
印刷用版材及びその製版方法

【課題】レーザ彫刻による製作時間の短縮とコストダウンを図り、段ボール印刷に適する版材とその製版方法を提供する。
【解決手段】支持体(1)上の下地層(2)に接着剤層(3)を介して感光性を有さない樹脂層(4)を設け、接着剤層(3)が活性光線の照射によって接着力が向上する性質の組成物で形成されたダンボール印刷用版材において、前記樹脂層(4)の厚さを1.7〜9.0mmに形成し、この樹脂層(4)の表面に複数の画像部輪郭(5)をレーザ彫刻するとともに、この彫刻された画像部輪郭(5)の外輪部(5A)のレーザ彫刻部(6)外側を下地層(2)までカットしてレーザ彫刻されていない非画像部を下地層(2)から剥がした後に接着剤層(3)に活性光線を照射して画像部が彫刻された樹脂層(4)と下地層(2)とを固着して成る。
【解決手段】支持体(1)上の下地層(2)に接着剤層(3)を介して感光性を有さない樹脂層(4)を設け、接着剤層(3)が活性光線の照射によって接着力が向上する性質の組成物で形成されたダンボール印刷用版材において、前記樹脂層(4)の厚さを1.7〜9.0mmに形成し、この樹脂層(4)の表面に複数の画像部輪郭(5)をレーザ彫刻するとともに、この彫刻された画像部輪郭(5)の外輪部(5A)のレーザ彫刻部(6)外側を下地層(2)までカットしてレーザ彫刻されていない非画像部を下地層(2)から剥がした後に接着剤層(3)に活性光線を照射して画像部が彫刻された樹脂層(4)と下地層(2)とを固着して成る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザで彫刻された印刷用版材及びその製版方法に関する。
【背景技術】
【0002】
従来の段ボールの版材は、彫刻刀で手作業で彫刻して製作されたものや感光性樹脂層を用いたフレキソ印刷版、さらには炭酸ガス(CO2)等のレーザを用いて彫刻して製作されたものが知られている。
【0003】
従来は、感光性樹脂層を用いたフレキソ印刷版が、画像再現性とコストの面で有利であるため多く使用されている。例えば、支持体上にゴム弾性を有するフォトポリマーから成る感光性樹脂層を設け、これにネガフィルムを介して活性光線を露光した後、未露光部を現像液で溶解除去するという方法によってフレキソ印刷版が製作されていた。
【0004】
そこで、製版工程において、現像処理時間が短く、かつ現像液の疲労が少ない上、得られた印刷版の重量を小さくしうるフレキソ印刷用版材及びその製版方法が開発された。これは、支持体上に、接着剤層を介して感光性樹脂層を設けて成るフレキソ印刷用版材において、支持体と接着剤層との間に下地層を介在させるとともに、該接着剤層が活性光線の照射により接着力が向上する性質の組成物で形成されているフレキソ印刷用版材及び前記フレキソ印刷用版材に、活性光線を選択的に露光したのち、露光部のパターンに沿って縁辺輪郭部を設けて切り込みを入れ、次いでその切り込み部分に従って未露光部のみを支持体から剥離したのち、現像処理を行うようにしたものである(特許文献1参照)。
【0005】
特許文献1に記載のものは、未露光部を溶解除去することのできる現像液を用いて現像処理するため、現像液が環境や防爆等の観点から問題があった。また、感光性樹脂層は、現像液(石油系、塩素系、水系等)で樹脂を溶かして現像するため、感光性樹脂層内に現像液が含浸し、この含浸液を洗い出した後に感光性樹脂層を60℃前後の乾燥機内で乾燥除去する必要(2〜3時間)があった。したがって、現像処理時間が短縮されても、その後の乾燥時間を考慮すると、環境問題とともに、処理時間にも問題があった。
【0006】
また、特許文献1に記載の感光性樹脂層は次の(A)〜(C)を主成分とするものが用いられていた。
(A)ポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、スチレンブタジエンブロック共重合体、アクリロニトリル−ブタジエン共重合体、ポリウレタンなどの合成ゴム系又は天然ゴム系のゴム弾性を有する高分子化合物、
(B)多官能アクリレートなどの光重合性単量体、
(C)ベイゾイン誘導体などの光重合反応開始剤。
このような組成物は、露光前の状態では、自然光下での放置は禁じられ、かつ反発弾性も少なく、強く押圧されるとへこんだまま元に戻らず、版厚ムラの原因にもなっていた。何故ならば、露光前の樹脂はモノマー状態で露光後の架橋反応が生じてブロックポリマーが形成される前だから反発弾性に乏しいものであったからである。従来の感光性樹脂層は、その上に密着させたネガフィルムを介して、活性光線を露光して露光部を形成するが、露光後にこの樹脂層は、一定の反発弾性を有する安定した組成物となるので、露光されることによりモノマーが架橋反応を起して強固なブロックポリマーが形成されるから、露光前の取り扱いには十分な注意を必要とするものであった。
【0007】
前記した彫刻刀で手作業で行う方法は、環境問題を回避することはできでも、作業者の熟練を必要とし、熟練者が減少している現況とともに、コスト面でも著しく不利であった。
【0008】
一般のレーザ彫刻のレリーフ深度は、0.6〜1.0mmであり、画像部と非画像部との比率は、1:2〜4:5である。被印刷体は表面が平滑なフィルムや紙である(10μm以下)ため、レリーフ深度は深くする必要がないこととその分野の印刷は、他の印刷方式と競合するため(印刷網点線数が100線/インチ以上で、一般的には175線/インチが主流で)、その網点印刷が可能な版を製版するにはレリーフ深度を1mm以上深くしては、版上での網点が再現しない、すなわち、印刷品質が損なわれるために絶対行わないようになっている。段ボール印刷用の版材を彫刻する場合、画像部と非画像部との比率は、1:3〜1:9であり、レリーフ深度は、厚さ7mm版の場合、6〜7mmとしていた。段ボール用版材の場合、一般のレリーフ深度よりも6〜7倍も深くするのは、印刷時の底着き問題を解消し、版材自体の軽量化を図るためである。そのため、段ボール用の版材をレーザ彫刻すると、非画像部が70%占める場合、この70%の部分をレリーフ深度6mmで1m2を彫刻するのに約5時間も要していた。
【特許文献1】特公平7−89218号公報(2頁)
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、彫刻刀による方法も感光性樹脂層を用いたフレキソ印刷版の製作方法も問題がありレーザ彫刻方法が最適な方法であると目されていた。しかしながら、版材をレーザ彫刻した場合、非画像部を深く掘るために製版時間が大幅に必要となり、それに伴い生産性も低く、生産コストが高くつくため普及していないのが実情である。
【0010】
手彫り彫刻に用いられるゴムの版材は、合成ゴム、天然ゴムという材質で構成されている為、版材表面粗さが感光性樹脂層より粗であるためインキとの受理性、転移性は優れている利点がある。しかし、ゴム単体構造である為、ゴム自体の伸縮が当然に発生し見当精度に難ある為、多色印刷に不向きであり、版厚精度も低いことから網点印刷にもあまり使用されていない。感光性樹脂層には、多層構造のタイプもあり、種類に富み、現在最も多く使用されている版材である。既存のレーザ彫刻方式の現状では大幅な時間短縮とレーザ製版コストの削減を実現することは不可能な状況である。
【0011】
そこで、本発明は、大幅な時間短縮を図るとともに、コストダウンを図ったレーザ彫刻用の版材とその製版方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上述の目的を達成するため、本発明に係る印刷用版材は、支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成るものである。
【0013】
また、本発明に係る印刷用版材の製版方法は、支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、残った画像部を接着剤に活性光線を照射して下地層に固着するようにしたものである。
【発明の効果】
【0014】
本発明は、支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成るので、現像液を使わないために環境への悪影響もなく、非画像部を剥がすことにより、従来のレーザ彫刻に比べて製版時間の大幅な短縮が可能となる。例えば、画像部と非画像部との比率が3:7の段ボール印刷用の版材の場合、レリーフ深度6mmで1m2彫刻するのに約5時間要していたものが、非画像部をレーザ彫刻せずにカットして剥がすと30分弱で版材を製版できた。そのため、レーザ装置の稼動に伴うコストが10分の1以下となった。また、感光性を有しない樹脂層を用いているので、白色光下での取り扱いも問題なく、また製造時の樹脂層の厚さ精度、反発弾性が印刷機上まで維持されるため、製版工程、輸送工程、取り扱い工程、印刷工程での版厚変化による種々のトラブルを回避することができる。特に、版厚精度が高く、所望の反発弾性も維持され、印刷品質が向上し、耐圧強度劣化が大幅に改善される。
【0015】
また、支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、残った画像部を接着剤に活性光線を照射して下地層に固着するようにした製版方法においては、製版された版材が上述のような効果を奏することは当然であり、さらに製版の容易性、製版時間の大幅な短縮、コストダウンも図れる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施形態について、図面を参照にして説明する。
【0017】
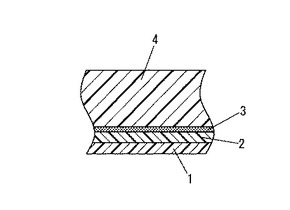
樹脂材料から成る支持体1上に樹脂材料から成る下地層2を設け、下地層2上に接着剤層3を介して樹脂層4を設けて、図1に示すような版材の原型を製作する。前記接着剤層3としては、活性光線の照射によって接着力が向上する性質の組成物、例えばポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、アクリロニトリル−ブタジエン共重合体、スチレン−ブタジエン共重合体等の合成ゴム、ポリエステル、アクリル樹脂等の高分子化合物に多官能アクリレート等の光重合性単量体、さらには光重合開始剤を配合したものが好適に使用できる。前記下地層2は、支持体1上に直接接着剤層3を設けるよりも接着性を向上させる作用を有するものが用いられ、支持体1にポリエチレンテレフタレートを用いた場合には、飽和ポリエステル樹脂やヒドロキシアルキルメタクリレートとポリイソシアネートとを主体とする組成物が用いられる。前記支持体1は、寸法精度を保持するためのものであり、印刷機に容易に取り付けられるものであることが必要であり、ポリエチレンテレフタレート、ポリエステル、ナイロンあるいは鋼板やアルミニウム板が好適に使用できる。また、支持体1の厚さは、実用上0.07〜0.2mm程度とする。このような支持体1に下地層2を固着する。
【0018】
前記樹脂層4は、単層で厚さ1.7〜9.0mmに形成され、硬度(ショアーA)35°〜41°のものを使用した。硬度35°〜41°のものは、レーザ彫刻を施すに足る硬さを有し、かつ印刷時に所定の印圧を保つに足る反発弾性も有する。樹脂層4の組成物としては、ポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、スチレン−ブタジエンブロック共重合体、アクリロニトリル−ブタジエン共重合体、ポリウレタン等の合成ゴム系又は高分子化合物が好適に用いられる。樹脂層4の厚さを上記の通りとしたのは、段ボール印刷に必要な高い反発弾性を生じさせるため、厚い版材が適しているからである。
【0019】
図2に示すような二層構造の樹脂層4では、上層4Aを硬度50°〜70°のものとし、下層4Bを反発弾性と圧縮性に富んだ硬度が20°〜40°のものとした。上層4Aの厚さは少なくとも0.1〜1.2mmとし、上下層4A、4Bの全体の厚さは、単層の場合と同じように1.7〜9.0mmとした。組成物としては、上述したものから適宜選択される。
【0020】
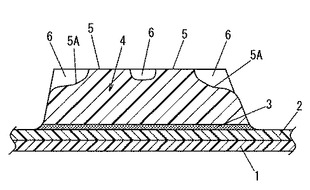
図1又は図2に示す版材の原型を製作したら、図示しないレーザ製版装置により樹脂層4の表面に画像部輪郭5を彫刻する(図3参照)。レーザ彫刻部(凹部分)は符号6で示す。画像部輪郭5をレーザ彫刻した状態では、下地層2と接着剤層3とは仮接着状態であり、下地層2の剥離は容易な状態にある。この接着剤層3に活性光線を照射する前の状態で、画像部輪郭5の外輪部5Aのレーザ彫刻部6の外側を下地層2までカットする。カットするには、熱カッターを用いるのが好適である。熱カッターは、60℃以上に加熱された刃部を有するもので、1〜10mmの厚さをもち、切削時に溶融する樹脂層4の樹脂の量が少なすぎずかつ多すぎずに、円滑に切削が行えるように設定する。さらにまた、超音波を用いた切削も可能である。図4に示す外輪部5Aにカッターが入れられ、樹脂層4の非画像部(除去部)4Aは下地層2上から除去され、図5に示す状態とする。この図5に示す状態で接着剤層3に活性光線を照射して画像部が彫刻された樹脂層4と下地層2とを強固に固着する。
【0021】
前記下地層2としては、厚さ0.1mm前後の前述したような樹脂フィルムが用いられ、画像部輪郭5の彫刻深さは0.1〜0.2mm、外側に広がるほど深彫り(最大0.8〜1.0mm)とし、レーザ彫刻部6の外側は、画像部輪郭5から少なくとも5〜10mmの幅をもたせ、カッターによる切断作業時に画像部に悪影響がないようにした。画像部輪郭5の彫刻深度は垂直に0.1〜0.2mmとしたのは、版面に転移したインキが版面から垂れるのを物理的に防止するための数値であり、外側に広がる程、深度を深くしたのは、印刷中での版上パターンの復元を最良にするための最低限の数値であるからである。
【図面の簡単な説明】
【0022】
【図1】レーザ彫刻前の版材を示す断面図。
【図2】図1に示す樹脂層を二層とした断面図。
【図3】レーザ彫刻後の断面図。
【図4】除去される非画像部と画像部とをカッターで切断した状態の断面図。
【図5】非画像部除去後の断面図。
【符号の説明】
【0023】
1 支持体
2 下地層
3 接着剤層
4 樹脂層
4A 非画像部
5 画像部輪郭
5A 外輪部
6 レーザ彫刻部
【技術分野】
【0001】
本発明は、レーザで彫刻された印刷用版材及びその製版方法に関する。
【背景技術】
【0002】
従来の段ボールの版材は、彫刻刀で手作業で彫刻して製作されたものや感光性樹脂層を用いたフレキソ印刷版、さらには炭酸ガス(CO2)等のレーザを用いて彫刻して製作されたものが知られている。
【0003】
従来は、感光性樹脂層を用いたフレキソ印刷版が、画像再現性とコストの面で有利であるため多く使用されている。例えば、支持体上にゴム弾性を有するフォトポリマーから成る感光性樹脂層を設け、これにネガフィルムを介して活性光線を露光した後、未露光部を現像液で溶解除去するという方法によってフレキソ印刷版が製作されていた。
【0004】
そこで、製版工程において、現像処理時間が短く、かつ現像液の疲労が少ない上、得られた印刷版の重量を小さくしうるフレキソ印刷用版材及びその製版方法が開発された。これは、支持体上に、接着剤層を介して感光性樹脂層を設けて成るフレキソ印刷用版材において、支持体と接着剤層との間に下地層を介在させるとともに、該接着剤層が活性光線の照射により接着力が向上する性質の組成物で形成されているフレキソ印刷用版材及び前記フレキソ印刷用版材に、活性光線を選択的に露光したのち、露光部のパターンに沿って縁辺輪郭部を設けて切り込みを入れ、次いでその切り込み部分に従って未露光部のみを支持体から剥離したのち、現像処理を行うようにしたものである(特許文献1参照)。
【0005】
特許文献1に記載のものは、未露光部を溶解除去することのできる現像液を用いて現像処理するため、現像液が環境や防爆等の観点から問題があった。また、感光性樹脂層は、現像液(石油系、塩素系、水系等)で樹脂を溶かして現像するため、感光性樹脂層内に現像液が含浸し、この含浸液を洗い出した後に感光性樹脂層を60℃前後の乾燥機内で乾燥除去する必要(2〜3時間)があった。したがって、現像処理時間が短縮されても、その後の乾燥時間を考慮すると、環境問題とともに、処理時間にも問題があった。
【0006】
また、特許文献1に記載の感光性樹脂層は次の(A)〜(C)を主成分とするものが用いられていた。
(A)ポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、スチレンブタジエンブロック共重合体、アクリロニトリル−ブタジエン共重合体、ポリウレタンなどの合成ゴム系又は天然ゴム系のゴム弾性を有する高分子化合物、
(B)多官能アクリレートなどの光重合性単量体、
(C)ベイゾイン誘導体などの光重合反応開始剤。
このような組成物は、露光前の状態では、自然光下での放置は禁じられ、かつ反発弾性も少なく、強く押圧されるとへこんだまま元に戻らず、版厚ムラの原因にもなっていた。何故ならば、露光前の樹脂はモノマー状態で露光後の架橋反応が生じてブロックポリマーが形成される前だから反発弾性に乏しいものであったからである。従来の感光性樹脂層は、その上に密着させたネガフィルムを介して、活性光線を露光して露光部を形成するが、露光後にこの樹脂層は、一定の反発弾性を有する安定した組成物となるので、露光されることによりモノマーが架橋反応を起して強固なブロックポリマーが形成されるから、露光前の取り扱いには十分な注意を必要とするものであった。
【0007】
前記した彫刻刀で手作業で行う方法は、環境問題を回避することはできでも、作業者の熟練を必要とし、熟練者が減少している現況とともに、コスト面でも著しく不利であった。
【0008】
一般のレーザ彫刻のレリーフ深度は、0.6〜1.0mmであり、画像部と非画像部との比率は、1:2〜4:5である。被印刷体は表面が平滑なフィルムや紙である(10μm以下)ため、レリーフ深度は深くする必要がないこととその分野の印刷は、他の印刷方式と競合するため(印刷網点線数が100線/インチ以上で、一般的には175線/インチが主流で)、その網点印刷が可能な版を製版するにはレリーフ深度を1mm以上深くしては、版上での網点が再現しない、すなわち、印刷品質が損なわれるために絶対行わないようになっている。段ボール印刷用の版材を彫刻する場合、画像部と非画像部との比率は、1:3〜1:9であり、レリーフ深度は、厚さ7mm版の場合、6〜7mmとしていた。段ボール用版材の場合、一般のレリーフ深度よりも6〜7倍も深くするのは、印刷時の底着き問題を解消し、版材自体の軽量化を図るためである。そのため、段ボール用の版材をレーザ彫刻すると、非画像部が70%占める場合、この70%の部分をレリーフ深度6mmで1m2を彫刻するのに約5時間も要していた。
【特許文献1】特公平7−89218号公報(2頁)
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、彫刻刀による方法も感光性樹脂層を用いたフレキソ印刷版の製作方法も問題がありレーザ彫刻方法が最適な方法であると目されていた。しかしながら、版材をレーザ彫刻した場合、非画像部を深く掘るために製版時間が大幅に必要となり、それに伴い生産性も低く、生産コストが高くつくため普及していないのが実情である。
【0010】
手彫り彫刻に用いられるゴムの版材は、合成ゴム、天然ゴムという材質で構成されている為、版材表面粗さが感光性樹脂層より粗であるためインキとの受理性、転移性は優れている利点がある。しかし、ゴム単体構造である為、ゴム自体の伸縮が当然に発生し見当精度に難ある為、多色印刷に不向きであり、版厚精度も低いことから網点印刷にもあまり使用されていない。感光性樹脂層には、多層構造のタイプもあり、種類に富み、現在最も多く使用されている版材である。既存のレーザ彫刻方式の現状では大幅な時間短縮とレーザ製版コストの削減を実現することは不可能な状況である。
【0011】
そこで、本発明は、大幅な時間短縮を図るとともに、コストダウンを図ったレーザ彫刻用の版材とその製版方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上述の目的を達成するため、本発明に係る印刷用版材は、支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成るものである。
【0013】
また、本発明に係る印刷用版材の製版方法は、支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、残った画像部を接着剤に活性光線を照射して下地層に固着するようにしたものである。
【発明の効果】
【0014】
本発明は、支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成るので、現像液を使わないために環境への悪影響もなく、非画像部を剥がすことにより、従来のレーザ彫刻に比べて製版時間の大幅な短縮が可能となる。例えば、画像部と非画像部との比率が3:7の段ボール印刷用の版材の場合、レリーフ深度6mmで1m2彫刻するのに約5時間要していたものが、非画像部をレーザ彫刻せずにカットして剥がすと30分弱で版材を製版できた。そのため、レーザ装置の稼動に伴うコストが10分の1以下となった。また、感光性を有しない樹脂層を用いているので、白色光下での取り扱いも問題なく、また製造時の樹脂層の厚さ精度、反発弾性が印刷機上まで維持されるため、製版工程、輸送工程、取り扱い工程、印刷工程での版厚変化による種々のトラブルを回避することができる。特に、版厚精度が高く、所望の反発弾性も維持され、印刷品質が向上し、耐圧強度劣化が大幅に改善される。
【0015】
また、支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、残った画像部を接着剤に活性光線を照射して下地層に固着するようにした製版方法においては、製版された版材が上述のような効果を奏することは当然であり、さらに製版の容易性、製版時間の大幅な短縮、コストダウンも図れる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施形態について、図面を参照にして説明する。
【0017】
樹脂材料から成る支持体1上に樹脂材料から成る下地層2を設け、下地層2上に接着剤層3を介して樹脂層4を設けて、図1に示すような版材の原型を製作する。前記接着剤層3としては、活性光線の照射によって接着力が向上する性質の組成物、例えばポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、アクリロニトリル−ブタジエン共重合体、スチレン−ブタジエン共重合体等の合成ゴム、ポリエステル、アクリル樹脂等の高分子化合物に多官能アクリレート等の光重合性単量体、さらには光重合開始剤を配合したものが好適に使用できる。前記下地層2は、支持体1上に直接接着剤層3を設けるよりも接着性を向上させる作用を有するものが用いられ、支持体1にポリエチレンテレフタレートを用いた場合には、飽和ポリエステル樹脂やヒドロキシアルキルメタクリレートとポリイソシアネートとを主体とする組成物が用いられる。前記支持体1は、寸法精度を保持するためのものであり、印刷機に容易に取り付けられるものであることが必要であり、ポリエチレンテレフタレート、ポリエステル、ナイロンあるいは鋼板やアルミニウム板が好適に使用できる。また、支持体1の厚さは、実用上0.07〜0.2mm程度とする。このような支持体1に下地層2を固着する。
【0018】
前記樹脂層4は、単層で厚さ1.7〜9.0mmに形成され、硬度(ショアーA)35°〜41°のものを使用した。硬度35°〜41°のものは、レーザ彫刻を施すに足る硬さを有し、かつ印刷時に所定の印圧を保つに足る反発弾性も有する。樹脂層4の組成物としては、ポリイソプレン、ポリブタジエン、イソプレン−スチレン共重合体、スチレン−ブタジエンブロック共重合体、アクリロニトリル−ブタジエン共重合体、ポリウレタン等の合成ゴム系又は高分子化合物が好適に用いられる。樹脂層4の厚さを上記の通りとしたのは、段ボール印刷に必要な高い反発弾性を生じさせるため、厚い版材が適しているからである。
【0019】
図2に示すような二層構造の樹脂層4では、上層4Aを硬度50°〜70°のものとし、下層4Bを反発弾性と圧縮性に富んだ硬度が20°〜40°のものとした。上層4Aの厚さは少なくとも0.1〜1.2mmとし、上下層4A、4Bの全体の厚さは、単層の場合と同じように1.7〜9.0mmとした。組成物としては、上述したものから適宜選択される。
【0020】
図1又は図2に示す版材の原型を製作したら、図示しないレーザ製版装置により樹脂層4の表面に画像部輪郭5を彫刻する(図3参照)。レーザ彫刻部(凹部分)は符号6で示す。画像部輪郭5をレーザ彫刻した状態では、下地層2と接着剤層3とは仮接着状態であり、下地層2の剥離は容易な状態にある。この接着剤層3に活性光線を照射する前の状態で、画像部輪郭5の外輪部5Aのレーザ彫刻部6の外側を下地層2までカットする。カットするには、熱カッターを用いるのが好適である。熱カッターは、60℃以上に加熱された刃部を有するもので、1〜10mmの厚さをもち、切削時に溶融する樹脂層4の樹脂の量が少なすぎずかつ多すぎずに、円滑に切削が行えるように設定する。さらにまた、超音波を用いた切削も可能である。図4に示す外輪部5Aにカッターが入れられ、樹脂層4の非画像部(除去部)4Aは下地層2上から除去され、図5に示す状態とする。この図5に示す状態で接着剤層3に活性光線を照射して画像部が彫刻された樹脂層4と下地層2とを強固に固着する。
【0021】
前記下地層2としては、厚さ0.1mm前後の前述したような樹脂フィルムが用いられ、画像部輪郭5の彫刻深さは0.1〜0.2mm、外側に広がるほど深彫り(最大0.8〜1.0mm)とし、レーザ彫刻部6の外側は、画像部輪郭5から少なくとも5〜10mmの幅をもたせ、カッターによる切断作業時に画像部に悪影響がないようにした。画像部輪郭5の彫刻深度は垂直に0.1〜0.2mmとしたのは、版面に転移したインキが版面から垂れるのを物理的に防止するための数値であり、外側に広がる程、深度を深くしたのは、印刷中での版上パターンの復元を最良にするための最低限の数値であるからである。
【図面の簡単な説明】
【0022】
【図1】レーザ彫刻前の版材を示す断面図。
【図2】図1に示す樹脂層を二層とした断面図。
【図3】レーザ彫刻後の断面図。
【図4】除去される非画像部と画像部とをカッターで切断した状態の断面図。
【図5】非画像部除去後の断面図。
【符号の説明】
【0023】
1 支持体
2 下地層
3 接着剤層
4 樹脂層
4A 非画像部
5 画像部輪郭
5A 外輪部
6 レーザ彫刻部
【特許請求の範囲】
【請求項1】
支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、
前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成る印刷用版材。
【請求項2】
支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、
厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、
レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、
次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、
このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、
残った画像部を接着剤に活性光線を照射して下地層に固着するようにしたことを特徴とする印刷用版材の製版方法。
【請求項3】
前記樹脂層を二層構造とし、上層を硬度(ショアーA)が50°〜70°の層とし、下層を反発弾性と圧縮性に富んだ硬度が20°〜40°の層としたことを特徴とする請求項1又は2に記載の印刷用版材又はその製版方法。
【請求項4】
前記樹脂層を単層構造とし、硬度(ショアーA)35°〜41°としたことを特徴とする請求項1ないし3のいずれか1項に記載の印刷用版材又はその製版方法。
【請求項1】
支持体上の下地層に接着剤層を介して感光性を有さない樹脂層を設け、接着剤層が活性光線の照射によって接着力が向上する性質の組成物で形成された印刷用版材において、
前記樹脂層の厚さを1.7〜9.0mmに形成し、この樹脂層表面に複数の画像部輪郭をレーザ彫刻するとともに、この彫刻された画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットしてレーザ彫刻されていない非画像部を下地層から剥がした後に接着剤層に活性光線を照射して画像部が彫刻された樹脂層と下地層とを固着して成る印刷用版材。
【請求項2】
支持体上に下地層を設け、この下地層に活性光線の照射によって接着力が向上する性質の接着剤層を介して感光性を有さない樹脂層を単層又は二層設け、
厚さが1.7〜9.0mmに形成された樹脂層表面にレーザ彫刻により複数の画像部輪郭を形成し、
レーザ彫刻時に画像部輪郭の外側を内側よりも深彫りし、
次いで、画像部輪郭の外輪部のレーザ彫刻部外側を下地層までカットし、
このカットにより画像部と非画像部とに区分された複数の非画像部を下地層から剥がし、
残った画像部を接着剤に活性光線を照射して下地層に固着するようにしたことを特徴とする印刷用版材の製版方法。
【請求項3】
前記樹脂層を二層構造とし、上層を硬度(ショアーA)が50°〜70°の層とし、下層を反発弾性と圧縮性に富んだ硬度が20°〜40°の層としたことを特徴とする請求項1又は2に記載の印刷用版材又はその製版方法。
【請求項4】
前記樹脂層を単層構造とし、硬度(ショアーA)35°〜41°としたことを特徴とする請求項1ないし3のいずれか1項に記載の印刷用版材又はその製版方法。
【図1】


【図2】

【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−296541(P2008−296541A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−147929(P2007−147929)
【出願日】平成19年6月4日(2007.6.4)
【出願人】(596057631)篠田商事株式会社 (13)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年6月4日(2007.6.4)
【出願人】(596057631)篠田商事株式会社 (13)
【Fターム(参考)】
[ Back to top ]