
喫煙品を製造する方法
【課題】喫煙中に喫煙者に供するための安定化された風味材料を含む喫煙品を提供する。
【解決手段】活性炭などの吸着材とメンソールなどの安定化された風味材料とを含むウェブ材がシガレットペーパーの内面に隣接して配置することによって喫煙者に風味を供し、且つ、喫煙品の他の部分またはパッケージに風味が移るのを最小限に抑えた喫煙品およびその製造方法による。このウェブ材は、喫煙時の特定のポイントで喫煙者に風味を供するために喫煙品の一部のみに亘って延びたセクションであってもよく、喫煙品の吸い口端に位置した場合、最後の数パフに風味を喫煙者に供する。
【解決手段】活性炭などの吸着材とメンソールなどの安定化された風味材料とを含むウェブ材がシガレットペーパーの内面に隣接して配置することによって喫煙者に風味を供し、且つ、喫煙品の他の部分またはパッケージに風味が移るのを最小限に抑えた喫煙品およびその製造方法による。このウェブ材は、喫煙時の特定のポイントで喫煙者に風味を供するために喫煙品の一部のみに亘って延びたセクションであってもよく、喫煙品の吸い口端に位置した場合、最後の数パフに風味を喫煙者に供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、喫煙品に関し、特にその中に風味材料を含む喫煙品に関する。
【背景技術】
【0002】
メンソールなどの風味材料が喫煙品の煙および味特性を変性するために喫煙品に利用されている。風味材料は、風味材料を含む溶液をタバコにスプレーするまたは風味材料をシガレットペーパーに塗付するなどの種々の方法によって喫煙品に添加されている。しかしながら、多くの風味材料は、揮発性または半揮発性であるので、かなりの量の風味材料が喫煙品の製造時または貯蔵時に蒸発して、失われる。さらに喫煙中、多くの風味材料が最初の吸煙による煙によって揮発してしまい、喫煙者に均一な風味を提供することができない。
【0003】
風味材料の損失または早期揮発を防ぐために風味材料をカプセル化するための種々の物質が利用されている。多くの風味材料カプセル化技術では、多糖類コーティング内に風味材料をカプセル化する。例えば欧州特許第0490559号には、風味材料の芯と、周りがアルギン酸塩でコートされた多糖類バインダーとを含むフィラメントが開示されている。しかしながら、このようなフィラメントを高速で作動する機械を用いて紙巻きタバコに挿入するのは困難である。またこのフィラメントを使用して、喫煙時の特定の段階で喫煙者に風味を送ることを調節するのは、紙巻タバコ内でフィラメントを正確に位置決めする
必要があるので容易ではない。
【0004】
また別の喫煙品のためのカプセル化技術では、風味材料をマイクロカプセル化して、そのマイクロカプセルをタバコブレンドに含ませている。この技術には必要に応じて喫煙品にマイクロカプセルを均一に配分することが困難であり、また喫煙品の特定の場所にマイクロカプセルを正確に配置するのが困難であるという欠点がある。
【0005】
マイクロカプセル構造を有する吸着材もまた安定化特性を有し、風味材料を保持することができ、所定の温度に加熱された際、例えば喫煙時に風味材料を放出することができる。
【0006】
米国特許第3,150,668号は、喫煙を終わらせるべき時を喫煙者に知らせるための風味材料を含む紙巻きタバコが開示されている。そして紙巻きタバコの初期の吸煙時に喫煙者に風味が到達するのを防ぐために遅延剤が風味材料と共に用いられている。遅延剤は、液状または固体である、活性炭であってもよい。風味材料と遅延剤は、紙巻きタバコ内に組み込まれる前に混合される。しかしながら、特に紙巻きタバコ製造に採用される高速でこの混合物を紙巻きタバコ内の所定の位置に容易に配置することができない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
喫煙中、喫煙者が例えば最後の吸煙または最後の2、3回の吸煙時に風味材料による風味を知覚するように、安定化された風味材料を喫煙品、特にその一端に向けて簡単且つ効果的に配置すると有利であると考えられている。理想的には風味材料として使用されるメンソールは、喫煙者に爽快感および/または爽快味を供し、且つ、「フレッシュフィニッシュ(fresh finish)」を供する。
【0008】
本発明の目的は、喫煙中に喫煙者に供するための安定化された風味材料を含む喫煙品を提供することである。
【0009】
さらに本発明は、安定化された風味材料が正確に配置された喫煙品を提供することも目的としている。
【0010】
さらに本発明は、安定化された風味材料が配置された喫煙品の製造方法および装置を提供することも目的としている。
【0011】
さらに本発明は、喫煙品の最終吸煙段階で喫煙者に爽快感を供することも目的としている。
【0012】
本発明では、風味特性を損失することなく、煙中の粒状物を減少させる。
【課題を解決するための手段】
【0013】
本発明は、喫煙材ロッドと、このロッドに巻かれるラッパーと、吸着材と風味材料とを含むウェブ材とを含み、このウェブ材が喫煙材ロッドとラッパーとの間に配される喫煙品を提供する。
【0014】
この喫煙品のラッパーは、当業界でよく知られているシガレットペーパーが適している。
【0015】
本発明の喫煙品は、2枚以上のラッパーで巻かれてもよく、例えば二重に巻かれてもよい。しかしながら、一枚のラッパーで巻かれるのが好ましい。
【0016】
本発明の喫煙品は、フィルターエレメントを含むのが好ましい。このフィルターエレメントは、例えばデュアルまたはトリプルフィルターのような複数のセクションを含むマルチフィルターであってもよい。好適なフィルターは、当業者によく知られている。好ましいフィルターエレメントは、煙の気相成分(vapor phase constituents)を減少させるための吸着材を含む。既に知られているこのようなフィルターとしては、粒状の活性炭がフィルターのセルロースアセテート材に分散したDalmatianフィルターおよび複数のセグメント化されたフィルターの凹部に活性炭粒子が充填されたキャビティーフィルターなどが挙げられる。喫煙品の吸い口端付近にパッチが配置されている場合、風味材料は、フィルターの吸着材に吸着されず、且つ、煙の気相成分を減少させるフィルター内の吸着材の性能に影響を与えずにウェブ材から放出されることを発見した。
【0017】
ウェブ材は、繊維シート材であることが好ましい。この繊維シート材は、セルロース系シート材またはタバコ含有シート材であるのがより好ましい。また繊維シート材は、セルロース系ウェブ材であると有利である。このセルロース系ウェブ材は、紙ウェブ材であるとより有利である。紙ウェブ材は、平坦なもの、クレープ紙またはカレンダー処理されたものでもよい。吸着材は、ウェブ材に組み込まれ、ウェブ材の一体成分であると有利である。
【0018】
吸着材は、風味材料を含むことが好ましい。好適な吸着材は、ゼオライト、セピオライト、クレー、活性アルミナ、ミネラル、樹脂、カーボンの内の1つ以上である。好ましい吸着材は、カーボンである。より好ましい吸着材は、活性炭である。
【0019】
吸着材は、粒状、粉状または微粒子状であると有利である。吸着材が粒状、粉状または微粒子状のいずれかである場合、その粒径は、500μm未満であることが好ましく、100μm未満であることがより好ましい。さらに好ましい粒径は、50μm未満であり、最も好ましい粒径は、平均で20μm未満である。ここで言う粒径は、粒子の直径である。
【0020】
ウェブ材中の好適な吸着材の充填量は、ウェブ材の70重量パーセント未満である。好ましい充填量は、50重量パーセント未満である。また吸着材は、10乃至45重量パーセント、ウェブ材に充填されると有利である。
【0021】
吸着材が活性炭である場合、その活性炭は、最大で180%CTCの活性レベルを有するのが好ましい。より好ましくは活性炭は、40乃至160%CTCの活性度を有する。カーボンの活性は、四塩化炭素(CTC)を百分率で測定することにより得られ、測定方法は、当業界でよく知られている。カーボンを秤量し、CTCに晒し、その後のカーボンの重量を測定する。そのカーボンの重量の増加を百分率で計算する。
【0022】
好適な風味材料は、揮発性または半揮発性である。本発明の喫煙品に使用するのに好適な風味材料は、メンソール(天然および/または合成)、アルコール、エステル、ケトン、ラクトン、エッセンシャルオイルおよびアルデヒドなどである。好ましく一般的に使用されている風味材料は、メンソールである。
【0023】
さらに別の材料を本発明のウェブ材に加えてもよい。そのような材料としては、無機充填材および燃焼添加剤などが挙げられる。例えば、好ましい充填材は、炭酸カルシウムである。当業界で知られている他の無機充填材としては、酸化チタン、酸化マグネシウム、硫酸カルシウム、クレーおよびカオリンなどが挙げられる。同様に好ましい燃焼添加剤としては、クエン酸ナトリウムおよびクエン酸カリウムなどが挙げられる。当業界で知られている他の燃焼添加剤としては、その他の水溶性クエン酸塩およびリン化合物が挙げられる。
【0024】
喫煙材は、タバコ材であることが好ましい。タバコ材は、葉柄、葉身およびタバコダストの内の1つ以上を含むことが好ましい。タバコ材は、ヴァージニアまたは火力乾燥(flue-cured)タバコ、バーレイタバコ、オリエンタルタバコ、再生タバコおよび葉柄の内の1つ以上を含むことが好ましい。また喫煙材は、タバコ材ブレンドを含むことがより好ましい。喫煙材料は、10乃至80%のヴァージニアタバコと、0乃至60%のバーレイタバコと、0乃至20%のオリエンタルタバコと、0乃至30%の再生タバコと、0乃至5
0%の膨張タバコと、0乃至30%の葉柄を含むと有利である。
【0025】
ウェブ材は、ラッパーの喫煙材ロッドに面した表面に接着されると有利である。好適にはウェブ材は、ラッパーに接着剤によって接着される。その接着剤は、感熱性接着剤、PVA、澱粉、澱粉溶液のいずれかであることが好ましい。好ましい接着剤は、PVAである。
【0026】
ウェブ材は、喫煙品の一部のみ、特に喫煙材ロッドの一部のみに亘って延びていることが好ましい。喫煙品の一部とはその長さに対して、および/またはその円周に対してであってもよい。ウェブ材は、喫煙品の長さの一部のみ、特に喫煙材ロッドの長さの一部のみに亘って延びていることが好ましい。ウェブ材が喫煙品の一部に亘って延びていることにより風味材料を特定の場所に配置することになり、結果として風味材料がウェブ材の位置に対応する喫煙中の所定のポイントで喫煙者に放出される。これは、風味材料がウェブ材から喫煙品の他の部分に逃げる、または移動するのを防ぐウェブ材内の吸着材の「係止力
」によって達成される。ウェブ材内の吸着材の係止力は、貯蔵時の風味材料安定化効率を定量化するために考案された高感度固相マイクロ抽出法(Solid Phase Micro-Extraction (SPME))を用いて測定される。喫煙品の吸い口端(mouth end)または着火端にまたは吸い口端または着火端付近でウェブ材は、喫煙品の一部に亘って延びてもよい。ウェブ材は、喫煙品の吸い口端にまたは吸い口端付近で喫煙品の一部に亘って延びるのが好ましい。
【0027】
ウェブ材は、喫煙材ロッドの長さ全体または一部に亘って延びる。喫煙中、喫煙品の特定のポイントで風味を喫煙者に送出することが望まれる場合、ウェブ材は、喫煙材の長さに沿って部分的に延びるのが好ましい。好ましくはウェブ材は、喫煙材ロッドの長さの10乃至80%、より好ましくは30乃至80%に亘って延びる。第1の態様では、ウェブ材は、喫煙品の吸い口端のある1つのポイントから他端付近のある1つのポイントまで延びている。吸い口端から他端付近のポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離(全長)の10乃至80%のポイント、好ましくは30乃至80%である。第2の態様では、ウェブ材は、喫煙品の吸い口端付近の第1ポイントから喫煙品の他端付近の第2ポイントへと延びる。喫煙品の吸い口端付近の第1ポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離の少なくとも10%のポイントであることが好ましい。さらに喫煙品の他端付近の第2ポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離の11乃至80%、好ましくは30乃至80%のポイントである。2つ以上のウェブ材が喫煙材ロッドの長さに沿って延びてもよい。
【0028】
本発明は、2つ以上の風味を喫煙品に供する。例えば、同じまたは異なる2つの風味を喫煙品に含ませてもよい。これは、各々吸着材と風味材料を含む2つの別個のウェブ材を喫煙品に配置することによって達成される。これとは別に1つのウェブ材が個々の風味材料からなる複数のラインまたは風味材料の混合物などを含んでもよい。また喫煙品がウェブ材を含み、さらに風味材料を含有させたタバコブレンドを含んでもよい。好ましい態様では、喫煙品は、風味材料を含むウェブ材と、これと同じ風味材料を有するタバコブレンドとを含み、これによりウェブ材は、例えば最後の2,3服に特別に風味を喫煙者に効果
的に供することになる。このことは、タバコブレンド中のメンソール風味材料が喫煙中に喫煙者にメンソールの刺激を与え、メンソール風味材料を含むウェブ材が最後の数服時に強いメンソールの刺激を与えるという点でメンソールを含む喫煙品において有利である。
【0029】
さらに本発明は、吸着材含有ウェブ材に風味材料を加える方法を提供し、この方法は、ウェブ材の表面に風味材料を塗付する工程と、このウェブ材を20℃超の温度に少なくとも30分間、晒してウェブ材の吸着材に風味材料を吸着させる工程とを含む。
【0030】
風味材料は、風味材料アプリケーター手段によってウェブ材に塗付するのが好ましい。風味材料は、ウェブ材にストリーム状に塗付するのが好ましい。さらに好ましくは風味材料は、ウェブ材に複数の風味材ストリームとして塗付される。風味材料の複数のストリームは、ウェブ材に一列にまたは並んだ状態で塗付される。風味材料を並んだ状態で塗付する場合、その列は、2本の風味材料ストリームを含み、その内の1本は、隣接する風味材料のストリームからオフセットしている。風味材料は、1乃至30本の風味材料ストリームとしてウェブ材の表面に塗付されるのが好適である。風味材料は、4乃至18本の風味
材料ストリームとしてウェブ材の表面に塗付されると有利である。風味材料の各ストリームは、風味材料が通過するアプリケーター手段のオリフィスの形状に実質的に対応した断面を有するのが好適である。風味材料の各ストリームは、フィラメント状であり、実質的に円形の断面を有するのが好ましい。
【0031】
風味材料が室温で固体の場合、風味材料は、溶融した液状に維持するために加熱される。風味材料は、40乃至55℃の温度に加熱すると有利である。風味材料は、アプリケーター手段、特に風味源からウェブ材に風味材料を塗付するために動作するアプリケーターヘッドに風味材料を供給するように動作するアプリケーター手段の供給手段によって加熱されるのが好ましい。
【0032】
ウェブ材は、第1ウェブ材保持手段から第2ウェブ材保持手段へと供給されるのが好適である。好ましくは第1および/または第2ウェブ材保持手段は、マンドレルを含む。ウェブ材は、巻き出しマンドレルから駆動巻き取りマンドレルへと供給される。
【0033】
ウェブ材は、移送経路に沿ってガイドローラーに供給され、ウェブ材は、移送経路に沿ってガイドローラーによって案内されるのが好ましい。より好ましくはウェブ材は、移送経路に沿って複数のガイドローラーに供給される。
【0034】
吸着材は、カーボンであることが好ましく、活性炭であることがより好ましい。吸着材は、粒状、粉状または微粒子状であると有利である。
【0035】
風味材料は、揮発性または半揮発性の風味材料であることが好ましい。風味材料は、液状または溶融状態であると好適である。風味材料は、次の、複素環式化合物、テルペン系炭化水素、アルコール、酸、エステル、ケトン、ラクトン、エッセンシャルオイル、アルデヒド、またはメンソールの化合物の内のいずれか1つ以上であることが好ましい。風味材料は、メンソールであると有利である。
【0036】
ウェブ材は、繊維性シート材であることが好ましい。より好ましくはウェブ材は、セルロース系またはタバコ含有シート材である。ウェブ材は、紙であると有利である。その紙は、平坦なもの、クレープ紙またはカレンダー処理された紙であってもよい。
【0037】
ウェブ材は、風味材料が塗付された後、均衡化段階(equilibration stage)を経て、ここでウェブ材に塗付された風味材料がウェブ材内の吸着材によって効果的に吸着される。この段階は、「バルキング(bulking)」または「硬化」段階として知られている。ウェブ材を周囲温度超の温度で比較的短時間で硬化することによってウェブ材の吸着材による風味材料の吸着が著しく改善されることを発見した。ウェブ材は、風味材料の均衡化を促進する温度で風味材料を均衡化させるために最長で96時間、貯蔵すると有利である。硬化段階中の温度は、25乃至80℃であることが好ましく、最適な温度範囲は、40乃至80℃である。高温での貯蔵時間を最小限にするために風味材料を可能な限り素早く吸着させると有利である。しかしながら、ウェブ材の性質によりウェブ材を焦がす、または変色させる高温にウェブ材を晒すのは望ましくない。100℃を超える温度は、好ましくない。さらにエージング段階を加えてもよく、この段階ではウェブ材が2日間から数ヶ月の範囲の所定の時間、周囲条件下で貯蔵される。エージング段階は、2日間乃至6週間行うのが好ましい。
【0038】
本発明の全ての態様に適用可能な実施態様では、活性炭などの吸着材は、予め風味を付けてから、その後ウェブ材に形成してもよい。
【0039】
また本発明は、ウェブ材に風味材料を供給する装置を提供し、このウェブ材は、吸着材を含み、この装置は、第1ウェブ材保持手段と、ウェブ材に風味材料を塗付することができるアプリケーター手段と、第2ウェブ材保持手段とを含む。
【0040】
アプリケーター手段は、ウェブ材に風味材料を塗付するためのアプリケーターヘッドと、このアプリケーターヘッドに風味材料を供給するための供給手段とを含むのが好ましい。
【0041】
アプリケーターヘッドは、その表面に風味材料が通過できる開口部を有するのが好ましい。アプリケーターヘッドは、その表面に複数の開口部を有するのがより好ましい。アプリケーターヘッドは、その表面に1乃至30個の開口部を有すると有利である。またアプリケーターヘッドは、その表面に4乃至18個の開口部を有するとより有利である。アプリケーターヘッドの表面の開口部は、円形または細長い形状であると好適である。これら開口部は、取り外し自在のプレートに位置するのが好ましい。これら開口部は、一列にまたは並んだ状態に配されると好適であり、並んだ状態で配される場合、開口部からなる2
本の線を含み、その内の1本の線の開口部は、隣接する線の開口部からオフセットしている。
【0042】
好適なアプリケーター手段は、風味材料を加熱し、溶融液体状態に維持するための加熱手段を含むものである。この加熱手段は、供給手段を加熱するのが好ましい。供給手段は、40乃至50℃の温度に加熱されるのがより好ましい。
【0043】
第1および/または第2保持手段は、マンドレルを含むのが好ましい。第1保持手段は巻き出しマンドレルであり、第2保持手段は、巻き取りマンドレルであることがより好ましい。巻きだしマンドレルは、ウェブ材をそこから供給する役割りを果たし、巻き取りマンドレルは、そこに供給されるウェブ材を受け取る。巻き取りマンドレルは、駆動されるのが好ましい。
【0044】
吸着材を含むウェブ材は、ボビン状であると好適である。このボビンは、第1保持手段によって保持されるのが好ましい。
【0045】
好ましくは本発明の装置は、ウェブ材の通過を調節するガイドローラーを含む。より好ましくは本発明の装置は、複数のガイドローラーを含む。各ガイドローラーは、ウェブ材と接触するのが有利である。
【0046】
第1の保持手段から供給されたウェブ材が第1のガイドローラーに周囲に供給されるように第1ガイドローラーが配置されるのが好適である。ウェブ材が第1ガイドローラーの周囲に供給される後で、且つ、ウェブ材がアプリケーター手段に到達する前にウェブ材が第2ガイドローラーの周囲に供給されるように第2ガイドローラーが配置される。また風味材料がウェブ材に塗付される前で、且つ、第2保持手段がウェブ材を受ける前にウェブ材が第3のガイドローラーに供給されるように第3のガイドローラーが配置されるのが好ましい。
【0047】
本発明の装置は、ブレーキアームアセンブリーを含むのが好ましい。このブレーキアームアセンブリーは、ガイドローラーと接触する。ブレーキアームアセンブリーは、複数のガイドローラーと接触するのが好ましい。ブレーキアームアセンブリーは、可動であり、ウェブ材を所定の緊張状態に確実に保持する。ブレーキアームアセンブリーは、第1保持手段と接触可能である。ブレーキアームアセンブリーは、第1保持手段のドラムに接触するのが好ましい。ドラム上にブレーキアームアセンブリーによって加えられる圧力により第1保持手段から供給されるウェブ材の緊張が調整される。ウェブ材が緊張状態にあると
き、第1保持手段から離れた方のブレーキアームアセンブリーの端部は、第1保持手段のドラムと接触可能なブレーキアームアセンブリーの他端を第1保持手段から離れるように旋回させながら上昇する。対照的に第1保持手段から出たウェブ材が不充分な緊張状態にあるとき、ガイドローラーと接触可能な第1保持手段から離れた方のブレーキアームアセンブリーの端部は、下方位置にあり、その結果、第1保持手段と接触可能なブレーキアームアセンブリーの端部は、第1保持手段のドラムに押圧され、ドラムに加わる圧力が第1保持手段からのウェブ材の供給を遅らせる。
【0048】
好適には本発明の装置は、エンコーダーを含む。エンコーダーは、アプリケーター手段の前にウェブ供給経路に沿って位置するのが好ましい。また好ましくはエンコーダーは、ウェブ供給経路に沿ってウェブ材と接触し、ウェブ材の供給速度を測定することができる。エンコーダーは、第2保持手段および/またはこれを駆動するモーター手段と連絡していると有利である。ウェブ材の供給速度が第2保持手段および/またはこれを駆動するモーターに連絡されるので、第2保持手段が駆動し、ウェブ材を受ける速度は、ウェブ材供給速度が一定になるように変えられる。またエンコーダーは、ウェブ材の速度に基づいて
風味材料を塗付する際の流速を制御する。
【0049】
また本発明は、本発明による喫煙品の製造方法を供給する。
【0050】
本発明の喫煙品の製造方法は、吸着材と風味材料とを含むウェブ材をセクションに切断する切断手段に供給する工程と、これらセクションをラッパーに移送する工程と、このラッパーで喫煙材ロッドを巻く工程とを含む。
【0051】
好ましくはウェブ材は、例えばロータリーナイフアセンブリーによって特定の長さのセクションに切断される。好ましくはウェブ材は、喫煙品に組み込まれるウェブ材の2倍の長さに切断される。ラッパーに貼付された後のウェブ材セクションは、2倍長の喫煙品に組み込まれ、喫煙品は、その後所望の長さの2本の喫煙品に切断され、その所望の長さの喫煙品は、それぞれ1つのウェブ材セクションを有する。好ましくは最終喫煙品中のウェブ材セクションの長さは、喫煙品の喫煙材ロッドの長さの40乃至80%に相当する。したがって、ここでは好ましくはウェブ材は、最終喫煙品の喫煙材ロッドの長さの80乃至
160%に相当する長さに切断される。
【0052】
これとは別にウェブ材は、喫煙品の長さより短い長さのセクションに切断される。ウェブ材は、喫煙品の半分の長さまたはそれより短い長さに切断されると有利である。この別の態様ではウェブ材セクションは、喫煙品製造機で喫煙品を製造する間、その後の工程で切断されない。この態様は、ウェブ材が喫煙材ロッドの吸い口端から距離を置いて位置する喫煙品に好ましく、2倍長のウェブ材セクションは、このようにウェブ材を喫煙品に配置するには適していない。
【0053】
接着剤がウェブ材の表面に塗布されるのが好適である。接着剤は、接着剤アプリケーターによってウェブ材の表面に塗布される。接着剤アプリケーターは、切断手段の前に供給経路に沿って位置するのが好ましい。接着剤が塗付された面は、シガレットペーパーまたはプラグ紙などのラッパーに貼付される。ウェブ材は、喫煙品の吸い口端に対応する位置でラッパーの表面に貼付される。
【0054】
これとは別に接着剤は、接着剤アプリケーターによってラッパーの表面に塗付される。
好ましくは接着剤が塗付されるラッパーの面は、ウェブ材セクションが塗付される面である。接着剤は、最終喫煙品の吸い口端に対応する位置でラッパーの表面に塗付されると有利である。
【0055】
さらに本発明の方法は、ラッパーがそれに移送されるウェブ材セクションを有するようにラッパー供給経路にラッパーを供給する工程を含む。好適にはラッパー供給経路は、ラッパーにウェブ材セクションを移送することができるアセンブリーに隣接する。好ましくはラッパー供給経路は、ラッパーにウェブ材セクションを移送することができるアセンブリーと接触する。
【0056】
好適にはラッパーにウェブ材セクションを移送するアセンブリーは、真空アセンブリーである。好ましく真空アセンブリーは、吸引ドラムを含む。ウェブ材セクションは、吸引力によって吸引ドラム表面に保持される。好ましくは真空アセンブリーは、ラッパーにウェブ材セクションを移送する間、ウェブ材セクションを加速させる。より好ましくは真空アセンブリーは、ラッパーの供給速度に等しい速度にウェブ材セクションを加速させる。
【0057】
好ましくはラッパーは、紙巻きタバコ製造機などの喫煙品製造機に供給される。
【0058】
好ましくはラッパー供給経路は、それに移送されるウェブ材セクションとラッパーを正確に整列させるガイド手段を含む。より好ましくはガイド手段は、ペーパートラッキングガイドである。
【0059】
好適には接着剤は、ウェブ材の全体または一部のみに塗付される。ウェブ材表面の一部のみに塗付される場合、ウェブ材の縁部付近にストリップ状に塗付されるのが好ましい。好ましくは接着剤は、ウェブ材の縁部に沿ってストリップ状に塗付される。これとは別に接着剤は、ウェブ材の縁部から距離を置いて縁部と平行にストリップ状に塗付される。また接着剤は、ウェブ材の各長手方向縁部にストリップ状に塗付される。好ましくは各接着剤ストリップの幅は、約2mmである。接着剤がウェブ材の縁部から距離を置いてストリップ状に塗付される場合、接着剤は、ウェブ材の縁部から約2mmの距離を置いて位置す
るのが好ましい。
【0060】
またこれとは別にウェブ材は、所定の長さに切断し、ラッパーに貼付され、この場合ウェブ材をラッパーに接着するためにウェブ材とラッパーに圧力が加えられる。この場合ウェブ材をラッパーに接着するために接着剤は、使用されない。好適にはウェブ材とラッパーに圧力を加えるためにピンチベルトが使用される。好ましくは圧力は、ウェブ材とラッパーの両側から加えられる。好ましくは2つのピンチベルトが使用され、ラッパーの各面に位置する。
【0061】
ウェブ材をラッパーに接着するために接着剤を使用する場合、ラッパー供給経路は、任意にヒーターを含む。好ましくはこのヒーターは、ウェブ材セクションをラッパーに永久的に接着させる。ラッパーにウェブ材セクションを接着するために感熱性接着剤を使用する場合、ヒーターがこの感熱性接着剤を活性化させる。
【0062】
ウェブ材パッチを喫煙品の吸い口端からオフセットさせる別の態様では、ウェブ材は、複数の供給経路に沿って供給され、各供給経路からシガレットラッパーに移送される。ウェブ材は、この複数の供給経路に沿って複数のウェブ材保持手段から供給されてもよい。この場合ウェブ材保持手段から供給されるウェブ材は、複数の切断手段によっていくつかのセクションに切断され、各切断手段は、複数のウェブ材保持手段の内の1つから供給されるウェブ材を切断する。しかしながらウェブ材は、単独のウェブ材保持手段から単独の供給経路に沿って、複数のウェブ材供給経路を形成するためにウェブ材を細長く切断する
スリット手段に供給されるのが好ましい。これらウェブ材供給経路は、それぞれウェブ材がシガレットペーパーラッパーに移送される前にウェブ材をセクションに切断する切断手段に続いている。好適にはウェブ材セクションは、複数の供給経路から一枚のシガレットペーパーに移送される。ウェブ材セクションは、複数の供給経路のそれぞれから交互にシガレットペーパーに移送されるのが好ましい。ウェブ材は、2つのウェブ材供給経路を形成するために単独のスリット手段によって細長く切断され、2つの切断手段に供給されると有利である。
【0063】
本発明は、本発明による喫煙品を製造する装置を提供し、この装置は、吸着材と風味材料とを含むウェブ材をセクションに切断可能な切断手段にウェブ材を供給する手段と、ラッパーにウェブ材セクションを移送するアセンブリーと、ラッパーにウェブ材を接着する接着手段と、喫煙品形成手段とを含む。
【0064】
さらに本発明は、吸着材と風味材料とを含むウェブ材をラッパーに供給するための装置を提供し、この装置は、吸着材と風味材料とを含むウェブ材を供給するための手段と、ウェブ材をいくつかの長さに切断するための切断手段と、切断されたウェブ材をラッパーに移送するためのアセンブリーと、ウェブ材をラッパーに接着する接着手段とを含む。
【0065】
ウェブ材を供給する手段は、マンドレルであることが好ましい。マンドレルは、ウェブ材のボビンを保持できると好適である。
【0066】
切断手段は、ハウジングとナイフとを含むのが好ましい。好適にはナイフは、ハウジングに取り付けられる。ハウジングは、回転自在であるものが好ましい。切断手段は、複数のナイフを含むのが好ましい。これら複数のナイフは、ハウジングに等間隔に配されるとより有利である。
【0067】
好適にはラッパー上に切断されたウェブ材を移送するためのアセンブリーは、切断手段に隣接して位置する。好ましくは切断手段は、ラッパー上に切断されたウェブ材を移送するアセンブリーと接触し、これによりウェブ材は、ラッパー上に切断されたウェブ材を移送するアセンブリーに対して所定の長さに切断される。切断されたウェブ材をラッパーに移送するアセンブリーは、真空アセンブリーであるのが好ましい。より好ましくは切断されたウェブ材をラッパーに移送するアセンブリーは、吸引ドラムを含む。切断されたウェブ材をラッパーに移送するアセンブリーは、切断されたウェブ材の供給速度を加速するこ
とができると有利である。好ましくはその速度は、ラッパーが移動する速度にほぼ等しい。
【0068】
本発明の第1の態様では、接着手段は、接着剤アプリケーターを含む。好ましくはこの接着剤アプリケーターは、ローラーと接着剤源とを含む。このローラーは、接着剤源と接触し、この接着剤源からウェブ材に接着剤を移送するように作動する。より好ましくは接着剤アプリケーターは、第1および第2ローラーを含む。第1ローラーは、接着剤源と第2ローラーと接触し、接着剤源から第2ローラーに接着剤を移送するように作動し、第2ローラーは、第1ローラーからウェブ材に接着剤を移送するように作動する。接着剤アプリケーターは、接着剤を種々のパターンでウェブ材に塗付することができると有利である。第1ローラーは、接着剤を含むことができるチャネルを有すると好適である。接着剤は、第1ローラーのチャネルから第2ローラーに移送される。好ましくは第1ローラーは、その中に複数のチャネルを有してもよいが、2つのチャネルを有すると有利である。第1ローラーは、その中に2つのチャネルを有し、これらのチャネルは、ウェブ材の縁部またはウェブの縁部付近に接着剤を塗付する第2ローラー上の位置に対応する。
【0069】
また別に接着剤アプリケーターは、ウェブ材に圧力で接着剤をスプレーすることができるノズルを利用してもよい。このノズルは、接着剤をドット状、ライン状または塗膜状に塗付することができる。このようなアプリケーターガンは、当業界で知られており、その一例がWO2004/095957に記載されている。
【0070】
好ましくは本発明の装置は、ウェブ材供給経路に沿ってウェブ材を供給するための手段を含む。このウェブ材を供給するための手段は、メータリングローラーであることがより好ましい。このメータリングローラーは、ウェブ材がウェブ材供給経路に沿って供給される速度を制御すると有利である。好適にはメータリングローラーは、ラバーローラーに隣接し、メータリングローラーとラバーローラーがその間にウェブ材を供給することができるように位置する。
【0071】
好ましくは本発明の装置は、トラッキング手段を含む。より好ましくはトラッキング手段は、ウェブ材を切断手段に整列させるペーパートラッキング手段である。トラッキング手段は、切断手段の前のウェブ材の供給経路上に位置するので有利である。また好ましくは本発明の装置は、ラッパー上に切断されたウェブ材を移送するためのアセンブリーにラッパーを整列させる別のトラッキング手段を含む。このトラッキング手段は、ペーパートラッキングガイドであり、ラッパー上に切断されたウェブ材を移送するためのアセンブリーの前のラッパー供給経路上に位置すると有利である。
【0072】
また好ましくは本発明の装置は、ラッパー供給経路に沿ってラッパーを供給する駆動ローラーを含む。この駆動ローラーは、加圧ローラーに隣接し、加圧ローラーと駆動ローラーは、その間にラッパを供給させると有利である。
【0073】
好適には本発明の装置は、加熱手段を含む。好ましくはこの加熱手段は、その上でウェブ材を有するラッパーを加熱することができ、ウェブ材をラッパーに強固に接着することができるヒーターである。これとは別に加熱手段は、プリヒーターとして機能し、ウェブ材をラッパーに強固に接着するためにウェブ材がラッパーに貼付される前にラッパーを加熱する。
【0074】
ウェブ材を供給するために2つのドラムの使用を必要としない別の態様では、本発明の装置は、複数のウェブ材のストリップを形成するためにウェブ材を細長く切断するためのスリット手段を含む。好適にはこの装置は、複数の切断手段と、切断されたウェブ材をラッパーに移送する複数のアセンブリーを含む。また好適にはこの装置は、ウェブ材に接着剤を塗付するための複数の接着手段を含む。切断されたウェブ材をラッパーに移送する好適な複数のアセンブリーは、切断されたウェブ材を一枚のラッパーに移送することができる。好ましくはスリット手段は、等しい幅の2枚のストリップにウェブ材を細長く切断す
る。さらに本発明の装置は、所定の長さにウェブ材を切断することができる2つの切断手段と、ラッパーに切断されたウェブ材を移送する2つのアセンブリーと、2つの接着手段とを含むと有利である。
【0075】
本発明の第2の態様では、接着手段は、加圧手段を含む。好ましくはこの加圧手段は、所定長のウェブ材を有するラッパーに圧力を加えることができる手段を含む。より好ましくは加圧手段は、ウェブ材をラッパーに接着するためにラッパーを押圧することができるピンチローラーを含む。このピンチローラーは、ベルトと、ガイド手段とを含み、ベルトは、ガイド手段に周囲に位置する。ピンチローラーは、複数のガイド手段を含み、このガイド手段は、ガイドローラーである。より好ましくは加圧手段は、複数のピンチローラーを含む。
【0076】
上述の全ての特徴は、本発明の全ての態様に適用され、製品、その製品の製造方法および装置に適用される。
【0077】
本発明を容易に理解し、実施できるように本発明を添付図面を参照し、説明する。
【発明を実施するための最良の形態】
【0078】
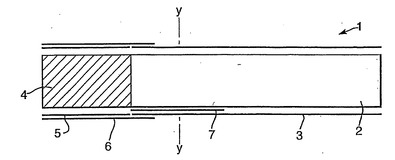
図1は、本発明による喫煙品(1)の縦断面を示す。この喫煙品(1)は、シガレットペーパー(3)が巻かれた喫煙材ロッド(2)を含む。フィルター(4)が喫煙品(1)の吸い口端に位置している。このフィルター(4)は、従来の喫煙品と同じようにプラグ紙(5)で巻かれ、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。
喫煙品(1)は、その一端に位置するメンソールを含むカーボンペーパー(7)を有する。このカーボンペーパー(7)に含まれているカーボンは、メンソール風味材料を安定させ、保持するものである。このメンソールを含むカーボンペーパー(7)は、喫煙品の円周全体を囲んでいる。シガレットペーパー(3)は、喫煙材ロッド(2)およびメンソールを含むカーボンペーパー(7)を取り囲んでいる。メンソールを含むカーボンペーパー(7)が位置する端部は、喫煙品の吸い口端に対応している。
【0079】
喫煙の際、喫煙品(1)は、一端、例えばメンソールを含むカーボンペーパー(7)から最も遠い端部で着火され、喫煙材ロッド(2)に沿って喫煙者へと煙が吸引される。最初は、煙は喫煙品に沿って通過する際、カーボン・BR>ゥらメンソールを放出させるには煙の温度が充分高くないので、メンソールの風味は、カーボンペーパー(7)から放出されない。喫煙品(1)がさらに喫煙され、燃えさし(BURNING COAL)が喫煙材ロッド(2)に沿って喫煙品(1)の吸い口端に向かって進むと、カーボンペーパー(7)は、燃えさしによって急激に加熱され、カーボンペーパー(7)からメンソール風味を放出するのに充分な温度になる。この時点で喫煙者は、メンソール風味を知覚する。
【0080】
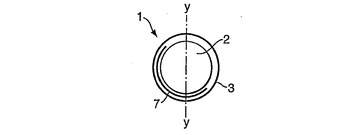
図2は、図1のx−x線に沿った喫煙品(1)の横断面を示し、ラッパー(3)が喫煙材ロッド(2)を囲み、メンソールを含むカーボンペーパー(7)がラッパー(3)の内側で喫煙材ロッド(2)の全外周の周囲を延びていることを示している。
【0081】
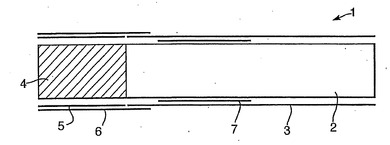
図3は、喫煙材ロッド(2)がラッパー(3)に囲まれている喫煙品(1)の縦断面を示す。プラグ紙(5)が巻かれたフィルター(4)が喫煙品(1)の吸い口端に位置し、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。喫煙品(1)は、その一端にパッチ状のメンソールを含むカーボンペーパー(7)を有する。メンソールを含むカーボンペーパー(7)が位置する端部は、喫煙品(1)の吸い口端に対応する。このカーボンペーパーパッチ(7)は、喫煙品(1)の外周の一部に亘ってのみ延びている。
【0082】
図4は、図3のy−y線に沿った喫煙品(1)の横断面を示し、ラッパー(3)が喫煙材ロッド(2)を囲み、メンソールを含むカーボンペーパー(7)がラッパー(3)の内側で喫煙材ロッド(2)の外周の一部に亘ってのみ延びていることを示している。
【0083】
図5は、喫煙材ロッド(2)がラッパー(3)に囲まれている喫煙品(1)の縦断面を示す。プラグ紙(5)が巻かれたフィルター(4)が喫煙品(1)の吸い口端に位置し、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。喫煙品(1)は、その一端付近に位置するメンソールを含むパッチ状のカーボンペーパー(7)を有する。カーボンペーパー(7)が位置する方の端部は喫煙品(1)の吸い口端に対応する。このカーボンペーパー(7)は、喫煙品(1)の吸い口端ではないが、その付近に位置するように喫煙品(1)の吸い口端に相当する端部から離れて位置する。
【0084】
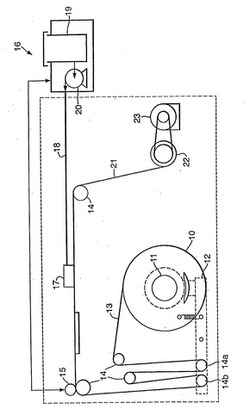
風味材料が加えられたカーボンペーパーを製造するためのシステムを図6に示す。活性炭ペーパー(10)のボビンがマンドレル(11)に保持されている。ブレーキアーム(12)がマンドレル(11)に隣接し、マンドレルを回転させ、カーボンペーパーが緊張状態にあるとき、カーボンペーパー(13)を供給する。カーボンペーパー(13)が緊張状態にないとき、ブレーキアーム(12)がマンドレル(11)のドラムに対して作用する。このマンドレル(11)は、「巻き出し」マンドレルとして知られている。カーボンペーパー(13)は、いくつかのガイドローラー(14)の周囲に供給され、確実にカ
ーボンペーパー(13)が正しい経路に案内される。ブレーキアームは、その内の2つのガイドローラー(14a、14b)に接続され、これらガイドローラーは、カーボンペーパー(13)が弛んだ時、下方の位置に留まり、ブレーキアーム(12)を巻き出しマンドレル(11)のドラムと接触した状態に維持する役割りを果たす。ドラムと接触しているとき、ブレーキアーム(12)は、巻き出しマンドレル(11)が回転するのを妨げ、そこからカーボンペーパー(13)を供給するのを妨げる。この作用により確実にカーボンペーパー(13)は、予め張力が掛かった状態に保持され、カーボンペーパー(13)
を過剰に供給するボビンの惰性(inertia)を防ぐ役割りを果たす。カーボンペーパー(13)が予め緊張状態にあるとき、2つのガイドローラー(14a、14b)は、緊張したカーボンペーパーによって上昇し、カーボンペーパーと接触しているブレーキアーム(12)を持ち上げ、これによりブレーキアーム(12)は巻き出しマンドレル(11)のドラムから離れるように揺動し、カーボンペーパー(13)をマンドレルから供給させる。2つのガイドローラー(14a、14b)は、各ポイントでペーパーに加わる力を半減するためにブレーキアームアセンブリーに利用され、ペーパーが破断するのを防いでいる
。
【0085】
エンコーダー(15)がウェブ材に隣接して位置している。エンコーダー(15)は、インクリメンタルロータリーエンコーダーであり、カーボンペーパー(13)の移動によりエンコーダーのホイール(図示せず)を回転させるようにウェブ材と接触する。エンコーダー(15)のホイールの回転数によりボビンから供給されるカーボンペーパーの速度
を測定することができ、風味材料アプリケーター装置(16)にエンコーダー(15)からの信号を送ることができる。エンコーダー(15)から風味材料アプリケーター装置(16)へと送られる信号によりカーボンペーパー(13)の供給速度に応じて風味材料アプリケーター装置(16)のカーボンペーパー(13)への風味材料の塗付を調整する。
【0086】
風味材料アプリケーター装置(16)は、風味材料アプリケーターヘッド(17)と、風味材料供給ライン(18)と、風味材料ポンプ(20)と、カーボンペーパー(13)の移送経路に位置する風味材料源(19)とを含む。好適な風味材料アプリケーター装置としては、例えば、C.B. Kaymich & Co. Ltd.社製のCFA1000 Cigarette Flavour Application Systemなどが挙げられる。カーボンペーパー(13)は、供給ライン(18)を介して風味材料源(19)に接続した風味材料アプリケーターヘッド(17)の下方を通過
する。メンソールなどの風味材料は、風味材料ポンプによって溶融状態にある風味材料源(19)から加熱された供給ライン(18)に沿ってアプリケーターヘッド(17)へと汲み上げられる。アプリケーターヘッド(17)は、その下側に8つのオリフィスを有し、これらオリフィスを介して風味材料がカーボンペーパー(13)上に供給される。アプリケーターヘッドは、オリフィスを含む交換可能なプレートを有し、異なる数/サイズ/パターンのオリフィスを有する別のプレートに交換することができる。風味材料は、カーボンペーパー(13)の活性炭粒子に吸着される。風味材料が添加されたカーボンペーパ
ー(21)は、ガイドローラー(14)を介してマンドレル(22)に供給され、このマンドレル(22)は、カーボンペーパー(21)を巻き取るために回転する。このマンドレル(22)は、「巻き返し(rewind)マンドレル」として知られている。マンドレル(22)は、モーターによって駆動する。このモーターの速度は、一定のウェブ材供給速度を維持するために制御される。ボビン(10)から供給された全てのカーボンペーパー(13)に風味材料が塗付され、マンドレル(22)に完全に巻き取られると、風味材料が添加されたカーボンペーパーを均衡化させて確実に風味材料がウェブ材に均一に配分され
るようにする。この均衡化工程は、「バルキング」または「硬化」工程として知られている。以上の工程を経て、カーボンペーパーは、本発明による喫煙品に組み込まれる準備が整えられる。
【0087】
図7は、シガレットペーパーにカーボンペーパーをパッチ状に貼付するシステムを示す。風味材料が添加されたカーボンペーパー(30)は、ボビン(31)からガイドローラー(32)を介して供給される。ボビン(31)と案内ローラーとの間に位置する機械的ボビンブレーキアーム(33)がカーボンペーパー(30)を予め緊張状態に保持し、カーボンペーパー(30)を過剰に供給してしまうボビン(31)の回転の惰性を防ぐ役割を果たす。カーボンペーパー(30)は、供給経路に沿って、カーボンペーパーが移動する速度を制御するメータリングローラー(34)を含む一連のローラーを通過する。このメータリングローラー(34)は、ニップローラー(35)に隣接し、このニップローラーは、メータリングローラーの方に付勢され、これによりカーボンペーパー(30)を効果的に挟み、メータリングローラー(34)がカーボンペーパー(30)を供給する。(ペーパートラッキング)ガイドローラー(36)がメータリングローラー(34)の後に位置し、接着剤アプリケーター(37)に到達する前に確実にウェブ材を正しく位置決めする。
【0088】
接着剤アプリケーター(37)は、2つのアプリケーターローラー(37a、37b)を含むグラビアガマー(gummer)である。下方のアプリケーターローラー(37a)は接着剤の溜めと接触し、回転するとその接着剤の溜めから接着剤がコートされる。上方のアプリケーターローラー(37b)は、下方アプリケーターローラー(37a)と接触し、これら上方および下方アプリケーターローラーの回転を介して接着剤が下方アプリケーターローラー(37a)から上方アプリケーター(37b)へと移動する。また上方アプリケーター(37b)は、カーボンペーパー(30)と接触し、接着剤が上方アプリケーター
ローラーの面からカーボンペーパー(30)の面へと移動する。グラビアガマー(37)の上方および下方アプリケーターローラーの回転速度は、カーボンペーパー(30)の速度に対して調整され、これにより接着剤が正確にカーボンペーパー(30)に塗付される。接着剤は、カーボンペーパーに断続的または連続的に塗付してもよい。カーボンペーパー(30)への接着剤の塗付パターンは、下方アプリケーターローラー(37a)を変えることによって変えられる。例えば、接着剤は、カーボンペーパー(30)の全面にまたはカーボンペーパーの両縁にそれぞれ2mmの幅または両縁から2mmほど離れたの2本の
ライン状に塗付してもよい。
【0089】
第2の(ペーパートラッキング)ガイドローラー(38)がロータリーナイフアセンブリー(39)の前に位置し、これによりウェブ材がセクションに切断される前に確実にドラムアセンブリー(40)の吸引ステーションに正確に位置決めされる。
【0090】
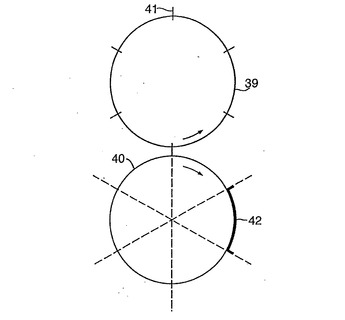
ロータリーナイフアセンブリー(39)は、真空ドラムを含むドラムアセンブリー(40)に隣接して位置する。真空ドラムは、回転自在であり、その内部に加えられる吸引力を有し、その吸引力を真空ドラム上の物に作用させる複数の孔を表面に有する。ロータリーナイフアセンブリー(39)は、単独のドラムアセンブリー(40)に対してカーボンペーパー(30)の幅を横断して切断する回転式の6つのナイフを含む。ロータリーナイフアセンブリー(39)は、ドラムアセンブリー(40)からの歯車によって駆動し、これによりこれらのナイフは、ドラムアセンブリー(40)の6つの位置の1つに対応する。ドラムアセンブリー(40)上の6つの各位置は、吸引ドラムの表面のパッチステーションに対応する。図8は、ドラムアセンブリー(40)の円周方向ピッチ(42)およびドラムアセンブリー(40)とナイフを有するロータリーナイフアセンブリー(39)の移動方向を示す。切断によって製せられるカーボンペーパー(30)のセクションは、ドラムアセンブリー(40)の6つの位置と一致する。各ナイフの表面速度は、実質的にドラムアセンブリー(40)の吸引ドラムの表面速度に対応する。ウェブ材パッチの長さは、吸引ドラムのパッチステーションのピッチと共にウェブ材の速度および吸引ドラムの表面速度によって制御される。以下の式がパッチ長さを計算するために使用される。
パッチ長さ=PxV1/V2、ここで
P=吸引ドラムのステーションのピッチ(mm)
V1=ウェブ材の速度(m/分)
V2=吸引ドラムの表面速度(m/分)
【0091】
例えば、1分間3000本の紙巻きタバコの速度では、タバコロッドの長さが57mmの場合、ステーションピッチが114mm、ウェブ材速度が90m/分となり、V2は、3000x57/1000=171m/分となる。
したがってパッチ長さは、114x90/171=60mmとなる。
【0092】
パッチに切断された後、カーボンペーパー(30)は、ドラムアセンブリー(40)の回転吸引ドラムに保持される。吸引ドラムは、その外面にカーボンペーパー(30)のセクション(パッチ)を有しながら回転することによってカーボンペーパー(30)をシガレットペーパーに移動させる。吸引ドラムは、紙巻きタバコ製造機のナイフの速度に同調した速度で回転する。紙巻きタバコ製造機のナイフの一回転は、1本の紙巻きタバコに相当するラッパーが得られ、吸引ドラムの一回転は、12本の紙巻きタバコに相当する長さのラッパーが得られる。したがって、吸引ドラムの回転速度は、紙巻きタバコ製造機のナイフの速度の1/12の速度であり、シガレットペーパーの供給速度にほぼ一致する。
【0093】
シガレットペーパー(43)は、シガレットペーパーボビン(44)に保持され、そこからガイドローラー(45)を介して供給される。ボビンブレーキアーム(46)がカーボンペーパーで説明したようにシガレットペーパー(43)の緊張状態を維持する役割りを果たす。シガレットペーパー(43)は、シガレットペーパー(43)の供給方向を制御する役割りを果たす複数のガイドローラー(45)を含むペーパー供給経路に沿って供給される。ペーパートラッキングガイド手段(47)がガイドローラー(45)の間のペーパー供給経路に沿って位置し、シガレットペーパー(43)の供給を正確にトラッキン
グ制御する。ペーパートラッキングガイド手段(47)は、シガレットペーパー(43)の経路を変更するために調整してもよく、これによりドラムアセンブリー(40)の回転ドラムから移送されるカーボンペーパーセクションに対して位置決めすることができる。任意に予備ヒーター(54)をシガレットペーパー(43)が吸引ドラム(40)と接触する前にシガレットペーパー(43)を予備加熱するために配置される。
【0094】
シガレットペーパー(43)がドラムアセンブリー(40)を通過すると、回転ドラムの表面に保持されたカーボンペーパーセクションは、これと接触するシガレットペーパー(43)の表面に移動する。カーボンペーパーセクションは、シガレットペーパー(43)に移動し、カーボンペーパーセクションの表面に塗付された接着剤によってシガレットペーパー(43)に保持される。シガレットペーパー(43)は、シガレットペーパー(43)が長時間ドラムアセンブリー(40)と接触する角度でドラムアセンブリー(40)と接触する。シガレットペーパー(43)とドラムアセンブリー(40)との接触は、
それぞれの位置およびドラムアセンブリー(40)に対するシガレットペーパー(43)のある程度の滑りを許容するシガレットペーパー(43)の緊張に影響される。この滑りによって紙巻きタバコ製造機上の切断された喫煙品に対するパッチの位置を補正することができる。カーボンペーパーセクションがシガレットペーパー(43)に移送された後、シガレットペーパー(43)は、フィードローラー(48)とピンチローラー(49)の間を通過する。フィードローラー(48)は、紙巻きタバコ製造機の要請に応じてシガレットペーパー(43)を供給し、ドラムアセンブリーとパッチ供給システムから独立して
駆動される。フィードローラー(48)とピンチローラー(49)によってシガレットペーパー(43)に加えられる圧力は、パッチのシガレットペーパー(43)への付着を補助する。バッファーエレメント(50)は、フィードローラー(48)と紙巻きタバコ製造機との間で速度を変更する。フィードローラー(48)の速度は、シガレットペーパー上のパッチの間隔を調整し、ある程度の時間が経過した後、パッチの「ドリフト」を防ぐために制御され、これは長期に亘るパッチの相対位置の変化の割合である。
【0095】
センサー(51)が紙巻きタバコ製造機のガーニチャー(garniture)(52)の直前に取り付けられ、紙巻タバコ製造機の切断ナイフに対するシガレットペーパー(43)上のパッチの位置を検出する役割りを果たす。ドラムアセンブリー(40)の速度は、シガレットペーパー(43)の速度に対して瞬間的に変えられ、これによりパッチは、紙巻きタバコ製造機に対して確実にシガレットペーパー(43)上で正しく配置され、したがって最終喫煙製品において正しい位置に位置する。この制御システムは、自動的に、かつ、瞬間的にシガレットペーパー上のパッチの位置変更を行うためにドラム(40)を加速さ
せる。任意ではあるが、さらに別のセンサーをパッチの位置を測定し、制御システムにフィードバックするためにフィードローラー(48)の直後に配置される。
【0096】
任意にヒーター(53)がシガレットペーパー(43)の供給経路上に配置され、シガレットペーパー(43)を、特にカーボンペーパー(30)の領域において加熱し、カーボンペーパーをシガレットペーパー(43)に強固に接着する。感熱性接着剤が使用されている場合、ヒーター(53)からの熱が接着剤を活性化させるので、接着を効果的に行える。
【0097】
カーボンペーパーが貼り付けられたシガレットペーパーは、従来のロッド形成ガーニチャーへと進む。このロッド形成ガーニチャーは、例えば、紙巻きタバコ製造機であってもよい。
【0098】
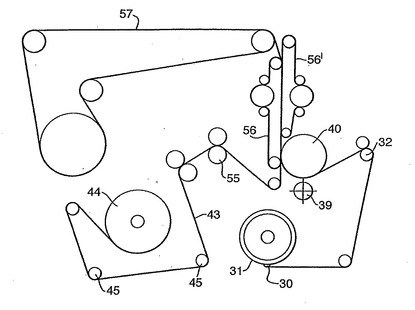
図9は、カーボンペーパーをラッパーに供給するための別のシステムを示す。風味材料が添加されたカーボンペーパー(30)は、ボビン(31)から供給経路に沿って供給される。カーボンペーパー(30)は、図7で説明したようにカーボンペーパー(30)の供給速度を制御する役割りを果たすメータリングローラー(32)を介して供給される。
ナイフを有するロータリーナイフアセンブリー(39)がカーボンペーパー(30)を所定の長さに切断する。これら所定の長さのカーボンペーパーは、真空ドラムアセンブリー(40)の表面にその中の吸引力によって保持される。真空ドラムは、真空ドラムアセンブリー(40)から所定長のカーボンペーパーをシガレットペーパー(43)に移送し、シガレットペーパー(43)の表面にカーボンペーパーを溶着するために回転する。
【0099】
シガレットペーパーまたはラッパー(43)は、ボビン(44)に保持され、そこからシガレットペーパー供給経路に沿って供給される。シガレットペーパー(43)は、シガレットペーパー(43)の緊張を維持する役割りを果たすドラグローラー(55)を通過する前に複数のガイドローラー(45)を介して供給される。シガレットペーパー(43)は、ドラムアセンブリー(40)を通過し、その表面に保持されている所定長のカーボンペーパーと接触する。真空ドラムの吸引から開放されることによりカーボンペーパーの先行縁部が真空ドラムを出る。シガレットペーパー(43)と所定長のカーボンペーパー
の先行縁部は、シガレットペーパー供給経路の両側にそれぞれ位置する一組のピンチベルト(56、56’)の間に入る。ピンチベルト(56、56’)は、その間でシガレットペーパーとカーボンペーパーを圧搾し、カーボンペーパーをシガレットペーパー(43)上に押圧する。シガレットペーパー(43)とカーボンペーパーとがピンチベルト(56、56’)を通過すると、カーボンペーパーの後縁部が吸引ドラムから開放され、シガレットペーパー(43)上に押圧される。各ピンチベルト(56、56’)は、これらピンチベルト(56、56’)の対向側部にそれぞれ位置する2つのガイドローラーの周囲に
延びたベルトを含む。さらに別のローラーがピンチベルト(56、56’)を駆動し、その緊張を維持するために作動する。
【0100】
カーボンペーパーが貼り付けられたシガレットペーパーは、ロッド形成ガーニチャー(57)に供給される。このロッド形成ガーニチャー(57)は、例えば、紙巻きタバコ製造機であってもよい。
【0101】
図10は、風味材料が添加された幅が例えば48mmのカーボンペーパーがボビン(31)から供給され、ウェブ材供給経路に沿ってスリットユニット(58)へ供給され、ここで風味材料が添加されたカーボンペーパー(30)が、所望の幅、例えばそれぞれ2mmの幅を有する2つのストリップ(30’、30’’)に裁断される別のシステムを示す。風味材料が添加された各カーボンペーパーストリップ(30’、30’’)は、真空ドラム(40、40’)およびナイフアセンブリー(39、39’)に供給される前にこれらストリップの表面に接着剤を塗付するための接着剤アプリケーター(37、37’)に
供給される。各ナイフアセンブリー(39、39’)は、カーボンペーパーストリップ(30’、30’’)をセクションに切断し、これらセクションは、これらが保持される各真空ドラムの表面からシガレットペーパー(43)に移送される。カーボンペーパーセクションは、接着剤が塗付されたその表面がシガレットペーパーと接触するように移送され、これにより各セクションは、強固にシガレットペーパー上に保持される。シガレットペーパー(43)は、シガレットペーパーボビン(44)からシガレットペーパー供給経路に沿って各真空ドラム(40、40’)へと供給され、各真空ドラム(40、40’)は
、風味材料が添加された所定長のカーボンペーパー(30、30’、30’’)をシガレットペーパー(43)上に移送する。図に示すようにシガレットペーパー(43)は、カーボンペーパーセクションがドラムからシガレットペーパー(43)へと移送される真空ドラム(40)に供給される。シガレットペーパー(43)は、フィードローラー(48)とピンチローラー(49)に供給され、このフィードローラーは、シガレットペーパー(43)がより広い面でドラム(40)と接触し、ドラムを出る前にカーボンペーパーパ
ッチとシガレットペーパーとの接触時間が長くなるように真空ドラム(40)に対する角度を持って配されている。シガレットペーパー(43)は、次の真空ドラム(40’)に供給され、この真空ドラム(40’)ではさらに別のカーボンペーパーセクションがシガレットペーパー(43)上に移送される。カーボンペーパーセクションが貼付された後、シガレットペーパー(43)は、さらに別の駆動ローラー(48)とピンチローラー(49)の間に供給され、紙巻きタバコ製造機(図示せず)に供給される。
【0102】
2つのウェブ材供給経路を有するシステムを使用することにより図5に示した態様の紙巻タバコを紙巻きタバコのフィルターから離れてパッチを配されるようにすることによって製せられる。このシステムは、単独のウェブ材供給経路より多くの数のパッチをシガレットペーパーに貼付することができる。さらに2つのドラムシステムまたはボビンからのウェブ材を裁断することにより、より広いボビンを使用することができ、ボビンの交換を頻繁に行わなくてもすむ。これら2つの真空ドラムは、それぞれ他方のドラムがウェブ材セクションを移送するシガレットペーパーの位置の間のシガレットペーパー上の位置にウ
ェブ材セクションを移送する。例えば、第2真空ドラム(40’)は、各ウェブ材セクションが第1の真空ドラム(40)によって移送されたシガレットペーパー(43)上の2つのウェブ材セクションの間の位置でシガレットペーパー(43)上に移送されるようにウェブ材セクションをシガレットペーパー(43)に移送する。
【実施例1】
【0103】
メンソールが添加された30x24mmのカーボンペーパーパッチを有するサンプル紙巻きタバコを製した。このパッチは、紙巻タバコのフィルター端部に位置し、5mgのメンソールを含む。これらのサンプルを密閉されたパック内に22℃、相対湿度60%で16週間、保存した。これら紙巻きタバコは、長さ56mmのタバコロッドと、長さ27mmのフィルターを有し、ラッパーにメンソールカーボンパッチが貼付されたことにより24.6mmの円周を有し、このカーボンペーパーは、タバコロッドのフィルターと隣接する端部から測定してタバコロッドを30mmの長さに亘って取り囲んだ。タバコロッドに
使用したブレンドは、ケース処理されたバレー(burley)、ヴァージニアおよび再生タバコを有するUSBスタイルを使用した。フィルターは、圧力降下が108のセルロースアセテートを使用し、シガレットペーパーは、29.62gsmの坪量、75CU透過率、燃焼添加剤として1%のクエン酸塩(citrate)の仕様で、混合繊維からなるものを使用した。これらの紙巻きタバコを1対2点試験法(duo-trio test)で官能審査団(sensory panel)によって評価した。1対2点試験法は、紙巻タバコの官能評価で最も一般的に使用
される識別試験であり、小さな製品または処理の違いから得られる小さな潜在的な違いを検出するのに極めて有用である。このテストでは、評価者に3つのサンプルが提示され、その内の1つは対照として特定される。その他2つのサンプルの内1つは、対照と同一のものであり、もう一方のサンプルは、対照とは異なるものである。評価者は、これら2つのサンプルの内、どのサンプルが対照サンプルと同じであるかを特定することを求められる。2項分布(Binomial Distribution)を特定された違いが偶然観察(chance observat
ion)であるかどうかを統計的に定めるために用いた。通常、最少で20回の評価、10人の評価者によってテストを繰り返してもよい、からのデータが1対2点試験法で必要とされる。この1対2点試験によってカーボンパッチを含まない紙巻きタバコロッドの部分では、メンソールが検知されなかった。
【0104】
またこれらの紙巻きタバコについて、16週間の貯蔵後の紙巻きタバコ内でのメンソールの移動について分析し、その結果を表1に示す。
【0105】
【表1】

【実施例2】
【0106】
サンプル紙巻きタバコを次のフォーマット仕様で作成した、長さ56mmタバコロッド、長さ27mmのフィルター、ラッパーにメンソールカーボンパッチが貼付されたことにより24.6mmの円周を有し、このカーボンペーパーは、タバコロッドのフィルターと隣接する端部から測定してタバコロッドを30mmの長さに亘って取り囲んだ。使用したブレンドは、ケース処理されたバリー、オリエンタル、ヴァージニアおよび再生タバコを含む完全なUSBを使用した。フィルターには108の圧力降下を有するセルロースアセテートを使用し、シガレットペーパーには坪量が29.62gsmで、透過率が50CU
で、燃焼添加剤として2%の混合クエン酸塩を含み、混合繊維からなるものを使用した。これら紙巻きタバコには、5mgのメンソールを含む30x24カーボンパッチ(40%PNC100)を加えた。これらのサンプルを分析する前に22℃、相対湿度60%RHで密閉されたパックに5ヶ月間、貯蔵した。
【0107】
パフ毎のメンソール送出量を図11に示し、初期のパフではメンソールが送出されず、最後の数パフでは著しくメンソールが送出されたことを示している。またこれらの紙巻きタバコについて、5ヶ月間の貯蔵後の紙巻きタバコ内でのメンソールの移動について分析し、その結果を表2に示す。
【0108】
【表2】
【実施例3】
【0109】
活性チャコールフィルターと30x24mmの活性炭ペーパーとを有する紙巻きタバコサンプルを製した。このカーボンパッチは、紙巻きタバコのタバコロッドのフィルター端部側に配置した。パッチは、紙巻タバコ1本当たり、6mgに相当する量のメンソールを含んでいた。活性チャコールフィルターを標準的なセルロースアセテートに変えた対照紙巻きタバコも製した。両製品は、設計的に一致しており、全粒状物送出量(TPM)は、約6mgであった。
【0110】
製造後3ヶ月経過した後、蒸気相、カルボニルおよびシアン化水素(HCN)などの一連の煙成分について分析を行った。結果は、サンプルを対照と比較し、μg/mgTPM基準での減少率をパーセントで表3に示した。
【0111】
【表3】
【0112】
表3から明らかなように全ての成分が著しく減少しており、これは活性チャコールフィルターの効果が紙巻きタバコのフィルター端部側に位置するメンソールが添加されたカーボンペーパーパッチを包含することによって阻害されないことを証明している。
【実施例4】
【0113】
異なるブレンドで異なるタール生産量を有する製品に3つの異なる量のメンソールを加えた紙巻きタバコサンプルを製した。これら全てのサンプルは、活性チャコールフィルターと紙巻タバコのフィルター端部付近に配置され、メンソールが添加された30x23mmまたは34x23mmのいずれかのサイズのカーボンペーパーとを有する。製造後2ヶ月経過した後、蒸気相、カルボニルおよびシアン化水素(HCN)などの一連の煙成分について分析を行った。結果は、各サンプルをカーボンペーパーパッチを含まないメンソールが添加されていない対照と比較し、μg/mgTPM基準での減少率をパーセントで表
4に示した。
【0114】
【表4】
【0115】
負の値は、対照製品(具体的に示していない)との比較においてメンソールが添加された製品の成分の増加を示す。表から明らかなようにメンソールが添加されていない対照と比較したメンソールが添加されたカーボンペーパーを含む製品において測定された成分の量の変化は、ゼロに近い。蒸気相の結果は、メンソールが添加された製品において僅かに減少しているが、±15%以内の結果は、顕著な違いではないことは当業者に認められている。メンソールが添加されたカーボンペーパーを紙巻きタバコに組み込み、吸い口端付近に位置させた場合、選択された揮発性煙成分を減少させるという活性チャコールフィル
ターの性能は、メンソールによって変化しない。
【0116】
表5は、活性炭(PNC60)と相性のよいと評価された異なる種類のアロマ化合物のリストである。これらアロマ化合物の物理的データおよび熱による放出特性も示している。熱による放出に関するデータは、当業界で知られているProgrammable Temperature Vaporisation-Mass Spectrometry (PTV-MS)分析技術を使用して、20℃から350℃の温度範囲で求めたものである。
【0117】
【表5】
【0118】
PNC60活性炭パウダーに吸着されたメンソールのPTV-MS分析による典型的な熱放出分布を図12に示す。メンソールイオンの発生量が時間に対してプロットされている。分析開始時の温度は、20℃であり、それから毎分30℃の割合で上昇させる。メンソールの熱放出は、約150℃の温度で生じる。
【0119】
表6は、活性カーボンペーパーに塗付し、熱放出について試験した風味材料のリストである。熱による放出に関するデータは、当業界で知られているProgrammable Temperature Vaporisation-Mass Spectrometry (PTV-MS)分析技術を使用して、20℃から350℃の温度範囲で求めたものである。
【0120】
【表6】
【図面の簡単な説明】
【0121】
【図1】本発明の喫煙品の長手方向断面図である。
【図2】図1のx−x線に沿った喫煙品の断面図である。
【図3】本発明の別の態様による喫煙品の長手方向断面図である。
【図4】図3のy−y線に沿った喫煙品の断面図である。
【図5】本発明のさらに別の態様による喫煙品の長手方向断面図である。
【図6】本発明によるウェブ材に風味材料を塗付するためのシステムを示す。
【図7】本発明によるラッパーにウェブ材を貼付するための装置を示す。
【図8】図7の装置の一部の断面図を示す。
【図9】本発明の別の態様によるラッパーにウェブ材を塗付するための装置を示す。
【図10】本発明の別の態様によるラッパーにウェブ材を塗付するための装置を示す。
【図11】サンプル製品のパフ毎のメンソールの送出量を示す。
【図12】活性炭に吸着されたメンソールの熱放出分布を示す。
【技術分野】
【0001】
本発明は、喫煙品に関し、特にその中に風味材料を含む喫煙品に関する。
【背景技術】
【0002】
メンソールなどの風味材料が喫煙品の煙および味特性を変性するために喫煙品に利用されている。風味材料は、風味材料を含む溶液をタバコにスプレーするまたは風味材料をシガレットペーパーに塗付するなどの種々の方法によって喫煙品に添加されている。しかしながら、多くの風味材料は、揮発性または半揮発性であるので、かなりの量の風味材料が喫煙品の製造時または貯蔵時に蒸発して、失われる。さらに喫煙中、多くの風味材料が最初の吸煙による煙によって揮発してしまい、喫煙者に均一な風味を提供することができない。
【0003】
風味材料の損失または早期揮発を防ぐために風味材料をカプセル化するための種々の物質が利用されている。多くの風味材料カプセル化技術では、多糖類コーティング内に風味材料をカプセル化する。例えば欧州特許第0490559号には、風味材料の芯と、周りがアルギン酸塩でコートされた多糖類バインダーとを含むフィラメントが開示されている。しかしながら、このようなフィラメントを高速で作動する機械を用いて紙巻きタバコに挿入するのは困難である。またこのフィラメントを使用して、喫煙時の特定の段階で喫煙者に風味を送ることを調節するのは、紙巻タバコ内でフィラメントを正確に位置決めする
必要があるので容易ではない。
【0004】
また別の喫煙品のためのカプセル化技術では、風味材料をマイクロカプセル化して、そのマイクロカプセルをタバコブレンドに含ませている。この技術には必要に応じて喫煙品にマイクロカプセルを均一に配分することが困難であり、また喫煙品の特定の場所にマイクロカプセルを正確に配置するのが困難であるという欠点がある。
【0005】
マイクロカプセル構造を有する吸着材もまた安定化特性を有し、風味材料を保持することができ、所定の温度に加熱された際、例えば喫煙時に風味材料を放出することができる。
【0006】
米国特許第3,150,668号は、喫煙を終わらせるべき時を喫煙者に知らせるための風味材料を含む紙巻きタバコが開示されている。そして紙巻きタバコの初期の吸煙時に喫煙者に風味が到達するのを防ぐために遅延剤が風味材料と共に用いられている。遅延剤は、液状または固体である、活性炭であってもよい。風味材料と遅延剤は、紙巻きタバコ内に組み込まれる前に混合される。しかしながら、特に紙巻きタバコ製造に採用される高速でこの混合物を紙巻きタバコ内の所定の位置に容易に配置することができない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
喫煙中、喫煙者が例えば最後の吸煙または最後の2、3回の吸煙時に風味材料による風味を知覚するように、安定化された風味材料を喫煙品、特にその一端に向けて簡単且つ効果的に配置すると有利であると考えられている。理想的には風味材料として使用されるメンソールは、喫煙者に爽快感および/または爽快味を供し、且つ、「フレッシュフィニッシュ(fresh finish)」を供する。
【0008】
本発明の目的は、喫煙中に喫煙者に供するための安定化された風味材料を含む喫煙品を提供することである。
【0009】
さらに本発明は、安定化された風味材料が正確に配置された喫煙品を提供することも目的としている。
【0010】
さらに本発明は、安定化された風味材料が配置された喫煙品の製造方法および装置を提供することも目的としている。
【0011】
さらに本発明は、喫煙品の最終吸煙段階で喫煙者に爽快感を供することも目的としている。
【0012】
本発明では、風味特性を損失することなく、煙中の粒状物を減少させる。
【課題を解決するための手段】
【0013】
本発明は、喫煙材ロッドと、このロッドに巻かれるラッパーと、吸着材と風味材料とを含むウェブ材とを含み、このウェブ材が喫煙材ロッドとラッパーとの間に配される喫煙品を提供する。
【0014】
この喫煙品のラッパーは、当業界でよく知られているシガレットペーパーが適している。
【0015】
本発明の喫煙品は、2枚以上のラッパーで巻かれてもよく、例えば二重に巻かれてもよい。しかしながら、一枚のラッパーで巻かれるのが好ましい。
【0016】
本発明の喫煙品は、フィルターエレメントを含むのが好ましい。このフィルターエレメントは、例えばデュアルまたはトリプルフィルターのような複数のセクションを含むマルチフィルターであってもよい。好適なフィルターは、当業者によく知られている。好ましいフィルターエレメントは、煙の気相成分(vapor phase constituents)を減少させるための吸着材を含む。既に知られているこのようなフィルターとしては、粒状の活性炭がフィルターのセルロースアセテート材に分散したDalmatianフィルターおよび複数のセグメント化されたフィルターの凹部に活性炭粒子が充填されたキャビティーフィルターなどが挙げられる。喫煙品の吸い口端付近にパッチが配置されている場合、風味材料は、フィルターの吸着材に吸着されず、且つ、煙の気相成分を減少させるフィルター内の吸着材の性能に影響を与えずにウェブ材から放出されることを発見した。
【0017】
ウェブ材は、繊維シート材であることが好ましい。この繊維シート材は、セルロース系シート材またはタバコ含有シート材であるのがより好ましい。また繊維シート材は、セルロース系ウェブ材であると有利である。このセルロース系ウェブ材は、紙ウェブ材であるとより有利である。紙ウェブ材は、平坦なもの、クレープ紙またはカレンダー処理されたものでもよい。吸着材は、ウェブ材に組み込まれ、ウェブ材の一体成分であると有利である。
【0018】
吸着材は、風味材料を含むことが好ましい。好適な吸着材は、ゼオライト、セピオライト、クレー、活性アルミナ、ミネラル、樹脂、カーボンの内の1つ以上である。好ましい吸着材は、カーボンである。より好ましい吸着材は、活性炭である。
【0019】
吸着材は、粒状、粉状または微粒子状であると有利である。吸着材が粒状、粉状または微粒子状のいずれかである場合、その粒径は、500μm未満であることが好ましく、100μm未満であることがより好ましい。さらに好ましい粒径は、50μm未満であり、最も好ましい粒径は、平均で20μm未満である。ここで言う粒径は、粒子の直径である。
【0020】
ウェブ材中の好適な吸着材の充填量は、ウェブ材の70重量パーセント未満である。好ましい充填量は、50重量パーセント未満である。また吸着材は、10乃至45重量パーセント、ウェブ材に充填されると有利である。
【0021】
吸着材が活性炭である場合、その活性炭は、最大で180%CTCの活性レベルを有するのが好ましい。より好ましくは活性炭は、40乃至160%CTCの活性度を有する。カーボンの活性は、四塩化炭素(CTC)を百分率で測定することにより得られ、測定方法は、当業界でよく知られている。カーボンを秤量し、CTCに晒し、その後のカーボンの重量を測定する。そのカーボンの重量の増加を百分率で計算する。
【0022】
好適な風味材料は、揮発性または半揮発性である。本発明の喫煙品に使用するのに好適な風味材料は、メンソール(天然および/または合成)、アルコール、エステル、ケトン、ラクトン、エッセンシャルオイルおよびアルデヒドなどである。好ましく一般的に使用されている風味材料は、メンソールである。
【0023】
さらに別の材料を本発明のウェブ材に加えてもよい。そのような材料としては、無機充填材および燃焼添加剤などが挙げられる。例えば、好ましい充填材は、炭酸カルシウムである。当業界で知られている他の無機充填材としては、酸化チタン、酸化マグネシウム、硫酸カルシウム、クレーおよびカオリンなどが挙げられる。同様に好ましい燃焼添加剤としては、クエン酸ナトリウムおよびクエン酸カリウムなどが挙げられる。当業界で知られている他の燃焼添加剤としては、その他の水溶性クエン酸塩およびリン化合物が挙げられる。
【0024】
喫煙材は、タバコ材であることが好ましい。タバコ材は、葉柄、葉身およびタバコダストの内の1つ以上を含むことが好ましい。タバコ材は、ヴァージニアまたは火力乾燥(flue-cured)タバコ、バーレイタバコ、オリエンタルタバコ、再生タバコおよび葉柄の内の1つ以上を含むことが好ましい。また喫煙材は、タバコ材ブレンドを含むことがより好ましい。喫煙材料は、10乃至80%のヴァージニアタバコと、0乃至60%のバーレイタバコと、0乃至20%のオリエンタルタバコと、0乃至30%の再生タバコと、0乃至5
0%の膨張タバコと、0乃至30%の葉柄を含むと有利である。
【0025】
ウェブ材は、ラッパーの喫煙材ロッドに面した表面に接着されると有利である。好適にはウェブ材は、ラッパーに接着剤によって接着される。その接着剤は、感熱性接着剤、PVA、澱粉、澱粉溶液のいずれかであることが好ましい。好ましい接着剤は、PVAである。
【0026】
ウェブ材は、喫煙品の一部のみ、特に喫煙材ロッドの一部のみに亘って延びていることが好ましい。喫煙品の一部とはその長さに対して、および/またはその円周に対してであってもよい。ウェブ材は、喫煙品の長さの一部のみ、特に喫煙材ロッドの長さの一部のみに亘って延びていることが好ましい。ウェブ材が喫煙品の一部に亘って延びていることにより風味材料を特定の場所に配置することになり、結果として風味材料がウェブ材の位置に対応する喫煙中の所定のポイントで喫煙者に放出される。これは、風味材料がウェブ材から喫煙品の他の部分に逃げる、または移動するのを防ぐウェブ材内の吸着材の「係止力
」によって達成される。ウェブ材内の吸着材の係止力は、貯蔵時の風味材料安定化効率を定量化するために考案された高感度固相マイクロ抽出法(Solid Phase Micro-Extraction (SPME))を用いて測定される。喫煙品の吸い口端(mouth end)または着火端にまたは吸い口端または着火端付近でウェブ材は、喫煙品の一部に亘って延びてもよい。ウェブ材は、喫煙品の吸い口端にまたは吸い口端付近で喫煙品の一部に亘って延びるのが好ましい。
【0027】
ウェブ材は、喫煙材ロッドの長さ全体または一部に亘って延びる。喫煙中、喫煙品の特定のポイントで風味を喫煙者に送出することが望まれる場合、ウェブ材は、喫煙材の長さに沿って部分的に延びるのが好ましい。好ましくはウェブ材は、喫煙材ロッドの長さの10乃至80%、より好ましくは30乃至80%に亘って延びる。第1の態様では、ウェブ材は、喫煙品の吸い口端のある1つのポイントから他端付近のある1つのポイントまで延びている。吸い口端から他端付近のポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離(全長)の10乃至80%のポイント、好ましくは30乃至80%である。第2の態様では、ウェブ材は、喫煙品の吸い口端付近の第1ポイントから喫煙品の他端付近の第2ポイントへと延びる。喫煙品の吸い口端付近の第1ポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離の少なくとも10%のポイントであることが好ましい。さらに喫煙品の他端付近の第2ポイントは、喫煙品の吸い口端から喫煙材ロッドに沿った距離の11乃至80%、好ましくは30乃至80%のポイントである。2つ以上のウェブ材が喫煙材ロッドの長さに沿って延びてもよい。
【0028】
本発明は、2つ以上の風味を喫煙品に供する。例えば、同じまたは異なる2つの風味を喫煙品に含ませてもよい。これは、各々吸着材と風味材料を含む2つの別個のウェブ材を喫煙品に配置することによって達成される。これとは別に1つのウェブ材が個々の風味材料からなる複数のラインまたは風味材料の混合物などを含んでもよい。また喫煙品がウェブ材を含み、さらに風味材料を含有させたタバコブレンドを含んでもよい。好ましい態様では、喫煙品は、風味材料を含むウェブ材と、これと同じ風味材料を有するタバコブレンドとを含み、これによりウェブ材は、例えば最後の2,3服に特別に風味を喫煙者に効果
的に供することになる。このことは、タバコブレンド中のメンソール風味材料が喫煙中に喫煙者にメンソールの刺激を与え、メンソール風味材料を含むウェブ材が最後の数服時に強いメンソールの刺激を与えるという点でメンソールを含む喫煙品において有利である。
【0029】
さらに本発明は、吸着材含有ウェブ材に風味材料を加える方法を提供し、この方法は、ウェブ材の表面に風味材料を塗付する工程と、このウェブ材を20℃超の温度に少なくとも30分間、晒してウェブ材の吸着材に風味材料を吸着させる工程とを含む。
【0030】
風味材料は、風味材料アプリケーター手段によってウェブ材に塗付するのが好ましい。風味材料は、ウェブ材にストリーム状に塗付するのが好ましい。さらに好ましくは風味材料は、ウェブ材に複数の風味材ストリームとして塗付される。風味材料の複数のストリームは、ウェブ材に一列にまたは並んだ状態で塗付される。風味材料を並んだ状態で塗付する場合、その列は、2本の風味材料ストリームを含み、その内の1本は、隣接する風味材料のストリームからオフセットしている。風味材料は、1乃至30本の風味材料ストリームとしてウェブ材の表面に塗付されるのが好適である。風味材料は、4乃至18本の風味
材料ストリームとしてウェブ材の表面に塗付されると有利である。風味材料の各ストリームは、風味材料が通過するアプリケーター手段のオリフィスの形状に実質的に対応した断面を有するのが好適である。風味材料の各ストリームは、フィラメント状であり、実質的に円形の断面を有するのが好ましい。
【0031】
風味材料が室温で固体の場合、風味材料は、溶融した液状に維持するために加熱される。風味材料は、40乃至55℃の温度に加熱すると有利である。風味材料は、アプリケーター手段、特に風味源からウェブ材に風味材料を塗付するために動作するアプリケーターヘッドに風味材料を供給するように動作するアプリケーター手段の供給手段によって加熱されるのが好ましい。
【0032】
ウェブ材は、第1ウェブ材保持手段から第2ウェブ材保持手段へと供給されるのが好適である。好ましくは第1および/または第2ウェブ材保持手段は、マンドレルを含む。ウェブ材は、巻き出しマンドレルから駆動巻き取りマンドレルへと供給される。
【0033】
ウェブ材は、移送経路に沿ってガイドローラーに供給され、ウェブ材は、移送経路に沿ってガイドローラーによって案内されるのが好ましい。より好ましくはウェブ材は、移送経路に沿って複数のガイドローラーに供給される。
【0034】
吸着材は、カーボンであることが好ましく、活性炭であることがより好ましい。吸着材は、粒状、粉状または微粒子状であると有利である。
【0035】
風味材料は、揮発性または半揮発性の風味材料であることが好ましい。風味材料は、液状または溶融状態であると好適である。風味材料は、次の、複素環式化合物、テルペン系炭化水素、アルコール、酸、エステル、ケトン、ラクトン、エッセンシャルオイル、アルデヒド、またはメンソールの化合物の内のいずれか1つ以上であることが好ましい。風味材料は、メンソールであると有利である。
【0036】
ウェブ材は、繊維性シート材であることが好ましい。より好ましくはウェブ材は、セルロース系またはタバコ含有シート材である。ウェブ材は、紙であると有利である。その紙は、平坦なもの、クレープ紙またはカレンダー処理された紙であってもよい。
【0037】
ウェブ材は、風味材料が塗付された後、均衡化段階(equilibration stage)を経て、ここでウェブ材に塗付された風味材料がウェブ材内の吸着材によって効果的に吸着される。この段階は、「バルキング(bulking)」または「硬化」段階として知られている。ウェブ材を周囲温度超の温度で比較的短時間で硬化することによってウェブ材の吸着材による風味材料の吸着が著しく改善されることを発見した。ウェブ材は、風味材料の均衡化を促進する温度で風味材料を均衡化させるために最長で96時間、貯蔵すると有利である。硬化段階中の温度は、25乃至80℃であることが好ましく、最適な温度範囲は、40乃至80℃である。高温での貯蔵時間を最小限にするために風味材料を可能な限り素早く吸着させると有利である。しかしながら、ウェブ材の性質によりウェブ材を焦がす、または変色させる高温にウェブ材を晒すのは望ましくない。100℃を超える温度は、好ましくない。さらにエージング段階を加えてもよく、この段階ではウェブ材が2日間から数ヶ月の範囲の所定の時間、周囲条件下で貯蔵される。エージング段階は、2日間乃至6週間行うのが好ましい。
【0038】
本発明の全ての態様に適用可能な実施態様では、活性炭などの吸着材は、予め風味を付けてから、その後ウェブ材に形成してもよい。
【0039】
また本発明は、ウェブ材に風味材料を供給する装置を提供し、このウェブ材は、吸着材を含み、この装置は、第1ウェブ材保持手段と、ウェブ材に風味材料を塗付することができるアプリケーター手段と、第2ウェブ材保持手段とを含む。
【0040】
アプリケーター手段は、ウェブ材に風味材料を塗付するためのアプリケーターヘッドと、このアプリケーターヘッドに風味材料を供給するための供給手段とを含むのが好ましい。
【0041】
アプリケーターヘッドは、その表面に風味材料が通過できる開口部を有するのが好ましい。アプリケーターヘッドは、その表面に複数の開口部を有するのがより好ましい。アプリケーターヘッドは、その表面に1乃至30個の開口部を有すると有利である。またアプリケーターヘッドは、その表面に4乃至18個の開口部を有するとより有利である。アプリケーターヘッドの表面の開口部は、円形または細長い形状であると好適である。これら開口部は、取り外し自在のプレートに位置するのが好ましい。これら開口部は、一列にまたは並んだ状態に配されると好適であり、並んだ状態で配される場合、開口部からなる2
本の線を含み、その内の1本の線の開口部は、隣接する線の開口部からオフセットしている。
【0042】
好適なアプリケーター手段は、風味材料を加熱し、溶融液体状態に維持するための加熱手段を含むものである。この加熱手段は、供給手段を加熱するのが好ましい。供給手段は、40乃至50℃の温度に加熱されるのがより好ましい。
【0043】
第1および/または第2保持手段は、マンドレルを含むのが好ましい。第1保持手段は巻き出しマンドレルであり、第2保持手段は、巻き取りマンドレルであることがより好ましい。巻きだしマンドレルは、ウェブ材をそこから供給する役割りを果たし、巻き取りマンドレルは、そこに供給されるウェブ材を受け取る。巻き取りマンドレルは、駆動されるのが好ましい。
【0044】
吸着材を含むウェブ材は、ボビン状であると好適である。このボビンは、第1保持手段によって保持されるのが好ましい。
【0045】
好ましくは本発明の装置は、ウェブ材の通過を調節するガイドローラーを含む。より好ましくは本発明の装置は、複数のガイドローラーを含む。各ガイドローラーは、ウェブ材と接触するのが有利である。
【0046】
第1の保持手段から供給されたウェブ材が第1のガイドローラーに周囲に供給されるように第1ガイドローラーが配置されるのが好適である。ウェブ材が第1ガイドローラーの周囲に供給される後で、且つ、ウェブ材がアプリケーター手段に到達する前にウェブ材が第2ガイドローラーの周囲に供給されるように第2ガイドローラーが配置される。また風味材料がウェブ材に塗付される前で、且つ、第2保持手段がウェブ材を受ける前にウェブ材が第3のガイドローラーに供給されるように第3のガイドローラーが配置されるのが好ましい。
【0047】
本発明の装置は、ブレーキアームアセンブリーを含むのが好ましい。このブレーキアームアセンブリーは、ガイドローラーと接触する。ブレーキアームアセンブリーは、複数のガイドローラーと接触するのが好ましい。ブレーキアームアセンブリーは、可動であり、ウェブ材を所定の緊張状態に確実に保持する。ブレーキアームアセンブリーは、第1保持手段と接触可能である。ブレーキアームアセンブリーは、第1保持手段のドラムに接触するのが好ましい。ドラム上にブレーキアームアセンブリーによって加えられる圧力により第1保持手段から供給されるウェブ材の緊張が調整される。ウェブ材が緊張状態にあると
き、第1保持手段から離れた方のブレーキアームアセンブリーの端部は、第1保持手段のドラムと接触可能なブレーキアームアセンブリーの他端を第1保持手段から離れるように旋回させながら上昇する。対照的に第1保持手段から出たウェブ材が不充分な緊張状態にあるとき、ガイドローラーと接触可能な第1保持手段から離れた方のブレーキアームアセンブリーの端部は、下方位置にあり、その結果、第1保持手段と接触可能なブレーキアームアセンブリーの端部は、第1保持手段のドラムに押圧され、ドラムに加わる圧力が第1保持手段からのウェブ材の供給を遅らせる。
【0048】
好適には本発明の装置は、エンコーダーを含む。エンコーダーは、アプリケーター手段の前にウェブ供給経路に沿って位置するのが好ましい。また好ましくはエンコーダーは、ウェブ供給経路に沿ってウェブ材と接触し、ウェブ材の供給速度を測定することができる。エンコーダーは、第2保持手段および/またはこれを駆動するモーター手段と連絡していると有利である。ウェブ材の供給速度が第2保持手段および/またはこれを駆動するモーターに連絡されるので、第2保持手段が駆動し、ウェブ材を受ける速度は、ウェブ材供給速度が一定になるように変えられる。またエンコーダーは、ウェブ材の速度に基づいて
風味材料を塗付する際の流速を制御する。
【0049】
また本発明は、本発明による喫煙品の製造方法を供給する。
【0050】
本発明の喫煙品の製造方法は、吸着材と風味材料とを含むウェブ材をセクションに切断する切断手段に供給する工程と、これらセクションをラッパーに移送する工程と、このラッパーで喫煙材ロッドを巻く工程とを含む。
【0051】
好ましくはウェブ材は、例えばロータリーナイフアセンブリーによって特定の長さのセクションに切断される。好ましくはウェブ材は、喫煙品に組み込まれるウェブ材の2倍の長さに切断される。ラッパーに貼付された後のウェブ材セクションは、2倍長の喫煙品に組み込まれ、喫煙品は、その後所望の長さの2本の喫煙品に切断され、その所望の長さの喫煙品は、それぞれ1つのウェブ材セクションを有する。好ましくは最終喫煙品中のウェブ材セクションの長さは、喫煙品の喫煙材ロッドの長さの40乃至80%に相当する。したがって、ここでは好ましくはウェブ材は、最終喫煙品の喫煙材ロッドの長さの80乃至
160%に相当する長さに切断される。
【0052】
これとは別にウェブ材は、喫煙品の長さより短い長さのセクションに切断される。ウェブ材は、喫煙品の半分の長さまたはそれより短い長さに切断されると有利である。この別の態様ではウェブ材セクションは、喫煙品製造機で喫煙品を製造する間、その後の工程で切断されない。この態様は、ウェブ材が喫煙材ロッドの吸い口端から距離を置いて位置する喫煙品に好ましく、2倍長のウェブ材セクションは、このようにウェブ材を喫煙品に配置するには適していない。
【0053】
接着剤がウェブ材の表面に塗布されるのが好適である。接着剤は、接着剤アプリケーターによってウェブ材の表面に塗布される。接着剤アプリケーターは、切断手段の前に供給経路に沿って位置するのが好ましい。接着剤が塗付された面は、シガレットペーパーまたはプラグ紙などのラッパーに貼付される。ウェブ材は、喫煙品の吸い口端に対応する位置でラッパーの表面に貼付される。
【0054】
これとは別に接着剤は、接着剤アプリケーターによってラッパーの表面に塗付される。
好ましくは接着剤が塗付されるラッパーの面は、ウェブ材セクションが塗付される面である。接着剤は、最終喫煙品の吸い口端に対応する位置でラッパーの表面に塗付されると有利である。
【0055】
さらに本発明の方法は、ラッパーがそれに移送されるウェブ材セクションを有するようにラッパー供給経路にラッパーを供給する工程を含む。好適にはラッパー供給経路は、ラッパーにウェブ材セクションを移送することができるアセンブリーに隣接する。好ましくはラッパー供給経路は、ラッパーにウェブ材セクションを移送することができるアセンブリーと接触する。
【0056】
好適にはラッパーにウェブ材セクションを移送するアセンブリーは、真空アセンブリーである。好ましく真空アセンブリーは、吸引ドラムを含む。ウェブ材セクションは、吸引力によって吸引ドラム表面に保持される。好ましくは真空アセンブリーは、ラッパーにウェブ材セクションを移送する間、ウェブ材セクションを加速させる。より好ましくは真空アセンブリーは、ラッパーの供給速度に等しい速度にウェブ材セクションを加速させる。
【0057】
好ましくはラッパーは、紙巻きタバコ製造機などの喫煙品製造機に供給される。
【0058】
好ましくはラッパー供給経路は、それに移送されるウェブ材セクションとラッパーを正確に整列させるガイド手段を含む。より好ましくはガイド手段は、ペーパートラッキングガイドである。
【0059】
好適には接着剤は、ウェブ材の全体または一部のみに塗付される。ウェブ材表面の一部のみに塗付される場合、ウェブ材の縁部付近にストリップ状に塗付されるのが好ましい。好ましくは接着剤は、ウェブ材の縁部に沿ってストリップ状に塗付される。これとは別に接着剤は、ウェブ材の縁部から距離を置いて縁部と平行にストリップ状に塗付される。また接着剤は、ウェブ材の各長手方向縁部にストリップ状に塗付される。好ましくは各接着剤ストリップの幅は、約2mmである。接着剤がウェブ材の縁部から距離を置いてストリップ状に塗付される場合、接着剤は、ウェブ材の縁部から約2mmの距離を置いて位置す
るのが好ましい。
【0060】
またこれとは別にウェブ材は、所定の長さに切断し、ラッパーに貼付され、この場合ウェブ材をラッパーに接着するためにウェブ材とラッパーに圧力が加えられる。この場合ウェブ材をラッパーに接着するために接着剤は、使用されない。好適にはウェブ材とラッパーに圧力を加えるためにピンチベルトが使用される。好ましくは圧力は、ウェブ材とラッパーの両側から加えられる。好ましくは2つのピンチベルトが使用され、ラッパーの各面に位置する。
【0061】
ウェブ材をラッパーに接着するために接着剤を使用する場合、ラッパー供給経路は、任意にヒーターを含む。好ましくはこのヒーターは、ウェブ材セクションをラッパーに永久的に接着させる。ラッパーにウェブ材セクションを接着するために感熱性接着剤を使用する場合、ヒーターがこの感熱性接着剤を活性化させる。
【0062】
ウェブ材パッチを喫煙品の吸い口端からオフセットさせる別の態様では、ウェブ材は、複数の供給経路に沿って供給され、各供給経路からシガレットラッパーに移送される。ウェブ材は、この複数の供給経路に沿って複数のウェブ材保持手段から供給されてもよい。この場合ウェブ材保持手段から供給されるウェブ材は、複数の切断手段によっていくつかのセクションに切断され、各切断手段は、複数のウェブ材保持手段の内の1つから供給されるウェブ材を切断する。しかしながらウェブ材は、単独のウェブ材保持手段から単独の供給経路に沿って、複数のウェブ材供給経路を形成するためにウェブ材を細長く切断する
スリット手段に供給されるのが好ましい。これらウェブ材供給経路は、それぞれウェブ材がシガレットペーパーラッパーに移送される前にウェブ材をセクションに切断する切断手段に続いている。好適にはウェブ材セクションは、複数の供給経路から一枚のシガレットペーパーに移送される。ウェブ材セクションは、複数の供給経路のそれぞれから交互にシガレットペーパーに移送されるのが好ましい。ウェブ材は、2つのウェブ材供給経路を形成するために単独のスリット手段によって細長く切断され、2つの切断手段に供給されると有利である。
【0063】
本発明は、本発明による喫煙品を製造する装置を提供し、この装置は、吸着材と風味材料とを含むウェブ材をセクションに切断可能な切断手段にウェブ材を供給する手段と、ラッパーにウェブ材セクションを移送するアセンブリーと、ラッパーにウェブ材を接着する接着手段と、喫煙品形成手段とを含む。
【0064】
さらに本発明は、吸着材と風味材料とを含むウェブ材をラッパーに供給するための装置を提供し、この装置は、吸着材と風味材料とを含むウェブ材を供給するための手段と、ウェブ材をいくつかの長さに切断するための切断手段と、切断されたウェブ材をラッパーに移送するためのアセンブリーと、ウェブ材をラッパーに接着する接着手段とを含む。
【0065】
ウェブ材を供給する手段は、マンドレルであることが好ましい。マンドレルは、ウェブ材のボビンを保持できると好適である。
【0066】
切断手段は、ハウジングとナイフとを含むのが好ましい。好適にはナイフは、ハウジングに取り付けられる。ハウジングは、回転自在であるものが好ましい。切断手段は、複数のナイフを含むのが好ましい。これら複数のナイフは、ハウジングに等間隔に配されるとより有利である。
【0067】
好適にはラッパー上に切断されたウェブ材を移送するためのアセンブリーは、切断手段に隣接して位置する。好ましくは切断手段は、ラッパー上に切断されたウェブ材を移送するアセンブリーと接触し、これによりウェブ材は、ラッパー上に切断されたウェブ材を移送するアセンブリーに対して所定の長さに切断される。切断されたウェブ材をラッパーに移送するアセンブリーは、真空アセンブリーであるのが好ましい。より好ましくは切断されたウェブ材をラッパーに移送するアセンブリーは、吸引ドラムを含む。切断されたウェブ材をラッパーに移送するアセンブリーは、切断されたウェブ材の供給速度を加速するこ
とができると有利である。好ましくはその速度は、ラッパーが移動する速度にほぼ等しい。
【0068】
本発明の第1の態様では、接着手段は、接着剤アプリケーターを含む。好ましくはこの接着剤アプリケーターは、ローラーと接着剤源とを含む。このローラーは、接着剤源と接触し、この接着剤源からウェブ材に接着剤を移送するように作動する。より好ましくは接着剤アプリケーターは、第1および第2ローラーを含む。第1ローラーは、接着剤源と第2ローラーと接触し、接着剤源から第2ローラーに接着剤を移送するように作動し、第2ローラーは、第1ローラーからウェブ材に接着剤を移送するように作動する。接着剤アプリケーターは、接着剤を種々のパターンでウェブ材に塗付することができると有利である。第1ローラーは、接着剤を含むことができるチャネルを有すると好適である。接着剤は、第1ローラーのチャネルから第2ローラーに移送される。好ましくは第1ローラーは、その中に複数のチャネルを有してもよいが、2つのチャネルを有すると有利である。第1ローラーは、その中に2つのチャネルを有し、これらのチャネルは、ウェブ材の縁部またはウェブの縁部付近に接着剤を塗付する第2ローラー上の位置に対応する。
【0069】
また別に接着剤アプリケーターは、ウェブ材に圧力で接着剤をスプレーすることができるノズルを利用してもよい。このノズルは、接着剤をドット状、ライン状または塗膜状に塗付することができる。このようなアプリケーターガンは、当業界で知られており、その一例がWO2004/095957に記載されている。
【0070】
好ましくは本発明の装置は、ウェブ材供給経路に沿ってウェブ材を供給するための手段を含む。このウェブ材を供給するための手段は、メータリングローラーであることがより好ましい。このメータリングローラーは、ウェブ材がウェブ材供給経路に沿って供給される速度を制御すると有利である。好適にはメータリングローラーは、ラバーローラーに隣接し、メータリングローラーとラバーローラーがその間にウェブ材を供給することができるように位置する。
【0071】
好ましくは本発明の装置は、トラッキング手段を含む。より好ましくはトラッキング手段は、ウェブ材を切断手段に整列させるペーパートラッキング手段である。トラッキング手段は、切断手段の前のウェブ材の供給経路上に位置するので有利である。また好ましくは本発明の装置は、ラッパー上に切断されたウェブ材を移送するためのアセンブリーにラッパーを整列させる別のトラッキング手段を含む。このトラッキング手段は、ペーパートラッキングガイドであり、ラッパー上に切断されたウェブ材を移送するためのアセンブリーの前のラッパー供給経路上に位置すると有利である。
【0072】
また好ましくは本発明の装置は、ラッパー供給経路に沿ってラッパーを供給する駆動ローラーを含む。この駆動ローラーは、加圧ローラーに隣接し、加圧ローラーと駆動ローラーは、その間にラッパを供給させると有利である。
【0073】
好適には本発明の装置は、加熱手段を含む。好ましくはこの加熱手段は、その上でウェブ材を有するラッパーを加熱することができ、ウェブ材をラッパーに強固に接着することができるヒーターである。これとは別に加熱手段は、プリヒーターとして機能し、ウェブ材をラッパーに強固に接着するためにウェブ材がラッパーに貼付される前にラッパーを加熱する。
【0074】
ウェブ材を供給するために2つのドラムの使用を必要としない別の態様では、本発明の装置は、複数のウェブ材のストリップを形成するためにウェブ材を細長く切断するためのスリット手段を含む。好適にはこの装置は、複数の切断手段と、切断されたウェブ材をラッパーに移送する複数のアセンブリーを含む。また好適にはこの装置は、ウェブ材に接着剤を塗付するための複数の接着手段を含む。切断されたウェブ材をラッパーに移送する好適な複数のアセンブリーは、切断されたウェブ材を一枚のラッパーに移送することができる。好ましくはスリット手段は、等しい幅の2枚のストリップにウェブ材を細長く切断す
る。さらに本発明の装置は、所定の長さにウェブ材を切断することができる2つの切断手段と、ラッパーに切断されたウェブ材を移送する2つのアセンブリーと、2つの接着手段とを含むと有利である。
【0075】
本発明の第2の態様では、接着手段は、加圧手段を含む。好ましくはこの加圧手段は、所定長のウェブ材を有するラッパーに圧力を加えることができる手段を含む。より好ましくは加圧手段は、ウェブ材をラッパーに接着するためにラッパーを押圧することができるピンチローラーを含む。このピンチローラーは、ベルトと、ガイド手段とを含み、ベルトは、ガイド手段に周囲に位置する。ピンチローラーは、複数のガイド手段を含み、このガイド手段は、ガイドローラーである。より好ましくは加圧手段は、複数のピンチローラーを含む。
【0076】
上述の全ての特徴は、本発明の全ての態様に適用され、製品、その製品の製造方法および装置に適用される。
【0077】
本発明を容易に理解し、実施できるように本発明を添付図面を参照し、説明する。
【発明を実施するための最良の形態】
【0078】
図1は、本発明による喫煙品(1)の縦断面を示す。この喫煙品(1)は、シガレットペーパー(3)が巻かれた喫煙材ロッド(2)を含む。フィルター(4)が喫煙品(1)の吸い口端に位置している。このフィルター(4)は、従来の喫煙品と同じようにプラグ紙(5)で巻かれ、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。
喫煙品(1)は、その一端に位置するメンソールを含むカーボンペーパー(7)を有する。このカーボンペーパー(7)に含まれているカーボンは、メンソール風味材料を安定させ、保持するものである。このメンソールを含むカーボンペーパー(7)は、喫煙品の円周全体を囲んでいる。シガレットペーパー(3)は、喫煙材ロッド(2)およびメンソールを含むカーボンペーパー(7)を取り囲んでいる。メンソールを含むカーボンペーパー(7)が位置する端部は、喫煙品の吸い口端に対応している。
【0079】
喫煙の際、喫煙品(1)は、一端、例えばメンソールを含むカーボンペーパー(7)から最も遠い端部で着火され、喫煙材ロッド(2)に沿って喫煙者へと煙が吸引される。最初は、煙は喫煙品に沿って通過する際、カーボン・BR>ゥらメンソールを放出させるには煙の温度が充分高くないので、メンソールの風味は、カーボンペーパー(7)から放出されない。喫煙品(1)がさらに喫煙され、燃えさし(BURNING COAL)が喫煙材ロッド(2)に沿って喫煙品(1)の吸い口端に向かって進むと、カーボンペーパー(7)は、燃えさしによって急激に加熱され、カーボンペーパー(7)からメンソール風味を放出するのに充分な温度になる。この時点で喫煙者は、メンソール風味を知覚する。
【0080】
図2は、図1のx−x線に沿った喫煙品(1)の横断面を示し、ラッパー(3)が喫煙材ロッド(2)を囲み、メンソールを含むカーボンペーパー(7)がラッパー(3)の内側で喫煙材ロッド(2)の全外周の周囲を延びていることを示している。
【0081】
図3は、喫煙材ロッド(2)がラッパー(3)に囲まれている喫煙品(1)の縦断面を示す。プラグ紙(5)が巻かれたフィルター(4)が喫煙品(1)の吸い口端に位置し、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。喫煙品(1)は、その一端にパッチ状のメンソールを含むカーボンペーパー(7)を有する。メンソールを含むカーボンペーパー(7)が位置する端部は、喫煙品(1)の吸い口端に対応する。このカーボンペーパーパッチ(7)は、喫煙品(1)の外周の一部に亘ってのみ延びている。
【0082】
図4は、図3のy−y線に沿った喫煙品(1)の横断面を示し、ラッパー(3)が喫煙材ロッド(2)を囲み、メンソールを含むカーボンペーパー(7)がラッパー(3)の内側で喫煙材ロッド(2)の外周の一部に亘ってのみ延びていることを示している。
【0083】
図5は、喫煙材ロッド(2)がラッパー(3)に囲まれている喫煙品(1)の縦断面を示す。プラグ紙(5)が巻かれたフィルター(4)が喫煙品(1)の吸い口端に位置し、チッピング紙(6)によって喫煙材ロッド(2)に装着されている。喫煙品(1)は、その一端付近に位置するメンソールを含むパッチ状のカーボンペーパー(7)を有する。カーボンペーパー(7)が位置する方の端部は喫煙品(1)の吸い口端に対応する。このカーボンペーパー(7)は、喫煙品(1)の吸い口端ではないが、その付近に位置するように喫煙品(1)の吸い口端に相当する端部から離れて位置する。
【0084】
風味材料が加えられたカーボンペーパーを製造するためのシステムを図6に示す。活性炭ペーパー(10)のボビンがマンドレル(11)に保持されている。ブレーキアーム(12)がマンドレル(11)に隣接し、マンドレルを回転させ、カーボンペーパーが緊張状態にあるとき、カーボンペーパー(13)を供給する。カーボンペーパー(13)が緊張状態にないとき、ブレーキアーム(12)がマンドレル(11)のドラムに対して作用する。このマンドレル(11)は、「巻き出し」マンドレルとして知られている。カーボンペーパー(13)は、いくつかのガイドローラー(14)の周囲に供給され、確実にカ
ーボンペーパー(13)が正しい経路に案内される。ブレーキアームは、その内の2つのガイドローラー(14a、14b)に接続され、これらガイドローラーは、カーボンペーパー(13)が弛んだ時、下方の位置に留まり、ブレーキアーム(12)を巻き出しマンドレル(11)のドラムと接触した状態に維持する役割りを果たす。ドラムと接触しているとき、ブレーキアーム(12)は、巻き出しマンドレル(11)が回転するのを妨げ、そこからカーボンペーパー(13)を供給するのを妨げる。この作用により確実にカーボンペーパー(13)は、予め張力が掛かった状態に保持され、カーボンペーパー(13)
を過剰に供給するボビンの惰性(inertia)を防ぐ役割りを果たす。カーボンペーパー(13)が予め緊張状態にあるとき、2つのガイドローラー(14a、14b)は、緊張したカーボンペーパーによって上昇し、カーボンペーパーと接触しているブレーキアーム(12)を持ち上げ、これによりブレーキアーム(12)は巻き出しマンドレル(11)のドラムから離れるように揺動し、カーボンペーパー(13)をマンドレルから供給させる。2つのガイドローラー(14a、14b)は、各ポイントでペーパーに加わる力を半減するためにブレーキアームアセンブリーに利用され、ペーパーが破断するのを防いでいる
。
【0085】
エンコーダー(15)がウェブ材に隣接して位置している。エンコーダー(15)は、インクリメンタルロータリーエンコーダーであり、カーボンペーパー(13)の移動によりエンコーダーのホイール(図示せず)を回転させるようにウェブ材と接触する。エンコーダー(15)のホイールの回転数によりボビンから供給されるカーボンペーパーの速度
を測定することができ、風味材料アプリケーター装置(16)にエンコーダー(15)からの信号を送ることができる。エンコーダー(15)から風味材料アプリケーター装置(16)へと送られる信号によりカーボンペーパー(13)の供給速度に応じて風味材料アプリケーター装置(16)のカーボンペーパー(13)への風味材料の塗付を調整する。
【0086】
風味材料アプリケーター装置(16)は、風味材料アプリケーターヘッド(17)と、風味材料供給ライン(18)と、風味材料ポンプ(20)と、カーボンペーパー(13)の移送経路に位置する風味材料源(19)とを含む。好適な風味材料アプリケーター装置としては、例えば、C.B. Kaymich & Co. Ltd.社製のCFA1000 Cigarette Flavour Application Systemなどが挙げられる。カーボンペーパー(13)は、供給ライン(18)を介して風味材料源(19)に接続した風味材料アプリケーターヘッド(17)の下方を通過
する。メンソールなどの風味材料は、風味材料ポンプによって溶融状態にある風味材料源(19)から加熱された供給ライン(18)に沿ってアプリケーターヘッド(17)へと汲み上げられる。アプリケーターヘッド(17)は、その下側に8つのオリフィスを有し、これらオリフィスを介して風味材料がカーボンペーパー(13)上に供給される。アプリケーターヘッドは、オリフィスを含む交換可能なプレートを有し、異なる数/サイズ/パターンのオリフィスを有する別のプレートに交換することができる。風味材料は、カーボンペーパー(13)の活性炭粒子に吸着される。風味材料が添加されたカーボンペーパ
ー(21)は、ガイドローラー(14)を介してマンドレル(22)に供給され、このマンドレル(22)は、カーボンペーパー(21)を巻き取るために回転する。このマンドレル(22)は、「巻き返し(rewind)マンドレル」として知られている。マンドレル(22)は、モーターによって駆動する。このモーターの速度は、一定のウェブ材供給速度を維持するために制御される。ボビン(10)から供給された全てのカーボンペーパー(13)に風味材料が塗付され、マンドレル(22)に完全に巻き取られると、風味材料が添加されたカーボンペーパーを均衡化させて確実に風味材料がウェブ材に均一に配分され
るようにする。この均衡化工程は、「バルキング」または「硬化」工程として知られている。以上の工程を経て、カーボンペーパーは、本発明による喫煙品に組み込まれる準備が整えられる。
【0087】
図7は、シガレットペーパーにカーボンペーパーをパッチ状に貼付するシステムを示す。風味材料が添加されたカーボンペーパー(30)は、ボビン(31)からガイドローラー(32)を介して供給される。ボビン(31)と案内ローラーとの間に位置する機械的ボビンブレーキアーム(33)がカーボンペーパー(30)を予め緊張状態に保持し、カーボンペーパー(30)を過剰に供給してしまうボビン(31)の回転の惰性を防ぐ役割を果たす。カーボンペーパー(30)は、供給経路に沿って、カーボンペーパーが移動する速度を制御するメータリングローラー(34)を含む一連のローラーを通過する。このメータリングローラー(34)は、ニップローラー(35)に隣接し、このニップローラーは、メータリングローラーの方に付勢され、これによりカーボンペーパー(30)を効果的に挟み、メータリングローラー(34)がカーボンペーパー(30)を供給する。(ペーパートラッキング)ガイドローラー(36)がメータリングローラー(34)の後に位置し、接着剤アプリケーター(37)に到達する前に確実にウェブ材を正しく位置決めする。
【0088】
接着剤アプリケーター(37)は、2つのアプリケーターローラー(37a、37b)を含むグラビアガマー(gummer)である。下方のアプリケーターローラー(37a)は接着剤の溜めと接触し、回転するとその接着剤の溜めから接着剤がコートされる。上方のアプリケーターローラー(37b)は、下方アプリケーターローラー(37a)と接触し、これら上方および下方アプリケーターローラーの回転を介して接着剤が下方アプリケーターローラー(37a)から上方アプリケーター(37b)へと移動する。また上方アプリケーター(37b)は、カーボンペーパー(30)と接触し、接着剤が上方アプリケーター
ローラーの面からカーボンペーパー(30)の面へと移動する。グラビアガマー(37)の上方および下方アプリケーターローラーの回転速度は、カーボンペーパー(30)の速度に対して調整され、これにより接着剤が正確にカーボンペーパー(30)に塗付される。接着剤は、カーボンペーパーに断続的または連続的に塗付してもよい。カーボンペーパー(30)への接着剤の塗付パターンは、下方アプリケーターローラー(37a)を変えることによって変えられる。例えば、接着剤は、カーボンペーパー(30)の全面にまたはカーボンペーパーの両縁にそれぞれ2mmの幅または両縁から2mmほど離れたの2本の
ライン状に塗付してもよい。
【0089】
第2の(ペーパートラッキング)ガイドローラー(38)がロータリーナイフアセンブリー(39)の前に位置し、これによりウェブ材がセクションに切断される前に確実にドラムアセンブリー(40)の吸引ステーションに正確に位置決めされる。
【0090】
ロータリーナイフアセンブリー(39)は、真空ドラムを含むドラムアセンブリー(40)に隣接して位置する。真空ドラムは、回転自在であり、その内部に加えられる吸引力を有し、その吸引力を真空ドラム上の物に作用させる複数の孔を表面に有する。ロータリーナイフアセンブリー(39)は、単独のドラムアセンブリー(40)に対してカーボンペーパー(30)の幅を横断して切断する回転式の6つのナイフを含む。ロータリーナイフアセンブリー(39)は、ドラムアセンブリー(40)からの歯車によって駆動し、これによりこれらのナイフは、ドラムアセンブリー(40)の6つの位置の1つに対応する。ドラムアセンブリー(40)上の6つの各位置は、吸引ドラムの表面のパッチステーションに対応する。図8は、ドラムアセンブリー(40)の円周方向ピッチ(42)およびドラムアセンブリー(40)とナイフを有するロータリーナイフアセンブリー(39)の移動方向を示す。切断によって製せられるカーボンペーパー(30)のセクションは、ドラムアセンブリー(40)の6つの位置と一致する。各ナイフの表面速度は、実質的にドラムアセンブリー(40)の吸引ドラムの表面速度に対応する。ウェブ材パッチの長さは、吸引ドラムのパッチステーションのピッチと共にウェブ材の速度および吸引ドラムの表面速度によって制御される。以下の式がパッチ長さを計算するために使用される。
パッチ長さ=PxV1/V2、ここで
P=吸引ドラムのステーションのピッチ(mm)
V1=ウェブ材の速度(m/分)
V2=吸引ドラムの表面速度(m/分)
【0091】
例えば、1分間3000本の紙巻きタバコの速度では、タバコロッドの長さが57mmの場合、ステーションピッチが114mm、ウェブ材速度が90m/分となり、V2は、3000x57/1000=171m/分となる。
したがってパッチ長さは、114x90/171=60mmとなる。
【0092】
パッチに切断された後、カーボンペーパー(30)は、ドラムアセンブリー(40)の回転吸引ドラムに保持される。吸引ドラムは、その外面にカーボンペーパー(30)のセクション(パッチ)を有しながら回転することによってカーボンペーパー(30)をシガレットペーパーに移動させる。吸引ドラムは、紙巻きタバコ製造機のナイフの速度に同調した速度で回転する。紙巻きタバコ製造機のナイフの一回転は、1本の紙巻きタバコに相当するラッパーが得られ、吸引ドラムの一回転は、12本の紙巻きタバコに相当する長さのラッパーが得られる。したがって、吸引ドラムの回転速度は、紙巻きタバコ製造機のナイフの速度の1/12の速度であり、シガレットペーパーの供給速度にほぼ一致する。
【0093】
シガレットペーパー(43)は、シガレットペーパーボビン(44)に保持され、そこからガイドローラー(45)を介して供給される。ボビンブレーキアーム(46)がカーボンペーパーで説明したようにシガレットペーパー(43)の緊張状態を維持する役割りを果たす。シガレットペーパー(43)は、シガレットペーパー(43)の供給方向を制御する役割りを果たす複数のガイドローラー(45)を含むペーパー供給経路に沿って供給される。ペーパートラッキングガイド手段(47)がガイドローラー(45)の間のペーパー供給経路に沿って位置し、シガレットペーパー(43)の供給を正確にトラッキン
グ制御する。ペーパートラッキングガイド手段(47)は、シガレットペーパー(43)の経路を変更するために調整してもよく、これによりドラムアセンブリー(40)の回転ドラムから移送されるカーボンペーパーセクションに対して位置決めすることができる。任意に予備ヒーター(54)をシガレットペーパー(43)が吸引ドラム(40)と接触する前にシガレットペーパー(43)を予備加熱するために配置される。
【0094】
シガレットペーパー(43)がドラムアセンブリー(40)を通過すると、回転ドラムの表面に保持されたカーボンペーパーセクションは、これと接触するシガレットペーパー(43)の表面に移動する。カーボンペーパーセクションは、シガレットペーパー(43)に移動し、カーボンペーパーセクションの表面に塗付された接着剤によってシガレットペーパー(43)に保持される。シガレットペーパー(43)は、シガレットペーパー(43)が長時間ドラムアセンブリー(40)と接触する角度でドラムアセンブリー(40)と接触する。シガレットペーパー(43)とドラムアセンブリー(40)との接触は、
それぞれの位置およびドラムアセンブリー(40)に対するシガレットペーパー(43)のある程度の滑りを許容するシガレットペーパー(43)の緊張に影響される。この滑りによって紙巻きタバコ製造機上の切断された喫煙品に対するパッチの位置を補正することができる。カーボンペーパーセクションがシガレットペーパー(43)に移送された後、シガレットペーパー(43)は、フィードローラー(48)とピンチローラー(49)の間を通過する。フィードローラー(48)は、紙巻きタバコ製造機の要請に応じてシガレットペーパー(43)を供給し、ドラムアセンブリーとパッチ供給システムから独立して
駆動される。フィードローラー(48)とピンチローラー(49)によってシガレットペーパー(43)に加えられる圧力は、パッチのシガレットペーパー(43)への付着を補助する。バッファーエレメント(50)は、フィードローラー(48)と紙巻きタバコ製造機との間で速度を変更する。フィードローラー(48)の速度は、シガレットペーパー上のパッチの間隔を調整し、ある程度の時間が経過した後、パッチの「ドリフト」を防ぐために制御され、これは長期に亘るパッチの相対位置の変化の割合である。
【0095】
センサー(51)が紙巻きタバコ製造機のガーニチャー(garniture)(52)の直前に取り付けられ、紙巻タバコ製造機の切断ナイフに対するシガレットペーパー(43)上のパッチの位置を検出する役割りを果たす。ドラムアセンブリー(40)の速度は、シガレットペーパー(43)の速度に対して瞬間的に変えられ、これによりパッチは、紙巻きタバコ製造機に対して確実にシガレットペーパー(43)上で正しく配置され、したがって最終喫煙製品において正しい位置に位置する。この制御システムは、自動的に、かつ、瞬間的にシガレットペーパー上のパッチの位置変更を行うためにドラム(40)を加速さ
せる。任意ではあるが、さらに別のセンサーをパッチの位置を測定し、制御システムにフィードバックするためにフィードローラー(48)の直後に配置される。
【0096】
任意にヒーター(53)がシガレットペーパー(43)の供給経路上に配置され、シガレットペーパー(43)を、特にカーボンペーパー(30)の領域において加熱し、カーボンペーパーをシガレットペーパー(43)に強固に接着する。感熱性接着剤が使用されている場合、ヒーター(53)からの熱が接着剤を活性化させるので、接着を効果的に行える。
【0097】
カーボンペーパーが貼り付けられたシガレットペーパーは、従来のロッド形成ガーニチャーへと進む。このロッド形成ガーニチャーは、例えば、紙巻きタバコ製造機であってもよい。
【0098】
図9は、カーボンペーパーをラッパーに供給するための別のシステムを示す。風味材料が添加されたカーボンペーパー(30)は、ボビン(31)から供給経路に沿って供給される。カーボンペーパー(30)は、図7で説明したようにカーボンペーパー(30)の供給速度を制御する役割りを果たすメータリングローラー(32)を介して供給される。
ナイフを有するロータリーナイフアセンブリー(39)がカーボンペーパー(30)を所定の長さに切断する。これら所定の長さのカーボンペーパーは、真空ドラムアセンブリー(40)の表面にその中の吸引力によって保持される。真空ドラムは、真空ドラムアセンブリー(40)から所定長のカーボンペーパーをシガレットペーパー(43)に移送し、シガレットペーパー(43)の表面にカーボンペーパーを溶着するために回転する。
【0099】
シガレットペーパーまたはラッパー(43)は、ボビン(44)に保持され、そこからシガレットペーパー供給経路に沿って供給される。シガレットペーパー(43)は、シガレットペーパー(43)の緊張を維持する役割りを果たすドラグローラー(55)を通過する前に複数のガイドローラー(45)を介して供給される。シガレットペーパー(43)は、ドラムアセンブリー(40)を通過し、その表面に保持されている所定長のカーボンペーパーと接触する。真空ドラムの吸引から開放されることによりカーボンペーパーの先行縁部が真空ドラムを出る。シガレットペーパー(43)と所定長のカーボンペーパー
の先行縁部は、シガレットペーパー供給経路の両側にそれぞれ位置する一組のピンチベルト(56、56’)の間に入る。ピンチベルト(56、56’)は、その間でシガレットペーパーとカーボンペーパーを圧搾し、カーボンペーパーをシガレットペーパー(43)上に押圧する。シガレットペーパー(43)とカーボンペーパーとがピンチベルト(56、56’)を通過すると、カーボンペーパーの後縁部が吸引ドラムから開放され、シガレットペーパー(43)上に押圧される。各ピンチベルト(56、56’)は、これらピンチベルト(56、56’)の対向側部にそれぞれ位置する2つのガイドローラーの周囲に
延びたベルトを含む。さらに別のローラーがピンチベルト(56、56’)を駆動し、その緊張を維持するために作動する。
【0100】
カーボンペーパーが貼り付けられたシガレットペーパーは、ロッド形成ガーニチャー(57)に供給される。このロッド形成ガーニチャー(57)は、例えば、紙巻きタバコ製造機であってもよい。
【0101】
図10は、風味材料が添加された幅が例えば48mmのカーボンペーパーがボビン(31)から供給され、ウェブ材供給経路に沿ってスリットユニット(58)へ供給され、ここで風味材料が添加されたカーボンペーパー(30)が、所望の幅、例えばそれぞれ2mmの幅を有する2つのストリップ(30’、30’’)に裁断される別のシステムを示す。風味材料が添加された各カーボンペーパーストリップ(30’、30’’)は、真空ドラム(40、40’)およびナイフアセンブリー(39、39’)に供給される前にこれらストリップの表面に接着剤を塗付するための接着剤アプリケーター(37、37’)に
供給される。各ナイフアセンブリー(39、39’)は、カーボンペーパーストリップ(30’、30’’)をセクションに切断し、これらセクションは、これらが保持される各真空ドラムの表面からシガレットペーパー(43)に移送される。カーボンペーパーセクションは、接着剤が塗付されたその表面がシガレットペーパーと接触するように移送され、これにより各セクションは、強固にシガレットペーパー上に保持される。シガレットペーパー(43)は、シガレットペーパーボビン(44)からシガレットペーパー供給経路に沿って各真空ドラム(40、40’)へと供給され、各真空ドラム(40、40’)は
、風味材料が添加された所定長のカーボンペーパー(30、30’、30’’)をシガレットペーパー(43)上に移送する。図に示すようにシガレットペーパー(43)は、カーボンペーパーセクションがドラムからシガレットペーパー(43)へと移送される真空ドラム(40)に供給される。シガレットペーパー(43)は、フィードローラー(48)とピンチローラー(49)に供給され、このフィードローラーは、シガレットペーパー(43)がより広い面でドラム(40)と接触し、ドラムを出る前にカーボンペーパーパ
ッチとシガレットペーパーとの接触時間が長くなるように真空ドラム(40)に対する角度を持って配されている。シガレットペーパー(43)は、次の真空ドラム(40’)に供給され、この真空ドラム(40’)ではさらに別のカーボンペーパーセクションがシガレットペーパー(43)上に移送される。カーボンペーパーセクションが貼付された後、シガレットペーパー(43)は、さらに別の駆動ローラー(48)とピンチローラー(49)の間に供給され、紙巻きタバコ製造機(図示せず)に供給される。
【0102】
2つのウェブ材供給経路を有するシステムを使用することにより図5に示した態様の紙巻タバコを紙巻きタバコのフィルターから離れてパッチを配されるようにすることによって製せられる。このシステムは、単独のウェブ材供給経路より多くの数のパッチをシガレットペーパーに貼付することができる。さらに2つのドラムシステムまたはボビンからのウェブ材を裁断することにより、より広いボビンを使用することができ、ボビンの交換を頻繁に行わなくてもすむ。これら2つの真空ドラムは、それぞれ他方のドラムがウェブ材セクションを移送するシガレットペーパーの位置の間のシガレットペーパー上の位置にウ
ェブ材セクションを移送する。例えば、第2真空ドラム(40’)は、各ウェブ材セクションが第1の真空ドラム(40)によって移送されたシガレットペーパー(43)上の2つのウェブ材セクションの間の位置でシガレットペーパー(43)上に移送されるようにウェブ材セクションをシガレットペーパー(43)に移送する。
【実施例1】
【0103】
メンソールが添加された30x24mmのカーボンペーパーパッチを有するサンプル紙巻きタバコを製した。このパッチは、紙巻タバコのフィルター端部に位置し、5mgのメンソールを含む。これらのサンプルを密閉されたパック内に22℃、相対湿度60%で16週間、保存した。これら紙巻きタバコは、長さ56mmのタバコロッドと、長さ27mmのフィルターを有し、ラッパーにメンソールカーボンパッチが貼付されたことにより24.6mmの円周を有し、このカーボンペーパーは、タバコロッドのフィルターと隣接する端部から測定してタバコロッドを30mmの長さに亘って取り囲んだ。タバコロッドに
使用したブレンドは、ケース処理されたバレー(burley)、ヴァージニアおよび再生タバコを有するUSBスタイルを使用した。フィルターは、圧力降下が108のセルロースアセテートを使用し、シガレットペーパーは、29.62gsmの坪量、75CU透過率、燃焼添加剤として1%のクエン酸塩(citrate)の仕様で、混合繊維からなるものを使用した。これらの紙巻きタバコを1対2点試験法(duo-trio test)で官能審査団(sensory panel)によって評価した。1対2点試験法は、紙巻タバコの官能評価で最も一般的に使用
される識別試験であり、小さな製品または処理の違いから得られる小さな潜在的な違いを検出するのに極めて有用である。このテストでは、評価者に3つのサンプルが提示され、その内の1つは対照として特定される。その他2つのサンプルの内1つは、対照と同一のものであり、もう一方のサンプルは、対照とは異なるものである。評価者は、これら2つのサンプルの内、どのサンプルが対照サンプルと同じであるかを特定することを求められる。2項分布(Binomial Distribution)を特定された違いが偶然観察(chance observat
ion)であるかどうかを統計的に定めるために用いた。通常、最少で20回の評価、10人の評価者によってテストを繰り返してもよい、からのデータが1対2点試験法で必要とされる。この1対2点試験によってカーボンパッチを含まない紙巻きタバコロッドの部分では、メンソールが検知されなかった。
【0104】
またこれらの紙巻きタバコについて、16週間の貯蔵後の紙巻きタバコ内でのメンソールの移動について分析し、その結果を表1に示す。
【0105】
【表1】
【実施例2】
【0106】
サンプル紙巻きタバコを次のフォーマット仕様で作成した、長さ56mmタバコロッド、長さ27mmのフィルター、ラッパーにメンソールカーボンパッチが貼付されたことにより24.6mmの円周を有し、このカーボンペーパーは、タバコロッドのフィルターと隣接する端部から測定してタバコロッドを30mmの長さに亘って取り囲んだ。使用したブレンドは、ケース処理されたバリー、オリエンタル、ヴァージニアおよび再生タバコを含む完全なUSBを使用した。フィルターには108の圧力降下を有するセルロースアセテートを使用し、シガレットペーパーには坪量が29.62gsmで、透過率が50CU
で、燃焼添加剤として2%の混合クエン酸塩を含み、混合繊維からなるものを使用した。これら紙巻きタバコには、5mgのメンソールを含む30x24カーボンパッチ(40%PNC100)を加えた。これらのサンプルを分析する前に22℃、相対湿度60%RHで密閉されたパックに5ヶ月間、貯蔵した。
【0107】
パフ毎のメンソール送出量を図11に示し、初期のパフではメンソールが送出されず、最後の数パフでは著しくメンソールが送出されたことを示している。またこれらの紙巻きタバコについて、5ヶ月間の貯蔵後の紙巻きタバコ内でのメンソールの移動について分析し、その結果を表2に示す。
【0108】
【表2】
【実施例3】
【0109】
活性チャコールフィルターと30x24mmの活性炭ペーパーとを有する紙巻きタバコサンプルを製した。このカーボンパッチは、紙巻きタバコのタバコロッドのフィルター端部側に配置した。パッチは、紙巻タバコ1本当たり、6mgに相当する量のメンソールを含んでいた。活性チャコールフィルターを標準的なセルロースアセテートに変えた対照紙巻きタバコも製した。両製品は、設計的に一致しており、全粒状物送出量(TPM)は、約6mgであった。
【0110】
製造後3ヶ月経過した後、蒸気相、カルボニルおよびシアン化水素(HCN)などの一連の煙成分について分析を行った。結果は、サンプルを対照と比較し、μg/mgTPM基準での減少率をパーセントで表3に示した。
【0111】
【表3】
【0112】
表3から明らかなように全ての成分が著しく減少しており、これは活性チャコールフィルターの効果が紙巻きタバコのフィルター端部側に位置するメンソールが添加されたカーボンペーパーパッチを包含することによって阻害されないことを証明している。
【実施例4】
【0113】
異なるブレンドで異なるタール生産量を有する製品に3つの異なる量のメンソールを加えた紙巻きタバコサンプルを製した。これら全てのサンプルは、活性チャコールフィルターと紙巻タバコのフィルター端部付近に配置され、メンソールが添加された30x23mmまたは34x23mmのいずれかのサイズのカーボンペーパーとを有する。製造後2ヶ月経過した後、蒸気相、カルボニルおよびシアン化水素(HCN)などの一連の煙成分について分析を行った。結果は、各サンプルをカーボンペーパーパッチを含まないメンソールが添加されていない対照と比較し、μg/mgTPM基準での減少率をパーセントで表
4に示した。
【0114】
【表4】
【0115】
負の値は、対照製品(具体的に示していない)との比較においてメンソールが添加された製品の成分の増加を示す。表から明らかなようにメンソールが添加されていない対照と比較したメンソールが添加されたカーボンペーパーを含む製品において測定された成分の量の変化は、ゼロに近い。蒸気相の結果は、メンソールが添加された製品において僅かに減少しているが、±15%以内の結果は、顕著な違いではないことは当業者に認められている。メンソールが添加されたカーボンペーパーを紙巻きタバコに組み込み、吸い口端付近に位置させた場合、選択された揮発性煙成分を減少させるという活性チャコールフィル
ターの性能は、メンソールによって変化しない。
【0116】
表5は、活性炭(PNC60)と相性のよいと評価された異なる種類のアロマ化合物のリストである。これらアロマ化合物の物理的データおよび熱による放出特性も示している。熱による放出に関するデータは、当業界で知られているProgrammable Temperature Vaporisation-Mass Spectrometry (PTV-MS)分析技術を使用して、20℃から350℃の温度範囲で求めたものである。
【0117】
【表5】
【0118】
PNC60活性炭パウダーに吸着されたメンソールのPTV-MS分析による典型的な熱放出分布を図12に示す。メンソールイオンの発生量が時間に対してプロットされている。分析開始時の温度は、20℃であり、それから毎分30℃の割合で上昇させる。メンソールの熱放出は、約150℃の温度で生じる。
【0119】
表6は、活性カーボンペーパーに塗付し、熱放出について試験した風味材料のリストである。熱による放出に関するデータは、当業界で知られているProgrammable Temperature Vaporisation-Mass Spectrometry (PTV-MS)分析技術を使用して、20℃から350℃の温度範囲で求めたものである。
【0120】
【表6】
【図面の簡単な説明】
【0121】
【図1】本発明の喫煙品の長手方向断面図である。
【図2】図1のx−x線に沿った喫煙品の断面図である。
【図3】本発明の別の態様による喫煙品の長手方向断面図である。
【図4】図3のy−y線に沿った喫煙品の断面図である。
【図5】本発明のさらに別の態様による喫煙品の長手方向断面図である。
【図6】本発明によるウェブ材に風味材料を塗付するためのシステムを示す。
【図7】本発明によるラッパーにウェブ材を貼付するための装置を示す。
【図8】図7の装置の一部の断面図を示す。
【図9】本発明の別の態様によるラッパーにウェブ材を塗付するための装置を示す。
【図10】本発明の別の態様によるラッパーにウェブ材を塗付するための装置を示す。
【図11】サンプル製品のパフ毎のメンソールの送出量を示す。
【図12】活性炭に吸着されたメンソールの熱放出分布を示す。
【特許請求の範囲】
【請求項1】
吸着材含有ウェブ材に風味材料を添加する方法であって、該方法は、風味材料をウェブ材に塗付する工程と、20°C超の温度に少なくとも30分間、ウェブ材を晒して、ウェブ材の吸着材によって風味材料を吸着させる工程とを含む方法。
【請求項2】
ウェブ材が40乃至80°Cの温度に晒される、請求項1記載の方法。
【請求項3】
ウェブ材が前記温度に晒される時間が24乃至96時間である、請求項1または2記載の方法。
【請求項4】
前記ウェブ材が2日間乃至6ヶ月間、周囲条件下で貯蔵されるエージング工程に付される、請求項1乃至3いずれか1項記載の方法。
【請求項5】
前記エージング工程が2日間乃至6週間、行われる、請求項4記載の方法。
【請求項6】
前記風味材料が前記ウェブ材に複数のストリーム状に塗付される、請求項1乃至5いずれか1項記載の方法。
【請求項7】
前記風味材料が実質的に円形の断面を有するフィラメント状に塗付される、請求項6記載の方法。
【請求項8】
前記風味材料を溶融状態に維持するために前記ウェブ材に塗付する前に前記風味材料が加熱される、請求項1乃至7いずれか1項記載の方法。
【請求項1】
吸着材含有ウェブ材に風味材料を添加する方法であって、該方法は、風味材料をウェブ材に塗付する工程と、20°C超の温度に少なくとも30分間、ウェブ材を晒して、ウェブ材の吸着材によって風味材料を吸着させる工程とを含む方法。
【請求項2】
ウェブ材が40乃至80°Cの温度に晒される、請求項1記載の方法。
【請求項3】
ウェブ材が前記温度に晒される時間が24乃至96時間である、請求項1または2記載の方法。
【請求項4】
前記ウェブ材が2日間乃至6ヶ月間、周囲条件下で貯蔵されるエージング工程に付される、請求項1乃至3いずれか1項記載の方法。
【請求項5】
前記エージング工程が2日間乃至6週間、行われる、請求項4記載の方法。
【請求項6】
前記風味材料が前記ウェブ材に複数のストリーム状に塗付される、請求項1乃至5いずれか1項記載の方法。
【請求項7】
前記風味材料が実質的に円形の断面を有するフィラメント状に塗付される、請求項6記載の方法。
【請求項8】
前記風味材料を溶融状態に維持するために前記ウェブ材に塗付する前に前記風味材料が加熱される、請求項1乃至7いずれか1項記載の方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】
【図10】

【図11】

【図12】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−101658(P2011−101658A)
【公開日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願番号】特願2011−4703(P2011−4703)
【出願日】平成23年1月13日(2011.1.13)
【分割の表示】特願2007−500283(P2007−500283)の分割
【原出願日】平成17年2月28日(2005.2.28)
【出願人】(500252844)ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド (111)
【氏名又は名称原語表記】BRITISH AMERICAN TOBACCO (INVESTMENTS) LIMITED
【Fターム(参考)】
【公開日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願日】平成23年1月13日(2011.1.13)
【分割の表示】特願2007−500283(P2007−500283)の分割
【原出願日】平成17年2月28日(2005.2.28)
【出願人】(500252844)ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド (111)
【氏名又は名称原語表記】BRITISH AMERICAN TOBACCO (INVESTMENTS) LIMITED
【Fターム(参考)】
[ Back to top ]