【0032】
(実施例5)
図3に示された第二実施形態のケースを作製してケースの性能を評価した。
厚さ0.3mmのA−PETを用い、ケース寸法が30mm×30mm×100mmで、罫線1,3の線分Xに対する最大ずれ幅を0.3mmに設定したシートSを、実施例1と同様の油圧プレスによって10枚形成し、各々のシートSを筒状に加工して10個のサンプルケースを作製した。
また、ケース寸法が60mm×30mm×100mmのケースについても、前記と同様にして、10個のサンプルケースを作製した。
各サンプルケースについて、罫線1,3で二つ折り状にした状態で、実施例1と同様の測定及び評価を行った。
その結果を表5に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが4.3mm、60mm×30mm×100mmのケースが6.7mmであった。
【0033】
【表5】
【0034】
(実施例6)
図4に示された第三実施形態のケースを作製してケースの性能を評価した。
作製したケースの寸法、シートSの成形条件、ケースの測定条件及び評価内容は実施例5と同様である。
その結果を表6に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.1mm、60mm×30mm×100mmのケースが4.7mmであった。
【0035】
【表6】
【0036】
(実施例7)
図5に示された第三実施形態のケースを作製してケースの性能を評価した。
作製したケースの寸法、シートSの成形条件、ケースの測定条件及び評価内容は実施例5と同様である。
その結果を表7に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.8mm、60mm×30mm×100mmのケースが5.2mmであった。
【0037】
【表7】
【0038】
(比較例)
厚さ0.3mmのA−PET製のシートSを用い、図8に示されたケースを作製した。
作製したケースは、寸法が30mm×30mm×100mmと、60mm×30mm×100mmの二種類で、それぞれシートSを10枚形成し、各シートSを筒状に加工して10個のサンプルケースをそれぞれ作製した。
各サンプルケースについて、罫線1,3で二つ折りにした状態で、前記各実施例と同様に、上面に3kgの重りを載せて5日間放置し、その後、重りを取り去ったときのシートSの上下の面部間の開口寸法をスケールルーペにて測定した。
その結果を表8に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが2.8mm、60mm×30mm×100mmのケースが4.7mmであった。
【0039】
【表8】
【0040】
前記各実施例の開口性官能評価、外観官能評価、総合評価の内容は以下の通りである。
(1)開口性官能評価
比較例1の同寸法のケースと比べて、開口寸法が広いものには○、同程度のものには△、狭いものには×をそれぞれ表記した。
(2)外観官能評価
二つ折りのシートSをケースに組み立てた状態で、両罫線1,3廻りでケースの歪みが確認できないものには○、歪みがやや目立つものには△、歪みが明らかに目立つものには×をそれぞれ表記した。
(3)総合評価
ケースに組み立てた状態で、ケースの外観から製品として出荷可能と判断できるものには○、出荷可能か判断が分かれると考えられるものには△、明らかに出荷困難と判断できるものには×をそれぞれ表記した。
【0041】
前記実施例及び比較例によれば、本発明のケースは、シートSを二つ折りにした状態で、シートSは偏平にはならず、その中央部分に大きな隙間が形成される。また、二つ折りにしたシートSの上面に荷重が加わって偏平状になっても、荷重がなくなればシートSは元の形状に復元し、その中央部分には適宜な幅の隙間が確保される。
従って、シートSをケースに組み立てる際に、二つ折りにしたシートSを確実且つ容易に開いて立体化することができ、本発明のケースは起函作業性を良好に改善し、自動製函機でのケースの組み立てにおける効率向上に寄与するものである。
【符号の説明】
【0042】
S シート、A 正面部、B 背面部、C,D 側面部、E,F 蓋面部、G 糊代面部、H 差込み面部、1〜7 折り曲げ罫線、X 線分
【技術分野】
【0001】
本発明は、化粧品や日用品、その他の物品を収納して販売や展示に供するのに好適な包装用プラスチックケースに関する。
【背景技術】
【0002】
化粧品などの小間物を包装する容器として、透明度の高いプラスチックにより成形されたシートを打ち抜いて、例えば図8(A)に示されるような、正面A、背面B、左右側面C,D、上下蓋面E,F、糊代面G及び差込み面Hの各面部を有する形状のシートSを形出し、このシートSを側面部Cに糊代面部Gを貼り合わせて筒状とし、シート表面に付設された折り曲げ罫線1〜7に沿って前記各面部を折り曲げて六面体に組み立てられるケースが利用されている。
このようなケースは、同図(B)に示されるように、筒状にしたシートSを正面部Aと側面部Cの間の罫線1と、背面部Bと側面部Dの間の罫線3で折り曲げて、偏平な二つ折り状のまま多数積み重ねて保管や運搬に供され、同図(C)に示されるように、物品を包装する際に二つ折り状のシートSを開いて立体化し、箱形に組み立てられるが、組み立てを手作業で行う場合と自動製函機により行う場合の何れでも、シートSの保管状態によっては前記立体化する操作に支障が生じることがあった。
すなわち、二つ折り状のシートSを多数重ねて保管した場合に、下層のシートSはその上方のシートS群の重みを受けて、図9(A)に示されるように、正面部A及び側面部Cと背面部B及び側面部Dが平行にぴったりと密着して略完全な二つ折り状態となり、重なった各面部間に隙間が無く、或いは極めて狭くなって、上下に重なった各面部間を拡開するのに手間を要する。とりわけシートSの剛性が小さく、罫線1,3が硬い場合は開口させ難く、その場合に二つ折り状態のシートSの両側端に内向きの力を加えると、同図(B)に示されるように、中央寄りの罫線2,4でシート全体が「く」の字形に反って折れ曲がり、自動製函機による組み立てが困難になることがあった。
【0003】
このような二つ折りにしたシートSを重ねて保管したときに生じる不具合を解消するため、シートSの各面部間の折り曲げ罫線の内、二つ折りする際に折り曲げられる折り曲げ罫線1,3の破断強度を大きく、その間の折り曲げ罫線2,4の破断強度を小さく設定し、保管場所からシートSを取り出した際に各面部間に作用する反り方向の反発力により、折れ重なった各面部間が広がるように設けた構成のケースが知られている(例えば特許文献1参照)。
また、シートSを二つ折りにした状態で中央寄りに位置する罫線4に曲げ癖を予め付与しておき、保管場所からシートSを取り出した際に前記曲げ癖による弾圧付勢力によって、折れ重なった各面部間が密着することなく、上下の面部間に適宜な幅の間隙が形成されるように設けた構成のケースが知られている(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−130050号公報
【特許文献2】特開2001−171650号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記従来のケースの構成により、二つ折りにしたシートSが開き難くなる不具合を解消することができる。
しかし、折り曲げ罫線の破断強度を異ならせるものは、シートSを二つ折りにした状態で反り方向の反発力が有効に作用するように、罫線を構成する溝の幅や深さ、形状を各罫線で変えるなどして破断強度を精密に調整する必要があり、また、折り癖によるものはシートSの形成工程で折り癖を付与する工程が必要となり、ともにケースの加工コストが高くならざるを得ない。
【0006】
本発明は従来技術の有するこのような問題点に鑑み、所定形状のシートを折り曲げて六面体に組み立てられる包装用プラスチックケースにおいて、低廉なコストでケースの成形及び組み立てが可能であり、二つ折りにしたシートを確実且つ容易に開口し立体化して箱形に組み立てることができるようにすることを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため本発明は、所定形状のプラスチックシートを折り曲げて六面体に組み立てられるケースであって、ケースの正面、背面及び左右側面の各面部間の折り曲げ罫線うち、正面部と一側の側面部間の折り曲げ罫線を当該罫線の上下端部を結んだ線分からずれた部分を有する形状に設け、且つ背面部と他側の側面部間の折り曲げ罫線を前記罫線と平行な形状に設けた構成を有することを特徴とする。
なお、前記「罫線の上下端部を結んだ線分」とは、当該罫線の上端と下端を通る一本の直線を想定したときの、罫線の上下端部間の仮想的な線分をいう。本発明ではシートを二つ折りする際に折り曲げる罫線を、罫線の上下端部間で湾曲するように設けるなどして、前記線分上から外れた部分を有するように設けてある。
また、「ケースの正面、背面及び左右側面」とは、六面体のケースの上下蓋面を除く四側面の何れかの面を「正面」、これと対向する面を「背面」、その間の面を「左右側面」とするものであり、ケースを展示する際に正面側に向く面が必ずしも「ケースの正面」となるのではない。
【0008】
本発明は、正面、背面、左右側面及び上下蓋面の各面部を有する箱形の包装用プラスチックケースであり、正面部、背面部、左右側面部及び糊代面部が四本の折り曲げ罫線を挟んで連設された形状を有するプラスチックシートを、前記糊代面部を側面部に接着して筒状となし、これを前記罫線のうちの二本の罫線で二つ折り状に折り曲げた状態で多数積み重ねて保管や運搬に供し、物品を包装する際に、二つ折りのシートを立体化して六面体に組み立てられるケースに適用されるものである。
【0009】
本発明によれば、正面部とこれに隣接する一側の側面部の間の罫線と、背面部とこれに隣接する他側の側面部の間の罫線、つまり箱形にしたときに対角位置となる一対の罫線が、それぞれ直線的に設けられてはおらず、罫線の上下端部を結ぶ線分からずれた部分を有し、且つシート展開状態で互いに平行となる形状に設けられている。
従って、筒状に設けたシートを前記両罫線で折り曲げて二つ折り状にすると、両罫線の両側の面部が互いに捻れ、つまり罫線を挟んで正面部と一側の側面部が捻れ、同じく罫線を挟んで背面部と他側の側面部が捻れて、両罫線の両側の面部に罫線を軸として互いに拡開する方向へ応力がそれぞれ作用し、二つ折りにしたシートの上下の面部がぴったりと重ならず隙間が生じ、シートの中央部分では上下の面部間に大きな間隙が形成される。そして、ケースを組み立てる際に二つ折り状シートの両側端に内向きに力を加えれば、上下の面部間に間隙が確保されているため、重なったシートがスムーズに開き、容易に立体化して箱形のケースを組み立てることができる。
また、ケース組み立て前に二つ折りにしたシートを多数積み重ねて保管するなどして、積み重なったシート群の下層のシートが鉛直下向きの荷重により偏平になっていたとしても、保管場所からシートを取り出せば、前記罫線両側の面部が互いに捻れていることにより罫線の軸廻りに作用する応力によって偏平なシートは元の形状に復元し、上下の面部間に適宜な幅の隙間が形成されるため、シートの両側端に内向きの圧力を加えてもシートが「く」の字形に反って折れ曲がるようなことはなく、シートをスムーズに立体化させることが可能である。
【0010】
前記構成のプラスチックケースにおいて、正面部と一側の側面部間及び背面部と他側の側面部間の折り曲げ罫線は、筒状のシートを両罫線で折り曲げて二つ折り状にした際に両罫線の両側の面部の捻れ度合いが大きくなる形状に設けることが好ましい。例えば罫線の上下端部を結んだ線分の一側へ湾曲した部分を有する形状に設けたり、前記線分の両側へ湾曲した部分を有する形状に設けたりすることができる。
線分の一側へ湾曲した部分を有する形状としては、線分の左右どちらか一方に、当該線分に対して罫線がなだらかな山形に張り出した形状や略V字形に屈曲した形状、或いは台形状に屈曲した形状などが挙げられる。また、線分の両側へ湾曲した部分を有する形状としては、罫線が線分を中心にして左右にS字形に湾曲して張り出した形状や、線分の左右に交互に連続して波形に張り出した形状などが挙げられる。二つ折りしたシートに荷重がかかっても罫線の両側の面部が捻れることによる応力が作用するように、罫線は曲線により構成することが好ましい。
なお、前記両罫線の間に位置する、正面部と他側の側面部間及び背面部と一側の側面部間の罫線は、それぞれ罫線の上下端部を結んだ線分に沿った直線形状に設けることができる。
【0011】
前記構成において、ケースを構成するシートの材質としては、耐折性が良好なポリエチレンテレフタレート、ポリプロピレン、ポリエチレン、ポリカーボネート、或いはポリ乳酸などの生物由来性樹脂、その他の樹脂単体又はこれらの複合体からなるプラスチックシートを用いることができる。特にポリエチレンテレフタレート製のシートは、透明性が良好で剛性が高い点で好ましく、中でもアモルファスPET(A−PET)は、より透明性が良好で且つ未延伸であるためシートの方向に関係なく強度が高い点で好ましい。
シートの肉厚は、0.1〜0.8mmに設定することができる。0.1mmより薄いと面部の折れ曲がりや破損を来しやすくなり、0.8mmよりも厚いと折り曲げ加工に要する圧力は大となる。耐折性や剛性などを考慮すると、0.2〜0.6mmに設定することが好ましい。
【0012】
シートに付設される折り曲げ罫線の種類は問わず、ミシン目などのスリットを断続させた罫線や凹穴状の押し罫線、V字やU字状、台形状の溝を断続又は連続させた罫線、溝内を二段溝状とした二段罫線、筋状の溝を平行に近接配置した罫線などシートを罫線に沿って折り曲げることが可能な適宜な種類の罫線をケースの寸法やシートの材質、剛性、厚みなどに応じて適宜に設定することができる。
また、罫線の上下端部を結んだ線分に対し、罫線をどれ程ずらして形成するか、或いはどれ程の湾曲度合いとするかも、シートの材質、剛性、厚みなどに応じて適宜に設定可能である。A−PET製の肉厚0.1〜0.8mmシートの場合、前記線分からのずれ幅の大きさ又は湾曲度合いを、罫線の長さ100mmに対して0.1〜2.0mmの範囲に設定することが好ましい。
【図面の簡単な説明】
【0013】
【図1】本発明の第一実施形態のプラスチックケースを構成するシートの展開図である。
【図2】図1のシートを二つ折り状にしたときの切断端面図である。
【図3】本発明の第二実施形態のプラスチックケースを構成するシートの展開図である。
【図4】本発明の第三実施形態のプラスチックケースを構成するシートの展開図である。
【図5】本発明の第四実施形態のプラスチックケースを構成するシートの展開図である。
【図6】本発明の第五実施形態のプラスチックケースを構成するシートの展開図(A)と罫線の構成を拡大して示した図(B)である。
【図7】本発明の他の実施形態のプラスチックケースを構成するシートの展開図である。
【図8】従来のプラスチックケースを構成するシートの展開図(A)、二つ折りにした状態の表面図(B)、二つ折り状態の切断端面図(C)である。
【図9】従来のプラスチックケースの二つ折りにしたシートの切断端面図(A)と荷重を受けて反り返った状態の切断端面図(B)である。
【発明を実施するための形態】
【0014】
本発明の好適な実施形態を図面に基づいて説明する。
本発明のケースは、シートを折り曲げて正面、背面、左右側面及び上下蓋面の各面部からなる六面体に組み立てられるケースであり、図1は第一実施形態のケースを展開したシートの構成を示している。
【0015】
このシートSは、各々矩形の板面からなる、正面部A、背面部B、左右側面部C,D及び糊代面部Gの各面部が折り曲げ罫線1,2,3,4を挟んで連設され、正面部Aの上下縁部に罫線5,5を挟んで上下蓋面部E,Fを設け、左右側面部C,Dの上下縁部には罫線6,7を挟んで差込み面部Hを各々設け、上下蓋面部E,Fの先端に罫線8,8を挟んで差込み片部Ea,Faを設けた形状に形成してある。
そして、同図に示されるように、正面部A、背面部B、左右側面部C,D及び糊代面部Gの各面部間に付設された罫線のうち、正面部Aと側面部Cの間の罫線1と背面部Bと側面部Dの間の罫線3を、直線的に設けずに、それぞれの罫線の上下端部を結ぶ線分Xからずれた部分を有する曲線形状に設け、一方、正面部Aと側面部Dの間の罫線2と背面部Bと糊代面部Gの間の罫線4は、上下蓋面G,Fと差込み面部Hとの間の罫線5,6,7と直交する直線形状に設けてある。
【0016】
詳しくは、罫線1は、その上端部1aと下端部1bを結ぶ線分Xに対して、罫線全体が同図中で右方にずれて張り出し、上下端部1a,1bから線分Xの中間部に近づく程線分Xとのずれ幅が増加し、線分Xの略中間部分でずれ幅が最大となる、湾曲した山形に形成してある。また、罫線3も、罫線1と同様に、その上下端部3a,3bを結ぶ線分Xに対して線分Xの中間部に近づく程漸次ずれ幅が大きくなるように湾曲した山形に形成してある。両罫線1,3は、同一曲面形状をなし、展開したシートS上で平行となるように設けてある。
【0017】
このように形成されたシートSは、糊代面部Gを側面部Cの端部に接着して筒形に形成した状態で、図2に示されるように、罫線1と罫線3で筒状のシートSを二つ折り状に折り曲げて保管や運搬に供され、物品を包装する際に二つ折りのシートを立体化して六面体のケースに組み立てられる。
二つ折りにしたシートSは、罫線1と罫線3がともに湾曲した曲面形状に設けてあるので、罫線1の両側で正面部Aと側面部Cが互いに捻れ、罫線3の両側で背面部Bと側面部Dが互いに捻れて、それぞれの罫線1,3を軸として上下の面部を拡開する方向へ応力が作用して上下の面部間に隙間が生じ、シートSの中央部分では上下の面部の間に大きな間隙が確保されることとなり、ケースを組み立てる際に二つ折り状になったシートSの両側端に内向きに力を加えれば、シートSがスムーズに開いて立体化し、箱形のケースに組み立てることが可能である。
二つ折りにしたシートSを多数積み重ねて保管するなどして、積み重なったシートS群の重みにより下層のシートSが偏平になっていたとしても、保管場所からシートを取り出せば、シートSを二つ折りにした状態で罫線1,3の両側の面部が互いに捻れていることにより罫線1,3の軸廻りに作用する応力によって偏平なシートSは元の形状に復元して上下の面部間に適宜な幅の隙間が形成され、シートSをスムーズに立体化させることが可能である。
【0018】
図3は本発明の第二実施形態のケースを展開したシートの構成を示しており、この形態は、前記形態と同様に、正面部Aと側面部Cの間の罫線1と背面部Bと側面部Dの間の罫線3を展開したシートS上で平行に配置するとともに、それぞれ罫線の上下端部を結ぶ線分Xに対して、罫線1,3の上半部が線分Xの右方、下半部が線分Xの左方にそれぞれ湾曲して張り出すように略S字形の曲線形状に形成したものである。
【0019】
図4は本発明の第三実施形態のケースを展開したシートの構成を示しており、この形態は、前記第一実施形と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、それぞれの罫線の上下端部を結ぶ線分Xに対して、罫線全体が右方にずれて張り出し、上下端部から線分Xの中間部に近づく程線分Xとのずれ幅が増加し、線分Xの略中間部分でずれ幅が最大となる、湾曲したV字形に形成したものである。
【0020】
図5は本発明の第四実施形態のケースを展開したシートの構成を示しており、この形態は、前記各形態と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、それぞれの罫線1,3をその上下端部を結ぶ線分Xに対して、罫線全体が右方にずれて張り出し、且つその上下端部から線分Xの中間部に近づく程漸次ずれ幅が大きくなり、線分Xの中間部分において所定の幅で一定のずれ幅となるようにして、罫線1,3と線分Xとで略台形の輪郭をなす湾曲形状に形成したものである。
【0021】
これらの実施形態において、例えばシートSの肉厚が0.1〜0.8mm程度であれば、線分Xと罫線1,3とのずれ幅の大きさは(図1中のw)、罫線の長さが100mmの場合に最大のずれ幅が0.1〜2.0mmの範囲(0.1/100mm〜2.0/100mm)となるように罫線1,3を湾曲させることが好ましい。
【0022】
図6は本発明の第五実施形態のケースを展開したシートの構成を示しており、この形態は、前記各形態と同様に、罫線1と罫線3を展開したシートS上で平行に配置するとともに、罫線1,3をその上下端部を結ぶ線分Xに沿って正弦カーブの如き形状に形成し、両罫線1,3が線分Xの左右両側へ所定の間隔で所定の幅で湾曲して張り出す連続した波形状に形成したものである。
この場合の罫線1,3の連続する波形は、同図(B)に示されるように、線分Xに沿って一定の間隔でその左右両側に略同じ幅だけ張り出すように設定することが好ましい。例えばシートSの肉厚が0.1〜0.8mm程度であれば、左右に張り出す一つの波の長さRa、Rbを2.0mm以上、一周期の波の長さRcを4.0mm以上、波の頂部の円弧の半径Rgを2.0mm以上、線分Xからの左右の波のずれ幅Rd、Reを0.1〜1.0mm程度の範囲、左右の波の頂部間の間隔Rfを0.2〜2.0mm程度の範囲に設定することが好ましい。
【0023】
これら第二〜第五実施形態のように罫線1、3を設けても、シートSを二つ折りにした際にシートSの中央に大きな間隙が形成され、第一実施形態と同様な効果を得ることができる。なお、これらの実施形態ではシートSを同一外形状に設けたが、本発明はシートSの外形状がこれに限定されるものではなく、シートSは正面部A、背面部B、左右側面部C,D及び糊代面部Gが四本の折り曲げ罫線1,2,3,4を挟んで連設された形状であれば、例えば図7に示されるような、適宜な外形状に設けることが可能である。
【0024】
実施例と比較例に基づき本発明のケースの有用な効果について説明する。
(実施例1)
図1に示された第一実施形態のケースを作製してケースの性能を評価した。
厚さ0.3mmのA−PETを用い、ケース寸法(W・D・L)が30mm×30mm×100mmで、罫線1,3の線分Xに対する最大ずれ幅(図1中のw)を0.1mmに設定したシートSを10枚形成した。各々のシートSを筒状に加工して10個のサンプルケースを作製した。シートSは、上記加工寸法の抜き型を作製し、「ムラ取りプレス機」油圧20tプレスによって作製した。
各サンプルケースについて、罫線1,3で二つ折りにした状態で、その上面に3kgの重りを載せて5日間放置し、その後、重りを取り去ったときのシートSの上下の面部間の開口寸法(開口高さ)をスケールルーペにて測定した。併せて、後述する開口性官能評価、外観官能評価、総合評価を行った。なお、開口寸法は、下側に位置する面部と直交する方向に沿って、上下の面部間の隙間が最大となる点を測定した(図2中の正面部A内の垂線Max参照)。
また、ケース寸法が60mm×30mm×100mmのケースについても、前記と同様に作製し、同様な測定及び評価を行った。
その結果を表1に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.0mm、60mm×30mm×100mmのケースが5.0mmであった。
【0025】
【表1】
【0026】
(実施例2)
罫線1,3の線分Xに対する最大ずれ幅を0.2mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表2に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.4mm、60mm×30mm×100mmのケースが5.3mmであった。
【0027】
【表2】
【0028】
(実施例3)
罫線1,3の線分Xに対する最大ずれ幅を0.3mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表3に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.9mm、60mm×30mm×100mmのケースが6.6mmであった。
【0029】
【表3】
【0030】
(実施例4)
罫線1,3の線分Xに対する最大ずれ幅を0.5mmに設定した以外は、実施例1と同じ条件で10個のサンプルケースを作製し、実施例1と同様にケースの性能を評価した。
その結果を表4に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが4.1mm、60mm×30mm×100mmのケースが6.6mmであった。
【0031】
【表4】
【0032】
(実施例5)
図3に示された第二実施形態のケースを作製してケースの性能を評価した。
厚さ0.3mmのA−PETを用い、ケース寸法が30mm×30mm×100mmで、罫線1,3の線分Xに対する最大ずれ幅を0.3mmに設定したシートSを、実施例1と同様の油圧プレスによって10枚形成し、各々のシートSを筒状に加工して10個のサンプルケースを作製した。
また、ケース寸法が60mm×30mm×100mmのケースについても、前記と同様にして、10個のサンプルケースを作製した。
各サンプルケースについて、罫線1,3で二つ折り状にした状態で、実施例1と同様の測定及び評価を行った。
その結果を表5に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが4.3mm、60mm×30mm×100mmのケースが6.7mmであった。
【0033】
【表5】
【0034】
(実施例6)
図4に示された第三実施形態のケースを作製してケースの性能を評価した。
作製したケースの寸法、シートSの成形条件、ケースの測定条件及び評価内容は実施例5と同様である。
その結果を表6に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.1mm、60mm×30mm×100mmのケースが4.7mmであった。
【0035】
【表6】
【0036】
(実施例7)
図5に示された第三実施形態のケースを作製してケースの性能を評価した。
作製したケースの寸法、シートSの成形条件、ケースの測定条件及び評価内容は実施例5と同様である。
その結果を表7に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが3.8mm、60mm×30mm×100mmのケースが5.2mmであった。
【0037】
【表7】
【0038】
(比較例)
厚さ0.3mmのA−PET製のシートSを用い、図8に示されたケースを作製した。
作製したケースは、寸法が30mm×30mm×100mmと、60mm×30mm×100mmの二種類で、それぞれシートSを10枚形成し、各シートSを筒状に加工して10個のサンプルケースをそれぞれ作製した。
各サンプルケースについて、罫線1,3で二つ折りにした状態で、前記各実施例と同様に、上面に3kgの重りを載せて5日間放置し、その後、重りを取り去ったときのシートSの上下の面部間の開口寸法をスケールルーペにて測定した。
その結果を表8に示す。なお、測定された10個のサンプルケースの開口寸法の平均は、30mm×30mm×100mmのケースが2.8mm、60mm×30mm×100mmのケースが4.7mmであった。
【0039】
【表8】
【0040】
前記各実施例の開口性官能評価、外観官能評価、総合評価の内容は以下の通りである。
(1)開口性官能評価
比較例1の同寸法のケースと比べて、開口寸法が広いものには○、同程度のものには△、狭いものには×をそれぞれ表記した。
(2)外観官能評価
二つ折りのシートSをケースに組み立てた状態で、両罫線1,3廻りでケースの歪みが確認できないものには○、歪みがやや目立つものには△、歪みが明らかに目立つものには×をそれぞれ表記した。
(3)総合評価
ケースに組み立てた状態で、ケースの外観から製品として出荷可能と判断できるものには○、出荷可能か判断が分かれると考えられるものには△、明らかに出荷困難と判断できるものには×をそれぞれ表記した。
【0041】
前記実施例及び比較例によれば、本発明のケースは、シートSを二つ折りにした状態で、シートSは偏平にはならず、その中央部分に大きな隙間が形成される。また、二つ折りにしたシートSの上面に荷重が加わって偏平状になっても、荷重がなくなればシートSは元の形状に復元し、その中央部分には適宜な幅の隙間が確保される。
従って、シートSをケースに組み立てる際に、二つ折りにしたシートSを確実且つ容易に開いて立体化することができ、本発明のケースは起函作業性を良好に改善し、自動製函機でのケースの組み立てにおける効率向上に寄与するものである。
【符号の説明】
【0042】
S シート、A 正面部、B 背面部、C,D 側面部、E,F 蓋面部、G 糊代面部、H 差込み面部、1〜7 折り曲げ罫線、X 線分
【特許請求の範囲】
【請求項1】
所定形状のプラスチックシート(S)を折り曲げて六面体に組み立てられるケースであって、ケースの正面(A)、背面(B)及び左右側面(C,D)の各面部間の折り曲げ罫線(1,2,3,4)うち、正面部(A)と一側の側面部(C)間の折り曲げ罫線(1)を当該罫線の上下端部を結んだ線分(X)からずれた部分を有する形状に設け、且つ背面部(B)と他側の側面部(D)間の折り曲げ罫線(3)を前記罫線(1)と平行な形状に設けた構成を有することを特徴とする包装用プラスチックケース。
【請求項2】
正面部(A)と一側の側面部(C)間の折り曲げ罫線(1)が、当該罫線の上下端部を結んだ線分(X)の一側へ又は両側へ湾曲した部分を有する形状に設けられた請求項1に記載の包装用プラスチックケース。
【請求項1】
所定形状のプラスチックシート(S)を折り曲げて六面体に組み立てられるケースであって、ケースの正面(A)、背面(B)及び左右側面(C,D)の各面部間の折り曲げ罫線(1,2,3,4)うち、正面部(A)と一側の側面部(C)間の折り曲げ罫線(1)を当該罫線の上下端部を結んだ線分(X)からずれた部分を有する形状に設け、且つ背面部(B)と他側の側面部(D)間の折り曲げ罫線(3)を前記罫線(1)と平行な形状に設けた構成を有することを特徴とする包装用プラスチックケース。
【請求項2】
正面部(A)と一側の側面部(C)間の折り曲げ罫線(1)が、当該罫線の上下端部を結んだ線分(X)の一側へ又は両側へ湾曲した部分を有する形状に設けられた請求項1に記載の包装用プラスチックケース。
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−285180(P2010−285180A)
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2009−140137(P2009−140137)
【出願日】平成21年6月11日(2009.6.11)
【出願人】(591123252)菱江産業株式会社 (18)
【Fターム(参考)】
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成21年6月11日(2009.6.11)
【出願人】(591123252)菱江産業株式会社 (18)
【Fターム(参考)】
[ Back to top ]