
成形体、該成形体を焼成した焼成体、成形体及び焼成体の製造方法

【課題】実用に耐える強度を有し、焼成によって割れ等が生ずることがない成形体、該成形体を焼成した焼成体、さらには成形体及び焼成体の製造方法を得る。
【解決手段】本発明に係る成形体47は、非可塑材料としての微粒状無機材料の黒鉛微粒体49を熱硬化性樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体49の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とするものである。
【解決手段】本発明に係る成形体47は、非可塑材料としての微粒状無機材料の黒鉛微粒体49を熱硬化性樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体49の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体、該成形体を焼成した焼成体、及び成形体、焼成体の製造方法に関する。
【背景技術】
【0002】
無機材料とは、シリコンのような非金属元素の単体、アルミナのように金属元素と非金属元素とからなる無機化合物および黒鉛のような炭素質材料をいい、粉粒状、微粒状ないし繊維状のセラミックスや黒鉛、ガラスなどがある。
粉粒状のセラミックスは所望の形状に賦形されて、誘電体セラミックスや半導体センサ、吸着剤、触媒として用いられている。また、繊維状の炭素も所望の形状に賦形されて、エンジニアリング部品として用いられている。
【0003】
賦形された成形体の構造は、セラミックス粒子や金属粒子の原料粉末を互いに接触させて加熱結合した(焼結した)ものが一般的である。このような成形体の製造方法は、原料粉末を加圧用金型に入れて、高温炉のなかで圧力を加えながら加熱して焼結する方法、または予備成形した原料粉末体をゴム袋に入れ、脱気、密封したあと液体の入った圧力容器の中にいれ液体を加圧して圧縮する方法などがある。
また、成形体としては、原料粉粒を樹脂の凝結体で結合した無機質成形体もあり、このような成形体は、原料粉末と樹脂とを混練して金型に注入したあと冷却し、脱型するという方法で成形される。
【0004】
焼結によって成形されるものは脆性材料と呼ばれており、機械的強度がきわめて低い。一方、原料粉粒を樹脂の凝結体で結合した無機質成形体は、脆性材料より大きな機械的強度を発揮するが、実用に耐える機械的強度を確保するのは難しいという問題がある。
その原因は、自然界に存ずる無機材料は親水性であるが、樹脂は親油性であり、無機材料と樹脂とは親和性が乏しく、機械的強度を備えた構造を形成するための効果的な界面を形成することができないからと考えられる。
【0005】
無機質成形体の例として、厳しい制限を設けた炭素質材料と熱硬化性樹脂を混練し、これを圧縮成形、射出成形、押出成形などの方法で任意の形状に賦形したたあと、焼成炭化することで電磁誘導加熱調理器に好適な炭素質構造体を得ようとする提案がなされている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009-242176号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
黒鉛は機械的強度のほかに導電性を具備しており、できるだけ黒鉛の多い成形体にすれば機械的強度と加熱効率のよい電磁誘導加熱調理器、例えば電磁誘導加熱炊飯器の内釜を成形することができる。
しかしながら、特許文献1に開示された炭素質構造体は、これを製造するための成形材料が重合により高分子化した樹脂と黒鉛を単に混練しただけのものであるため、黒鉛と樹脂との剥離強度が弱く、炭素質構造体として実用に耐える機械的強度を得るのが難しいという問題がある。
【0008】
本発明は、実用に耐える強度を有し、焼成によって割れ等が生ずることがない成形体、該成形体を焼成した焼成体、さらには成形体及び焼成体の製造方法を得ることを目的としている。
【課題を解決するための手段】
【0009】
微粒状無機材料と熱硬化性樹脂の凝結体からなる成形体の機械的強度は、成形体を構成する成分の物理的特性や、微粒状無機材料と凝結体の接着構造に支配されると考えられる。つまり、無機材料自身の強度、熱硬化性樹脂またはその凝結体自身の強度および無機材料と凝結体との接着面の剥離強度に依存することになる。
そして、無機材料と凝結体との接着面の剥離強度については、凝結体が無機材料粉粒の表面に存在する凸凹の細部にまで浸透及び付着して無機材料の粉粒相互を結合しているか否か、粉粒と凝結体との接着層の界面に働く二次結合(ファン・デル・ワールス力)が大きいか否かに支配される。
【0010】
無機材料と凝結体との接着面の剥離強度を高めるには、無機材料の表面に凝結体となる樹脂を浸透及び付着させるようにすればよい。そして、親水性の無機材料の表面に親油性の樹脂の組成成分を浸透及び付着させるには、界面活性剤を用いて両者の親和性を高めればよい。
しかしながら、単に界面活性剤を用いただけでは、樹脂のもつ粘弾性のために、無機材料粉粒の表面に存在する凸凹の細部にまで、樹脂を十分に浸透及び付着させることができない。
そこで、本発明者は、比較的浸透力がある単量体の状態から無機材料の表面に樹脂を浸透及び付着させ、その状態でゲル化させて凝結体にしたので、微粒状の無機材料の表面に存在する凸凹の細部にまで浸透及び付着した凝結体の被膜を得ることができる。これにより、凝結体被膜のアンカー効果により、凝結体と無機材料との接着面の剥離強度を高めることができる。
本発明は係る知見に基づいてなされたものであり、具体的には以下の構成からなるものである。
【0011】
(1)本発明に係る成形体は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とするものである。
凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させることで、単量体及びオリゴマーが微粒状無機材料の表面に存ずる凸凹の細部まで浸透及び付着し、その状態でゲル化することでアンカー効果を発揮し、微粒状無機材料を強固に結合し、成形体としての強度を高めている。
ここでいうオリゴマーとは、2〜50個の繰り返し単位を有する分子である。
【0012】
(2)また、上記(1)に記載のものにおいて、前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とするものである。
微粒状無機材料の平均粒子径を500μm以下に設定することにより、微粒状無機材料と凝結体としての熱硬化性樹脂との比率を維持しながら、微粒状無機材料の粒子相互の結合に必要な表面積を確保することができる。また、成形過程において微粒状無機材料が圧潰されてさらに微細な粒子になっても、細部まで浸透及び付着した凝結体の割合を高くすることができる。
【0013】
(3)また、上記(1)又は(2)に記載のものにおいて、前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とするものである。
微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にすることにより、成形体の表面を平滑にできると共に、成形材料の流動性を確保でき、残留応力を小さくすることができる。
【0014】
(4)また、上記(1)乃至(3)のいずれかに記載のものにおいて、前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂がフェノール樹脂であることを特徴とするものである。
微粒状無機材料が黒鉛粉粒であることにより、成形体に電磁誘導性能を付与することができる。また、熱硬化性樹脂がフェノール樹脂であることにより、成形体を焼成した場合において、樹脂の炭化率が約50%となり、黒鉛と類似する性質を示すことになる。したがって、黒鉛単独でできた電磁誘導加熱器と同程度の性能を発揮することができる。また、フェノール樹脂は、黒鉛粉粒との接着層の界面に大きな二次結合を形成することができる。
【0015】
(5)また、上記(4)に記載のものにおいて、前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とするものである。
【0016】
(6)また、上記(5)に記載のものにおいて、前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とするものである。
感圧熱自硬化性とは、分子中にメチロール基を含有し、加熱だけでは流動性を示さないが、圧力を加えると熱融着し硬化する特性を持つものであり、レゾール型フェノール樹脂が感圧熱自硬化性を有するので、トランスファー成形などの熱プレス成形することにより、容易に一体成形が可能な高い機械的強度を有する成形体を得ることができる。
【0017】
(7)本発明に係る焼成体は、上記(1)乃至(6)のいずれかに記載の成形体を焼成してなることを特徴とするものである。
【0018】
(8)また、上記(7)に記載のものにおいて、前記焼成は前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行ったものであることを特徴とするものである。
【0019】
(9)本発明に係る成形体の製造方法は、熱硬化性樹脂の反応成分、反応触媒、乳化分散剤および水を含む液体を撹拌しながら微粒状無機材料を投入して所定時間反応させる工程と、過剰な乳化分散剤を水洗除去したあと反応により生成した固形分を取り出し乾燥して成形材料を調製する工程と、当該成形材料を型成形機の金型に入れて成形する工程と、金型に入れた後所定時間保温保圧したあと成形体を取り出す工程とを備えたことを特徴とするものである。
本発明においては、熱硬化性樹脂の付加縮合過程で、微粒状無機材料を投入するようにしたので、樹脂の組成成分が無機材料粉粒の表面の凸凹に浸透及び付着した状態で付加縮合させることができ、黒鉛と高分子の樹脂との密着性を高めることができる。
【0020】
(10)また、上記(9)に記載のものにおいて、型成形機はトランスファー成形機であり、成形材料を金型に入れて成形する工程は、成形材料をトランスファー成形機のポットに入れて、加熱加圧により溶融した成形材料を金型キャビティに注入するものであることを特徴とするものである。
本発明では、上記のように調製された成形材料をトランスファー成形法で成形するようにしたので、成形材料を融解して流動性を高めて金型のすみずみまで成形材料を充填することができ、充填時の気孔の発生を防止できる。また、充填後所定時間保温保圧したので、硬化反応を促進することができる。
【0021】
(11)また、上記(9)又は(10)に記載のものにおいて、前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とするものである。
微粒状無機材料の平均粒子径が500μm以下であるので、微粒状無機材料と凝結体としての熱硬化性樹脂との比率を維持しながら、微粒状無機材料の粒子相互の結合に必要な表面積を確保することができる。また、成形過程において微粒状無機材料が圧潰されてさらに微細な粒子になっても、細部まで浸透及び付着した凝結体の割合を高くすることができる。なお、微粒状無機材料の平均粒子径を100μm以下にすれば、細部まで浸透及び付着した凝結体の割合を更に高くすることができる。
また、微粒状無機材料として、黒鉛を用いる場合には、市販の黒鉛粉粒を用いることができ、粉粒径は大きく粉塵災害を防止することができる。
【0022】
(12)また、上記(9)乃至(11)のいずれかに記載のものにおいて、前記熱硬化性樹脂は炭化率が45〜55%であり、微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とするものである。
炭化率が45〜55%の微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあるので、流動性がよく、焼成後の残留応力を減少させることができる。
【0023】
(13)また、上記(9)乃至(12)のいずれかに記載のものにおいて、前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂の反応成分がフェノール類およびアルデヒド類であることを特徴とするものである。
熱硬化性樹脂の反応成分としてフェノール類およびアルデヒド類を用いたので、凝結体の炭化率が高く、焼成炭化後の機械的強度を高めることができる。
【0024】
本発明に用いられるフェノール類としては、フェノールの他にフェノールの誘導体を用いることができる。具体的にはフェノール、o−クレゾール、m−クレゾール、p−クレゾール、ビスフェノールA、スチレン化フェノール、炭素数2〜9のアルキル基で置換されたアルキルフェノール、p−フェニルフェノール、キシレノール、レゾルシノール、カテコール、ピロガロール、更には塩素又は臭素で置換されたハロゲン化フェノール等公知のフェノール誘導体の1種又は2種以上の混合物が上げられる。p−置換フェノール類を使用する場合はそれ以外のフェノール類と併用するのが好ましい。
【0025】
また、本発明において用いられるアルデヒド類としてはホルムアルデヒド、パラホルムアルデヒド、アセトアルデヒド、ベンズアルデヒド、テレフタルアルデヒド、ヒドロキシベンズアルデヒド、フルフラール等の1種又は2種以上の混合物が上げられるがとくにホルムアルデヒド、パラホルムアルデヒドが好ましい。
【0026】
(14)また、上記(13)に記載のものにおいて、前記反応触媒がアミン化合物触媒であり、乳化分散剤がグルコシド結合を有する高分子活性剤であり、フェノール類とアルデヒド類が付加縮合する過程において微粒状無機材料を投入することを特徴とするものである。
【0027】
本発明において用いられるフェノール類とアルデヒド類とを付加縮合反応させるための反応触媒としては、アミン化合物が用いられる。例えば、ヘキサメチレンテトラミン、アンモニアの他メチルアミン、ジメチルアミン、エチレンジアミン、モノエタノールアミン等の第1級や2級のアミン類または、エチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、ペンタエチレンヘキサミン、N−(2−アミノエチル)エタノールアミン、N−(2−アミノエチル)プロパノールアミン、グアナミン、ジシアンジアミド等のアミノ水素を少なくとも2個以上含有するアルキルアミン化合物触媒の1種又は2種以上の混合物が挙げられる。
【0028】
本発明において用いられる乳化分散剤としてはグルコシド結合を有する高分子活性剤が好適であり、グルコース単位当たり酸化エチレン1.4〜3.5モル付加したヒドロキシエチルセルロース、ヒドロキシエチルセルロース2−ヒドロキシプロピルトリメチルアンモニウムクロライドエーテル、アルギン酸の金属塩、ムコ多糖類骨格の天然ゴム金属塩の1種又は2種以上の混合物が挙げられる。これらの界面活性剤は高分子化しているために水に膨潤はするが溶けにくいのであらかじめ0.3〜4質量%水溶液を調整しておくことが望ましい。
【0029】
付加縮合反応触媒と乳化分散剤の存在下、フェノール類とアルデヒド類の付加縮合反応が進行するに従い、微粒状無機材料を包括した縮合反応物が均一に分散された安定化状態に達するため、樹脂の組成成分が黒鉛粉粒の表面の凸凹の細部にまで浸透及び付着することを促進し、この状態でゲル化したものであるから、樹脂と黒鉛との接着力を高めることができる。
【0030】
(15)また、上記(14)に記載のものにおいて、前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とするものである。
【0031】
(16)また、上記(15)に記載のものにおいて、前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とするものである。
【0032】
(17)本発明に係る焼成体の製造方法は、上記(9)乃至(16)のいずれかに記載の成形体の製造方法によって製造された成形体を焼成して焼成体を製造することを特徴とするものである。
【0033】
(18)また、上記(17)に記載のものにおいて、前記成形体の焼成は、前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行うことを特徴とするものである。
【発明の効果】
【0034】
本発明に係る成形体は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させた状態でゲル化させたものであることから、微粒状無機材料の微粒体が凝結体で強固に結合され、成形体としての機械的強度が高くなっている。その結果、例えば焼成した場合に割れ等が生ずることがない。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施の形態に係る成形体の説明図である。
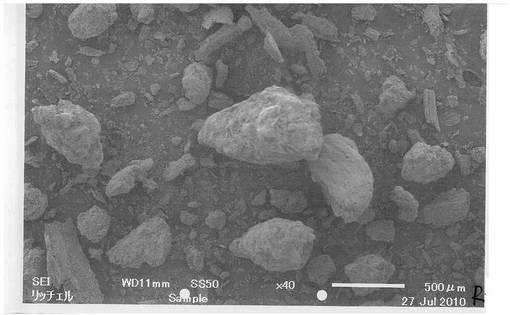
【図2】本発明の一実施の形態に係る成形体の成形材料に使用する黒鉛のSEM写真である。
【図3】本発明の一実施の形態に係る成形体の成形材料(黒鉛粉粒体とフェノール樹脂とからなる成形材料)のSEM写真である。
【図4】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法の説明図である。
【図5】図4の丸で囲んだA部の拡大図である。
【図6】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法における製造過程の成形材料を模式的に示す図である。
【図7】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法における製造過程の成形材料である黒鉛粉粒体の一つを模式的に示す図である。
【図8】本発明の一実施の形態に係る成形体の製造過程における金型のキャビティ内の成形材料SEM写真である。
【発明を実施するための形態】
【0036】
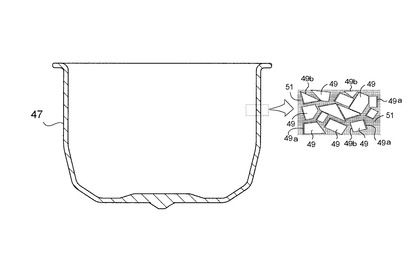
図1は本実施の形態に係る成形体の外観を示す図であり、電磁誘導加熱炊飯器の内釜としたものである。本実施の形態に係る成形体47は、図1に示すように、非可塑材料としての微粒状無機材料として黒鉛微粒体49を、熱硬化性樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体49の表面49aに浸透及び付着させた状態でゲル化させたものを成形後に加熱硬化させたものである。図1においては、黒鉛微粒体49の外周部の一部49aが二重線になっているのは、当該部位は熱硬化性樹脂の組成成分である単量体及びオリゴマーが微粒体の凸凹内に入った状態で浸透及び付着してゲル化した樹脂層で被覆されていることを示している。
【0037】
黒鉛微粒体49の表面49aには、単量体及びオリゴマーの熱硬化性樹脂の組成成分が黒鉛の表面の凸凹の細部にまで浸透及び付着し、それがゲル化したことにより、黒鉛微粒体49と熱硬化性樹脂との結合が強固になっている。その結果、被覆されなかった部分49bを含む黒鉛微粒体49同士の結合も、微粒体表面の凸凹に強固に結合したもの同士が隣接する微粒体表面の間にある凝結体51によって結合されることから、荷重などの負荷に耐えられる機械的強度を備えた成形体47になっている。
なお、図1において、微粒体の全周が二重線で示されていないのは、トランスファー成形の過程で黒鉛が粉砕され、熱硬化性樹脂の樹脂成分である単量体及びオリゴマーで覆われていない部位が現れたことによる。
【0038】
次に、上記の成形体47の組織構造が生成される過程を、成形体47としての内釜をトランスファー成形機によって成形する場合を例に挙げて、以下、成形材料、成形装置、成形工程、焼成工程、塗装工程の順で説明する。
【0039】
<成形材料>
フェノール 376 グラム、
50%水性ホルムアルデヒド 360 グラム、
ヘキサメチレンテトラミン 40 グラム、
平均粒子径100μmの天然黒鉛 1064 グラム
成形材料に使用する黒鉛は、1mm角のフルイを通過したものを使用しており、500μmから1μmのものが混在する。各黒鉛の表面は、表面に多数の凸凹がある(図2のSEMの写真参照)。
【0040】
コンデンサ、温度計、撹拌機を装着した反応装置に、上記材料と予め乳化分散剤であるヒドロキシエチルセルロース4グラムを溶解した水680グラム、水800グラムを仕込み、85℃にて1時間30分反応させた。
黒鉛は、吸湿性に優れており、親水性である。一方、樹脂は親油性であり、黒鉛と樹脂とは親和性が乏しく、機械的強度を備えた構造を形成するための効果的な界面を形成することができない。そこで、乳化分散剤であるヒドロキシエチルセルロースを加えて熱硬化性樹脂の組成成分と無機材料とがその界面で濡れやすくし、無機材料の粉粒の表面に接触させるようにした。
【0041】
上記攪拌混合物は、当初は攪拌に伴って流動する状態であるが、反応が進むにつれて次第に系の粘度が上昇してくる。生成されるフェノール樹脂は付加縮合がある程度進んだ段階で乳化し、疎水性のフェノール樹脂が水中で均一に分散された状態となる。更に反応が進むにつれて安定状態に達し、黒鉛を含むフェノールとホルムアルデヒドとの縮合反応物がフラスコ全体に均一に分散された状態となる。所望する程度にフェノール樹脂の反応を進めたところで40℃に冷却して反応を停止させ、水400グラムを添加した。
次にヌッチェにて樹脂を濾別し乳化分散剤を水洗により除去した。更に水900グラムによる水洗をろ過液がアンスロン試薬による呈色がなくなるまで5回繰り返し、完全に乳化分散剤を除去してスラッジ物を得た。
スラッジ物を風乾後、減圧乾燥機を用いて、内温40℃で48時間乾燥処理を施すことによって、黒色粉粒状の成形材料を得た。この成形材料の水分は、0.7質量%であり、黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂付着率は19.8質量%であった。得られた成形材料をマイクロスコープで拡大観察すると黒鉛粉粒体が凝集し平均粒子径500μm程度の、塊状物となった複合粒子であることを確認した(図3のSEM写真参照)。
以上の方法によって得られた成形材料は、黒鉛の微粒体の表面がフェノール樹脂の原料液で常に濡れた状態で被覆したので、黒鉛の粉粒の外周面及び黒鉛微粒体が凝集し黒鉛微粒体が塊状物となった複合粒子の内部がフェノール樹脂膜で保持されて成る粒状の成形材料となる。
【0042】
上記のようにして得られた成形材料について、以下のように評価を行った。
・ゲル化時間:熱板法(150℃)JIS−K−6910 4.8
・板流れ:硝子板(125℃)JIS−K−6910 4.7
・ブロッキング試験 器具:
(1)平板:150mm×150mm×5mm
(2)円筒容器:71mmφ×120mm
(3)分銅:70mmφ×160mm、全重量5kg
(4)金網:10メッシュ
(5)恒温恒湿器:25℃、65%に設定
操作:平板上に円筒容器を載せ、分銅とともに恒温恒湿器に入れておく。試料500gを円筒容器にいれ分銅を載せ恒温恒湿器に戻す。1時間後静かに円筒容器の試料を紙の上に取り出し、10メッシュ金網を通してふるい分けブロック化した部分の重量をはかり元の重量に対する比率(%)を算出した。
・単独板作成:成形材料80gを金型(100mm×100mm)に仕込み圧縮成型(160℃
×5分×105kgf/cm2)して厚さ4.0mmの板を作成した。得られた板の曲げ強度(JIS−K−6911)を測定した。
上記の評価試験の結果、ゲル化時間は短くて測定不可能、板流れは0mm、ブロッキング率は0%であった。曲げ強度は60MPaであった。成形物の表面に色ムラや光沢ムラは無かった。カットした断面をマイクロスコープに目視確認した結果、黒鉛の分散性は良好であった。
【0043】
黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂の付着率は18質量%〜35質量%であり、好ましくは18質量%〜20質量%である。付着率を18質量%〜20質量%にすることにより、溶融温度以上の加熱下で加圧した時に、黒鉛粒子の表面をフェノール樹脂が被覆し、樹脂の流動性により黒鉛粒子が好適な位置に移動しやすくなる。その結果、気泡が大きい状態から気泡を埋める状態に移行する。気泡が連続気泡であれば、埋められたことによって成形材料内に含まれていた空気は、後述するようにポット15とプランジャー37の隙間、あるいは真空エジェクタによって排出される。このため、成形体47に含まれるガスを最小限に抑えることができ、成形体47の表面の平滑性を向上させることができる。
【0044】
ここで、黒鉛粉粒体に対するフェノール樹脂の付着率を所定の範囲にすることの意義について説明する。
黒鉛含有量を増やすと相対的に樹脂量が減少することになり、機械的強度は上がるが、成形材料を溶融し金型に充填する際の流動性が悪くなり、空気を抱き込んでしまう。このため焼成処理して得られる炭素質構造体の中に気泡が残ることがある。その結果、導電性にムラができたり、強度が不足して割れ、ひび等の発生原因が生じたりすることになる。
この他にも、流動性が悪くなると、金型へ成形材料を充填する際に黒鉛の偏在が発生し、充填時における流れ方向に電気抵抗が高く、流れ方向と直角方向は電気抵抗が低いという電気物性の異方性が現れることもある。このような電気異方性がある炭素質成形体を電磁誘導加熱に使用した場合には発熱ムラが発現する。
また、成形材料の流動性が悪いと、高圧で強制的に金型内に充填される成形時に黒鉛粉粒体相互に摩擦が起こり、黒鉛が圧潰されて微細な粉粒となり、また圧潰されなくても、その内部に大きな残留応力を有することになる。このような成形体を金型から脱型した際には残留応力が開放されるスプリングバックがおき、流れ方向に膨張してゆがみが生じるため、焼成の際に収縮異方性が増大して炭素質構造体が割れる場合がある。
このように、黒鉛微粒体が多い成形体を成形する場合には、黒鉛微粒体と樹脂からなる成形材料の流動性が重要である。
本実施の形態では、黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂の付着率を18質量%〜35質量%であり、好ましくは18質量%〜20質量%にすることで、成形材料の流動性を確保している。
【0045】
<成形装置>
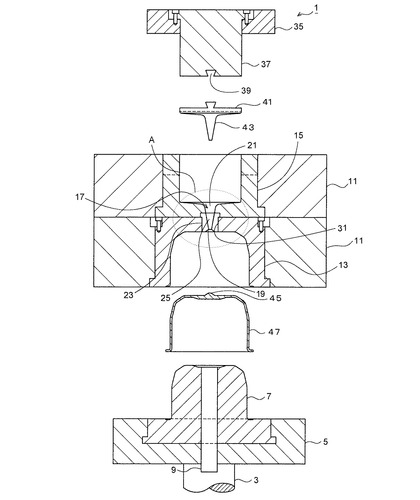
本実施形態で使用するトランスファー成形機1の主要部を、図4、図5に基づいて説明する。図4においては、トランスファー成形機1に電磁誘導加熱用炊飯器の内釜を成形する金型を設置している。トランスファー成形機1は、図示しない基台に設置された油圧シリンダと、該油圧シリンダのロッド3に固定されると共に基台に立設されたポール(図示なし)にガイドされて上下動可能な雄金型受け5と、雄金型受け5の上面に固定された雄金型7と、雄金型7を貫いて上下動可能な突出ピン9と、基台に立設されたポール(図示なし)の中間部に雄金型受け5と当接・離隔可能に設置された浮動盤11と、浮動盤11の下部側に設置された雌金型13と、浮動盤11の上部側に設置されたポット15を備えている。
【0046】
雌金型13の頂上部とポット15の底部とは、両者を連通させる連通路17によって連通している。連通路17は、図2に示すように、ポット15の底部側から下方に向って徐々に縮径しており、連通路17の途中で通路径が最小となる最小径部19が形成され、該最小径部19から雌金型13側に向って拡径して雌金型13に至るように形成されている。つまり、連通路17は、ポット15の底部から最小径部19まではロート状をしており、最小径部19から雌金型13まではラッパ状となっている。
【0047】
上記のような連通路17は、ポット15の底部に形成された孔21及び、ポット15と雌金型13との間に設置されたゲート入子23に設けた貫通孔25によって形成されている。ポット15の底部に形成された孔21は、図5に示すように、下方に向って徐々に縮径されてラッパ状にしており、この孔21にゲート入子23に設けられた貫通孔25が連続している。ゲート入子23は、上端部が拡径された頭部27を有し、頭部27の下部に本体部29が形成された、垂直断面が略T字状をしている。ゲート入子23は、雌金型13に設けた開口孔31に本体部29が挿入されて、頭部27がポット15の底面に設けた凹部33に嵌合するようにしてポット15と雌金型13の間に設置されている。ゲート入子23には、その中心部に連通路17の一部を形成する貫通孔25が形成されている。貫通孔25の形状は、頭部27側から下方に向って徐々に縮径しており、途中で孔径が最小となる最小径部19が形成され、該最小径部19から下端に向ってラッパ状に拡径している。
【0048】
連通路17における最小径部19の内径は無機材料の粒径に関係しており、無機材料の粒径として最大長さ500μmのものを使用するときには、内径で4.0〜7.0mm、好ましくは5.0から6.5mmとする。また、最小径部19から雌金型13に至る孔のラッパ形状の開き角と長さは、実際の成形条件のぶれや、成形材料のロットぶれを考慮して決定すればよく、開き角としては30度〜50度、長さとしては5mm〜15mmとしておくことが実用的である。
【0049】
浮動盤11の上方には図示しないポールの上部位置に固定プラテン35が固定されており、固定プラテン35の下面にプランジャー37が設置されている。プランジャー37の頭頂面の中央には垂直断面が逆台形状の取出し溝39が形成されている。プランジャー37とポット15の間には0.01〜0.02mm程度の隙間が形成されている。また、成形体47に過剰な圧力がかからないようにするため、プランジャー37を最も下動させたときにプランジャー37の先端面とポット15の底面との間に1〜2mmの間隙が形成されるようになっている。
【0050】
<成形工程>
上記のトランスファー成形機1と上記の成形材料を用いて、電磁誘導加熱炊飯器の内釜を成形する成形方法を説明する。
予め、雌雄の金型7,13、ポット15、プランジャー37を成形材料に適した温度に加熱し、油圧シリンダのロッド3を伸長させて雄金型受け5を上昇させ、雄金型受け5を浮動盤11に当接させて、キャビティを形成する。キャビティが形成された時点で、真空エジェクタによってキャビティ内のガスの排出を開始する。油圧シリンダのロッド3を、さらに伸長させることにより、雄金型受け5と浮動盤11を一緒に上昇させて、金型を閉じてポット15内にタブレットに形成した成形材料を投入する。
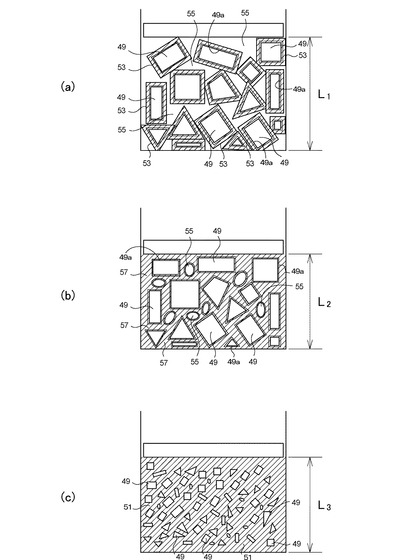
図6の(a)は、トランスファー成形機1のポット15に収納された成形材料を模式的に示したものである。成形材料中の黒鉛微粒体49は粒子径が不揃いで、大小のものが混在している。黒鉛微粒体49のすべての表面49aは、樹脂の組成成分である短慮謡及びオリゴマーがゲル化してなるフェノール樹脂層53で被覆されており、黒鉛微粒体49の表面を被覆するフェノール樹脂層53の間には気泡55が混在している。この状態の黒鉛微粒体49の一つに着目した図が図7(a)である。
【0051】
ポット15が加熱されることにより、黒鉛微粒体の表面を被覆しているフェノール樹脂が溶融して溶融樹脂57となる。この溶融状態を示したものが図6(b)である。図6(b)に示すように、樹脂層が溶融して黒鉛微粒体49が下方に移動して粒子相互距離を近くする。この状態では、ゲル化してなる樹脂層で黒鉛微粒体が被覆されたままである。気泡55の一部はポット15とプランジャー37との隙間から放出され、一部が内部気泡として残る。気泡55が放出されることで、成形材料全体の体積が小さくなる。つまり、図6(a)のL1よりも図6(b)のL2短くなる。
【0052】
タブレットに形成した成形材料をポット15内に投入し、ポット15内にプランジャー37を挿入する。ポット15の熱により流動しやすくなっている成形材料は、連通路17を介して徐々にキャビティ内に注入される。この注入の過程において、上述したように、成形材料内の気孔が小さくなり、それによって押し出されたガスは、ポット15とプランジャー37の隙間、あるいは真空エジェクタによって排出される。
成形材料は、連通路17を通過する際に、粉砕されて、図6(c)の状態になる。
【0053】
連通路17を通過する溶融した成形材料は、最小径部19で圧縮され、最小径部19を通過した直後のラッパ状に拡径された流路で一気に開放されて、高い流動性を保持しながら、金型端部に向けて流動する。溶融した成形材料を金型に充填した状態で6〜8分程度保温保圧して硬化させる。プランジャー37の頭頂面のポット15の底面に対する最下動位置は、ポット15の底面より1〜2mm上方になるように設定されており、プランジャー37が最下動した状態でもポット15の底面との間に隙間が形成される。この隙間によって、成形材料の硬化物からなるカル分41が形成される。カル分41とは、図4のカル分41を示した図における破線で示した部位よりも図中上方の部位をいう。カル厚(材料の仕込み量)は1〜2mmが標準で、これ以上厚い場合は過剰な圧力がかかり、充填される成形材料の内部応力を大きくする結果となる。薄い場合は充填不足が生じて、充填される成形材料の密度が低下する。
【0054】
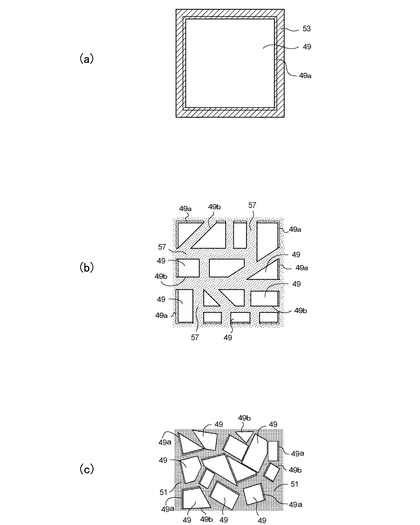
ここで、ポット15内に収容された成形材料が金型キャビティに注入されるまでの挙動を黒鉛微粒体49の一つに着目して説明する。ポット15内の成形材料の黒鉛微粒体49は、すべての表面が単量体及びオリゴマーの状態で浸透および付着し、付加縮合したフェノール樹脂層53で覆われている(図7(a))。この状態では、フェノール樹脂の単量体及びオリゴマーが黒鉛微粒体49の表面49aに存ずる凸凹の細部まで浸透して付着している。
成形材料が溶融して金型キャビティ内に注入されるときは、黒鉛微粒体49は圧力により粉砕され、フェノール樹脂で被覆されていた部分49aと被覆されていなかった部分49bを持つ細片になる(図7(b))。細片化した黒鉛微粒体49の周囲(部分49a,49bの周囲)には溶融した溶融樹脂57が存在している。細片化した黒鉛微粒体49は金型キャビティ内を流動して金型末端まで充填される。そして金型キャビティへの充填後の保温保圧過程により、黒鉛微粒体49の凸凹に入り込んでいたフェノール樹脂もそうでない樹脂も吸着・硬化して凝結体51となり、黒鉛微粒体49を全体としてひとつのブロック体に賦形する(図7(c))。
【0055】
ここで重要なことは、フェノール樹脂層53によって被覆されていた部分49aの剥離強度は高いので、黒鉛微粒体49ができるだけフェノール樹脂層53によって被覆されているようにすることである。そのためには、成形材料が連通路17を通過するときに細片化されるのではなく、ポット15内にある状態で微粒化されていることが好ましい。つまり、使用する黒鉛の粒子径が細かいものが好ましい。
成形体47の機械的強度を高く維持するためには、黒鉛微粒体49の粒径を小さくして、加圧時やノズル通過時に黒鉛微粒体49が粉砕されないようにして、粒子のすべての表面がフェノール樹脂層53で被覆された部分のみで構成されるものとするのがよい。
なお、黒鉛微粒体49の最適な粒径は、連通路17の最小直径や注入圧力により決まる。
【0056】
硬化反応により不溶不融物となった硬化物は、ポット15底部、連通路17、キャビティ内に繋がった状態になっている。この状態で油圧シリンダを作動させて浮動盤11と雄金型受け5とを一緒に降下すると、カル分41が取出し溝39によってプランジャー37に固定されているので、硬化物はカル分41によって上部が固定されて状態で下方に引っ張られ、その結果最も小断面である最小径部19で破断する。その結果、カル分41及び連通路17における最小径部19よりも上方の部位によって形成された逆円錐台状の硬化物43はプランジャー37側に保持され、最小径部19よりも下方の流路によって形成された円錐台状の凸部45は成形体47と共に浮動盤11側に保持される。
【0057】
連通路17は最小径部19の下流側でラッパ状に拡径しており、拡径した後、円錐台状の流路を経てキャビティに連通している。このため、型開き時に、連通路17の切断により、最小径部付近に成形不良が発生するが、成形体47側には影響しない。そして、最小径部19よりも下方の流路によって形成された円錐台状の凸部45は脱型後に切除するから、成形体47における連通流路付近において成形不良による機械的強度に低下をきたすことがない。
【0058】
次に、浮動盤11をポールの中間位置に固定した状態で、更に油圧シリンダを作動させて雄金型受け5を下動させると、円錐台状の凸部45が一体成形された成形体47が雄金型7側に固定された状態で露出する。この状態で突出ピン9を突出させて成形体47を脱型する。成形体47を脱型した後、放置冷却する。その後、円錐台状の凸部45を根元で切除して成形体47とする。前述したように、成形不良部が発生したとしても成形不良の部位は円錐台状の凸部45の上部に集中しており、凸部45を切除することで成形体47側に成形不良が生じることがない。このため、成形時の注入圧力を高めることが可能となり、流動長の長い成形体47の先端部や、連通路17から成形体47の先端部の間に屈曲部をもつ成形体47(例えば鍋や内釜)を成形することができる。
金型のキャビティ内の成形材料は、注入時に連通路17を通過する際に混練されると共に更に細片化された状態で、金型充填後の保温保圧によりフェノール樹脂が硬化反応を起こして内釜となっている(図8のSEMの写真参照)。
【0059】
本実施の形態においては、ポット15とキャビティが連通路17を介して縦方向に配置され、連通路17がキャビティの中央部に配置されているので、流動長の長い成形体47の先端部や、連通路17から成形体47の先端部の間に屈曲部をもつ成形体47に対しても各部に均等に注入することができる。さらに、本実施の形態においては、成形材料中の熱硬化性樹脂の付着率が18質量%〜20%質量となるようにすると共に、キャビティ内のガスを真空エジェクタ53で強制的に排気しているので、成形体47に残存するガスを少なくして成形体47の表面を平滑にすることができる。
【0060】
<焼成工程>
得られた成形体47は、真空または不活性ガスの雰囲気中において1000〜1200℃の雰囲気下に放置して不溶不融性の硬化物となったフェノール樹脂を炭化させ、これにより黒鉛粒子相互を連結させて、鍋状を成す内釜の焼成体を得た。この時、フェノール樹脂の凝結ないし炭化に伴って、当該成形体47から放散せずに内部に滞留している分解ガスがある場合には、分解ガスが断層亀裂を発生して生じる局部的な膨れを防止するため、1ヶ月かけて徐々に昇温する。結合剤として用いられるフェノール樹脂は、その成形時の反応硬化過程で、硬化反応による収縮、つまり硬化収縮に伴う硬化応力を生じる。黒鉛粒子と樹脂との組み合わせである成形材料では、発生する硬化応力が大きい。硬化応力が過大であると焼成過程で開放されて、爆裂という現象が発生して、製品不良となる。
【0061】
<塗装工程>
内釜の内面塗装工程について説明する。まず、調理に供する下地塗装を行う。ポリエーテルスルフォン(PES)の水分散溶液に、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(4.6フッ化)(FEP)微粉末の10容積%を分散させて200センチポアズの低粘度である下塗り樹脂を、スプレーを用いて複数回に分けて、表面に薄く残留する程度まで吹き付ける。
【0062】
次に、表面塗装を行う。下地塗装に用いた液状樹脂が未乾燥の状態で、液状樹脂の表面にFEPと相溶するテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)微粉末を均一付着させて、液状樹脂を吸収して固定する。その後、200℃の炉中に10分間の乾燥を行う。
続いて、融着処理を行うために360℃の炉中に投入する。これによって、PESとFEPは、溶融して黒鉛凝結体の気孔に馴染むようにして接合するとともに、ピンホールなどの気孔を含まない塗膜を形成するので、調理時に調理に供する液状の具材が浸透しない態様を形成する。
【0063】
以上のように、本実施の形態に係る成形体47は、黒鉛微粒体49を熱硬化性樹脂であるフェノール樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、フェノール樹脂の単量体及びオリゴマーを黒鉛微粒体49の表面に浸透及び付着させた状態でゲル化させたので、黒鉛微粒体49同士が強固に結合しており、成形体47全体としての機械的強度に優れている。
【実施例】
【0064】
黒鉛の種類、粒径、樹脂配合比率、成形方法を異ならせて、成形材料をトランスファー成形機で成形した炭素質成形体について、焼成後の落球強度と表面平滑度について、成形材料中の黒鉛粒子とフェノール樹脂配合割合との関係で整理したのが、表1である。中国製黒鉛は粒状であり、日本製黒鉛は針状である。表中、○は外観良好であり、△は表面に粗さがみられることを示している。
なお、表1において、表1中に示した成形条件が同じもの(番号3―4、番号5−8、番号9−11)において、成形後の重量、落球強度において差異が生じているのは、反応速度、反応時間を若干変えて成形を行ったことによるものである。
【0065】
【表1】

【0066】
表1に示されるように、成形材料中のフェノール樹脂配合率が19.5質量%〜30質量%の範囲では、焼成後の外観が美しかった。また、番号1−10のものであれば、落球強度も100mm以上であることから実用に耐えうるものである。
他方、樹脂配合率を18質量%にした番号11のものでは、落球強度が50mmで、外観も少し劣っていたが、いずれも許容範囲であった。樹脂配合比率を少なくしてもこのような落球強度がえられた要因として、黒鉛微粒体を結合させる凝結体が、フェノール樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体の表面に浸透及び付着させた状態でゲル化させたことによると考察される。
また、黒鉛の粒径に関し、20μmの場合と200μmの場合とで20μmの方が若干だけ落球強度において優れる傾向があるが、成形材料中のフェノール樹脂配合比が18質量%〜30質量%の範囲であればいずれの粒径の場合でも落球強度、焼成後の外観共に許容範囲である。
【0067】
上記の考察から、成形材料中のフェノール樹脂配合比が18質量%〜30質量%の範囲であれば、少なくとも外観においては実用に適することが分かる。他方、強度に関しては、使用用途に応じて適否が判断されるので、高い強度が要求される場合には、樹脂配合比率を大きくすることが望ましい。
【0068】
樹脂配合比を18質量%〜30質量%にした成形材料は、溶融温度以上の加熱下で加圧した時に、金型内で黒鉛粒子が好適な位置に移動しやすい、つまり、流動性に優れるという特徴を有しているため、焼成後の成形品表面の外観がよい考えられる。また、黒鉛粒子の表面にレゾール樹脂を配した本実施の形態による成形材料は、均質であることからも流動性に優れており、この点でも焼成後の成形品表面の外観がよくなったと考えられる。
【0069】
なお、上記の実施の形態においては、無機材料として黒鉛粒子を用いてトランスファー成形法で成形した電磁加熱炊飯器の内釜を例に挙げて詳細に説明した。
しかしながら、本発明の焼成体は、電磁誘導加熱炊飯器の内釜のみならず、電磁調理器として、フライパン、鍋、焼肉等の為のプレート、たこ焼き器等も含む。また、焼成前の成形体としては、水素燃料電池のセパレータとしても使用できる。
【符号の説明】
【0070】
1 トランスファー成形機
3 ロッド
5 雄金型受け
7 雄金型
9 突出ピン
11 浮動盤
13 雌金型
15 ポット
17 連通路
19 最小径部
21 孔
23 ゲート入子
25 貫通孔
27 頭部
29 本体部
31 開口孔
33 凹部
35 固定プラテン
37 プランジャー
39 取出し溝
41 カル分
43 溶融固化物
45 凸部
47 成形体
49 黒鉛微粒体
51 凝結体
53 フェノール樹脂層
55 気泡
57 溶融樹脂
【技術分野】
【0001】
本発明は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体、該成形体を焼成した焼成体、及び成形体、焼成体の製造方法に関する。
【背景技術】
【0002】
無機材料とは、シリコンのような非金属元素の単体、アルミナのように金属元素と非金属元素とからなる無機化合物および黒鉛のような炭素質材料をいい、粉粒状、微粒状ないし繊維状のセラミックスや黒鉛、ガラスなどがある。
粉粒状のセラミックスは所望の形状に賦形されて、誘電体セラミックスや半導体センサ、吸着剤、触媒として用いられている。また、繊維状の炭素も所望の形状に賦形されて、エンジニアリング部品として用いられている。
【0003】
賦形された成形体の構造は、セラミックス粒子や金属粒子の原料粉末を互いに接触させて加熱結合した(焼結した)ものが一般的である。このような成形体の製造方法は、原料粉末を加圧用金型に入れて、高温炉のなかで圧力を加えながら加熱して焼結する方法、または予備成形した原料粉末体をゴム袋に入れ、脱気、密封したあと液体の入った圧力容器の中にいれ液体を加圧して圧縮する方法などがある。
また、成形体としては、原料粉粒を樹脂の凝結体で結合した無機質成形体もあり、このような成形体は、原料粉末と樹脂とを混練して金型に注入したあと冷却し、脱型するという方法で成形される。
【0004】
焼結によって成形されるものは脆性材料と呼ばれており、機械的強度がきわめて低い。一方、原料粉粒を樹脂の凝結体で結合した無機質成形体は、脆性材料より大きな機械的強度を発揮するが、実用に耐える機械的強度を確保するのは難しいという問題がある。
その原因は、自然界に存ずる無機材料は親水性であるが、樹脂は親油性であり、無機材料と樹脂とは親和性が乏しく、機械的強度を備えた構造を形成するための効果的な界面を形成することができないからと考えられる。
【0005】
無機質成形体の例として、厳しい制限を設けた炭素質材料と熱硬化性樹脂を混練し、これを圧縮成形、射出成形、押出成形などの方法で任意の形状に賦形したたあと、焼成炭化することで電磁誘導加熱調理器に好適な炭素質構造体を得ようとする提案がなされている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009-242176号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
黒鉛は機械的強度のほかに導電性を具備しており、できるだけ黒鉛の多い成形体にすれば機械的強度と加熱効率のよい電磁誘導加熱調理器、例えば電磁誘導加熱炊飯器の内釜を成形することができる。
しかしながら、特許文献1に開示された炭素質構造体は、これを製造するための成形材料が重合により高分子化した樹脂と黒鉛を単に混練しただけのものであるため、黒鉛と樹脂との剥離強度が弱く、炭素質構造体として実用に耐える機械的強度を得るのが難しいという問題がある。
【0008】
本発明は、実用に耐える強度を有し、焼成によって割れ等が生ずることがない成形体、該成形体を焼成した焼成体、さらには成形体及び焼成体の製造方法を得ることを目的としている。
【課題を解決するための手段】
【0009】
微粒状無機材料と熱硬化性樹脂の凝結体からなる成形体の機械的強度は、成形体を構成する成分の物理的特性や、微粒状無機材料と凝結体の接着構造に支配されると考えられる。つまり、無機材料自身の強度、熱硬化性樹脂またはその凝結体自身の強度および無機材料と凝結体との接着面の剥離強度に依存することになる。
そして、無機材料と凝結体との接着面の剥離強度については、凝結体が無機材料粉粒の表面に存在する凸凹の細部にまで浸透及び付着して無機材料の粉粒相互を結合しているか否か、粉粒と凝結体との接着層の界面に働く二次結合(ファン・デル・ワールス力)が大きいか否かに支配される。
【0010】
無機材料と凝結体との接着面の剥離強度を高めるには、無機材料の表面に凝結体となる樹脂を浸透及び付着させるようにすればよい。そして、親水性の無機材料の表面に親油性の樹脂の組成成分を浸透及び付着させるには、界面活性剤を用いて両者の親和性を高めればよい。
しかしながら、単に界面活性剤を用いただけでは、樹脂のもつ粘弾性のために、無機材料粉粒の表面に存在する凸凹の細部にまで、樹脂を十分に浸透及び付着させることができない。
そこで、本発明者は、比較的浸透力がある単量体の状態から無機材料の表面に樹脂を浸透及び付着させ、その状態でゲル化させて凝結体にしたので、微粒状の無機材料の表面に存在する凸凹の細部にまで浸透及び付着した凝結体の被膜を得ることができる。これにより、凝結体被膜のアンカー効果により、凝結体と無機材料との接着面の剥離強度を高めることができる。
本発明は係る知見に基づいてなされたものであり、具体的には以下の構成からなるものである。
【0011】
(1)本発明に係る成形体は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とするものである。
凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させることで、単量体及びオリゴマーが微粒状無機材料の表面に存ずる凸凹の細部まで浸透及び付着し、その状態でゲル化することでアンカー効果を発揮し、微粒状無機材料を強固に結合し、成形体としての強度を高めている。
ここでいうオリゴマーとは、2〜50個の繰り返し単位を有する分子である。
【0012】
(2)また、上記(1)に記載のものにおいて、前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とするものである。
微粒状無機材料の平均粒子径を500μm以下に設定することにより、微粒状無機材料と凝結体としての熱硬化性樹脂との比率を維持しながら、微粒状無機材料の粒子相互の結合に必要な表面積を確保することができる。また、成形過程において微粒状無機材料が圧潰されてさらに微細な粒子になっても、細部まで浸透及び付着した凝結体の割合を高くすることができる。
【0013】
(3)また、上記(1)又は(2)に記載のものにおいて、前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とするものである。
微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にすることにより、成形体の表面を平滑にできると共に、成形材料の流動性を確保でき、残留応力を小さくすることができる。
【0014】
(4)また、上記(1)乃至(3)のいずれかに記載のものにおいて、前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂がフェノール樹脂であることを特徴とするものである。
微粒状無機材料が黒鉛粉粒であることにより、成形体に電磁誘導性能を付与することができる。また、熱硬化性樹脂がフェノール樹脂であることにより、成形体を焼成した場合において、樹脂の炭化率が約50%となり、黒鉛と類似する性質を示すことになる。したがって、黒鉛単独でできた電磁誘導加熱器と同程度の性能を発揮することができる。また、フェノール樹脂は、黒鉛粉粒との接着層の界面に大きな二次結合を形成することができる。
【0015】
(5)また、上記(4)に記載のものにおいて、前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とするものである。
【0016】
(6)また、上記(5)に記載のものにおいて、前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とするものである。
感圧熱自硬化性とは、分子中にメチロール基を含有し、加熱だけでは流動性を示さないが、圧力を加えると熱融着し硬化する特性を持つものであり、レゾール型フェノール樹脂が感圧熱自硬化性を有するので、トランスファー成形などの熱プレス成形することにより、容易に一体成形が可能な高い機械的強度を有する成形体を得ることができる。
【0017】
(7)本発明に係る焼成体は、上記(1)乃至(6)のいずれかに記載の成形体を焼成してなることを特徴とするものである。
【0018】
(8)また、上記(7)に記載のものにおいて、前記焼成は前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行ったものであることを特徴とするものである。
【0019】
(9)本発明に係る成形体の製造方法は、熱硬化性樹脂の反応成分、反応触媒、乳化分散剤および水を含む液体を撹拌しながら微粒状無機材料を投入して所定時間反応させる工程と、過剰な乳化分散剤を水洗除去したあと反応により生成した固形分を取り出し乾燥して成形材料を調製する工程と、当該成形材料を型成形機の金型に入れて成形する工程と、金型に入れた後所定時間保温保圧したあと成形体を取り出す工程とを備えたことを特徴とするものである。
本発明においては、熱硬化性樹脂の付加縮合過程で、微粒状無機材料を投入するようにしたので、樹脂の組成成分が無機材料粉粒の表面の凸凹に浸透及び付着した状態で付加縮合させることができ、黒鉛と高分子の樹脂との密着性を高めることができる。
【0020】
(10)また、上記(9)に記載のものにおいて、型成形機はトランスファー成形機であり、成形材料を金型に入れて成形する工程は、成形材料をトランスファー成形機のポットに入れて、加熱加圧により溶融した成形材料を金型キャビティに注入するものであることを特徴とするものである。
本発明では、上記のように調製された成形材料をトランスファー成形法で成形するようにしたので、成形材料を融解して流動性を高めて金型のすみずみまで成形材料を充填することができ、充填時の気孔の発生を防止できる。また、充填後所定時間保温保圧したので、硬化反応を促進することができる。
【0021】
(11)また、上記(9)又は(10)に記載のものにおいて、前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とするものである。
微粒状無機材料の平均粒子径が500μm以下であるので、微粒状無機材料と凝結体としての熱硬化性樹脂との比率を維持しながら、微粒状無機材料の粒子相互の結合に必要な表面積を確保することができる。また、成形過程において微粒状無機材料が圧潰されてさらに微細な粒子になっても、細部まで浸透及び付着した凝結体の割合を高くすることができる。なお、微粒状無機材料の平均粒子径を100μm以下にすれば、細部まで浸透及び付着した凝結体の割合を更に高くすることができる。
また、微粒状無機材料として、黒鉛を用いる場合には、市販の黒鉛粉粒を用いることができ、粉粒径は大きく粉塵災害を防止することができる。
【0022】
(12)また、上記(9)乃至(11)のいずれかに記載のものにおいて、前記熱硬化性樹脂は炭化率が45〜55%であり、微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とするものである。
炭化率が45〜55%の微粒状無機材料と熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあるので、流動性がよく、焼成後の残留応力を減少させることができる。
【0023】
(13)また、上記(9)乃至(12)のいずれかに記載のものにおいて、前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂の反応成分がフェノール類およびアルデヒド類であることを特徴とするものである。
熱硬化性樹脂の反応成分としてフェノール類およびアルデヒド類を用いたので、凝結体の炭化率が高く、焼成炭化後の機械的強度を高めることができる。
【0024】
本発明に用いられるフェノール類としては、フェノールの他にフェノールの誘導体を用いることができる。具体的にはフェノール、o−クレゾール、m−クレゾール、p−クレゾール、ビスフェノールA、スチレン化フェノール、炭素数2〜9のアルキル基で置換されたアルキルフェノール、p−フェニルフェノール、キシレノール、レゾルシノール、カテコール、ピロガロール、更には塩素又は臭素で置換されたハロゲン化フェノール等公知のフェノール誘導体の1種又は2種以上の混合物が上げられる。p−置換フェノール類を使用する場合はそれ以外のフェノール類と併用するのが好ましい。
【0025】
また、本発明において用いられるアルデヒド類としてはホルムアルデヒド、パラホルムアルデヒド、アセトアルデヒド、ベンズアルデヒド、テレフタルアルデヒド、ヒドロキシベンズアルデヒド、フルフラール等の1種又は2種以上の混合物が上げられるがとくにホルムアルデヒド、パラホルムアルデヒドが好ましい。
【0026】
(14)また、上記(13)に記載のものにおいて、前記反応触媒がアミン化合物触媒であり、乳化分散剤がグルコシド結合を有する高分子活性剤であり、フェノール類とアルデヒド類が付加縮合する過程において微粒状無機材料を投入することを特徴とするものである。
【0027】
本発明において用いられるフェノール類とアルデヒド類とを付加縮合反応させるための反応触媒としては、アミン化合物が用いられる。例えば、ヘキサメチレンテトラミン、アンモニアの他メチルアミン、ジメチルアミン、エチレンジアミン、モノエタノールアミン等の第1級や2級のアミン類または、エチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、ペンタエチレンヘキサミン、N−(2−アミノエチル)エタノールアミン、N−(2−アミノエチル)プロパノールアミン、グアナミン、ジシアンジアミド等のアミノ水素を少なくとも2個以上含有するアルキルアミン化合物触媒の1種又は2種以上の混合物が挙げられる。
【0028】
本発明において用いられる乳化分散剤としてはグルコシド結合を有する高分子活性剤が好適であり、グルコース単位当たり酸化エチレン1.4〜3.5モル付加したヒドロキシエチルセルロース、ヒドロキシエチルセルロース2−ヒドロキシプロピルトリメチルアンモニウムクロライドエーテル、アルギン酸の金属塩、ムコ多糖類骨格の天然ゴム金属塩の1種又は2種以上の混合物が挙げられる。これらの界面活性剤は高分子化しているために水に膨潤はするが溶けにくいのであらかじめ0.3〜4質量%水溶液を調整しておくことが望ましい。
【0029】
付加縮合反応触媒と乳化分散剤の存在下、フェノール類とアルデヒド類の付加縮合反応が進行するに従い、微粒状無機材料を包括した縮合反応物が均一に分散された安定化状態に達するため、樹脂の組成成分が黒鉛粉粒の表面の凸凹の細部にまで浸透及び付着することを促進し、この状態でゲル化したものであるから、樹脂と黒鉛との接着力を高めることができる。
【0030】
(15)また、上記(14)に記載のものにおいて、前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とするものである。
【0031】
(16)また、上記(15)に記載のものにおいて、前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とするものである。
【0032】
(17)本発明に係る焼成体の製造方法は、上記(9)乃至(16)のいずれかに記載の成形体の製造方法によって製造された成形体を焼成して焼成体を製造することを特徴とするものである。
【0033】
(18)また、上記(17)に記載のものにおいて、前記成形体の焼成は、前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行うことを特徴とするものである。
【発明の効果】
【0034】
本発明に係る成形体は、非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒状無機材料の表面に浸透及び付着させた状態でゲル化させたものであることから、微粒状無機材料の微粒体が凝結体で強固に結合され、成形体としての機械的強度が高くなっている。その結果、例えば焼成した場合に割れ等が生ずることがない。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施の形態に係る成形体の説明図である。
【図2】本発明の一実施の形態に係る成形体の成形材料に使用する黒鉛のSEM写真である。
【図3】本発明の一実施の形態に係る成形体の成形材料(黒鉛粉粒体とフェノール樹脂とからなる成形材料)のSEM写真である。
【図4】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法の説明図である。
【図5】図4の丸で囲んだA部の拡大図である。
【図6】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法における製造過程の成形材料を模式的に示す図である。
【図7】本発明の一実施の形態に係るトランスファー成形による成形体の製造方法における製造過程の成形材料である黒鉛粉粒体の一つを模式的に示す図である。
【図8】本発明の一実施の形態に係る成形体の製造過程における金型のキャビティ内の成形材料SEM写真である。
【発明を実施するための形態】
【0036】
図1は本実施の形態に係る成形体の外観を示す図であり、電磁誘導加熱炊飯器の内釜としたものである。本実施の形態に係る成形体47は、図1に示すように、非可塑材料としての微粒状無機材料として黒鉛微粒体49を、熱硬化性樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体49の表面49aに浸透及び付着させた状態でゲル化させたものを成形後に加熱硬化させたものである。図1においては、黒鉛微粒体49の外周部の一部49aが二重線になっているのは、当該部位は熱硬化性樹脂の組成成分である単量体及びオリゴマーが微粒体の凸凹内に入った状態で浸透及び付着してゲル化した樹脂層で被覆されていることを示している。
【0037】
黒鉛微粒体49の表面49aには、単量体及びオリゴマーの熱硬化性樹脂の組成成分が黒鉛の表面の凸凹の細部にまで浸透及び付着し、それがゲル化したことにより、黒鉛微粒体49と熱硬化性樹脂との結合が強固になっている。その結果、被覆されなかった部分49bを含む黒鉛微粒体49同士の結合も、微粒体表面の凸凹に強固に結合したもの同士が隣接する微粒体表面の間にある凝結体51によって結合されることから、荷重などの負荷に耐えられる機械的強度を備えた成形体47になっている。
なお、図1において、微粒体の全周が二重線で示されていないのは、トランスファー成形の過程で黒鉛が粉砕され、熱硬化性樹脂の樹脂成分である単量体及びオリゴマーで覆われていない部位が現れたことによる。
【0038】
次に、上記の成形体47の組織構造が生成される過程を、成形体47としての内釜をトランスファー成形機によって成形する場合を例に挙げて、以下、成形材料、成形装置、成形工程、焼成工程、塗装工程の順で説明する。
【0039】
<成形材料>
フェノール 376 グラム、
50%水性ホルムアルデヒド 360 グラム、
ヘキサメチレンテトラミン 40 グラム、
平均粒子径100μmの天然黒鉛 1064 グラム
成形材料に使用する黒鉛は、1mm角のフルイを通過したものを使用しており、500μmから1μmのものが混在する。各黒鉛の表面は、表面に多数の凸凹がある(図2のSEMの写真参照)。
【0040】
コンデンサ、温度計、撹拌機を装着した反応装置に、上記材料と予め乳化分散剤であるヒドロキシエチルセルロース4グラムを溶解した水680グラム、水800グラムを仕込み、85℃にて1時間30分反応させた。
黒鉛は、吸湿性に優れており、親水性である。一方、樹脂は親油性であり、黒鉛と樹脂とは親和性が乏しく、機械的強度を備えた構造を形成するための効果的な界面を形成することができない。そこで、乳化分散剤であるヒドロキシエチルセルロースを加えて熱硬化性樹脂の組成成分と無機材料とがその界面で濡れやすくし、無機材料の粉粒の表面に接触させるようにした。
【0041】
上記攪拌混合物は、当初は攪拌に伴って流動する状態であるが、反応が進むにつれて次第に系の粘度が上昇してくる。生成されるフェノール樹脂は付加縮合がある程度進んだ段階で乳化し、疎水性のフェノール樹脂が水中で均一に分散された状態となる。更に反応が進むにつれて安定状態に達し、黒鉛を含むフェノールとホルムアルデヒドとの縮合反応物がフラスコ全体に均一に分散された状態となる。所望する程度にフェノール樹脂の反応を進めたところで40℃に冷却して反応を停止させ、水400グラムを添加した。
次にヌッチェにて樹脂を濾別し乳化分散剤を水洗により除去した。更に水900グラムによる水洗をろ過液がアンスロン試薬による呈色がなくなるまで5回繰り返し、完全に乳化分散剤を除去してスラッジ物を得た。
スラッジ物を風乾後、減圧乾燥機を用いて、内温40℃で48時間乾燥処理を施すことによって、黒色粉粒状の成形材料を得た。この成形材料の水分は、0.7質量%であり、黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂付着率は19.8質量%であった。得られた成形材料をマイクロスコープで拡大観察すると黒鉛粉粒体が凝集し平均粒子径500μm程度の、塊状物となった複合粒子であることを確認した(図3のSEM写真参照)。
以上の方法によって得られた成形材料は、黒鉛の微粒体の表面がフェノール樹脂の原料液で常に濡れた状態で被覆したので、黒鉛の粉粒の外周面及び黒鉛微粒体が凝集し黒鉛微粒体が塊状物となった複合粒子の内部がフェノール樹脂膜で保持されて成る粒状の成形材料となる。
【0042】
上記のようにして得られた成形材料について、以下のように評価を行った。
・ゲル化時間:熱板法(150℃)JIS−K−6910 4.8
・板流れ:硝子板(125℃)JIS−K−6910 4.7
・ブロッキング試験 器具:
(1)平板:150mm×150mm×5mm
(2)円筒容器:71mmφ×120mm
(3)分銅:70mmφ×160mm、全重量5kg
(4)金網:10メッシュ
(5)恒温恒湿器:25℃、65%に設定
操作:平板上に円筒容器を載せ、分銅とともに恒温恒湿器に入れておく。試料500gを円筒容器にいれ分銅を載せ恒温恒湿器に戻す。1時間後静かに円筒容器の試料を紙の上に取り出し、10メッシュ金網を通してふるい分けブロック化した部分の重量をはかり元の重量に対する比率(%)を算出した。
・単独板作成:成形材料80gを金型(100mm×100mm)に仕込み圧縮成型(160℃
×5分×105kgf/cm2)して厚さ4.0mmの板を作成した。得られた板の曲げ強度(JIS−K−6911)を測定した。
上記の評価試験の結果、ゲル化時間は短くて測定不可能、板流れは0mm、ブロッキング率は0%であった。曲げ強度は60MPaであった。成形物の表面に色ムラや光沢ムラは無かった。カットした断面をマイクロスコープに目視確認した結果、黒鉛の分散性は良好であった。
【0043】
黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂の付着率は18質量%〜35質量%であり、好ましくは18質量%〜20質量%である。付着率を18質量%〜20質量%にすることにより、溶融温度以上の加熱下で加圧した時に、黒鉛粒子の表面をフェノール樹脂が被覆し、樹脂の流動性により黒鉛粒子が好適な位置に移動しやすくなる。その結果、気泡が大きい状態から気泡を埋める状態に移行する。気泡が連続気泡であれば、埋められたことによって成形材料内に含まれていた空気は、後述するようにポット15とプランジャー37の隙間、あるいは真空エジェクタによって排出される。このため、成形体47に含まれるガスを最小限に抑えることができ、成形体47の表面の平滑性を向上させることができる。
【0044】
ここで、黒鉛粉粒体に対するフェノール樹脂の付着率を所定の範囲にすることの意義について説明する。
黒鉛含有量を増やすと相対的に樹脂量が減少することになり、機械的強度は上がるが、成形材料を溶融し金型に充填する際の流動性が悪くなり、空気を抱き込んでしまう。このため焼成処理して得られる炭素質構造体の中に気泡が残ることがある。その結果、導電性にムラができたり、強度が不足して割れ、ひび等の発生原因が生じたりすることになる。
この他にも、流動性が悪くなると、金型へ成形材料を充填する際に黒鉛の偏在が発生し、充填時における流れ方向に電気抵抗が高く、流れ方向と直角方向は電気抵抗が低いという電気物性の異方性が現れることもある。このような電気異方性がある炭素質成形体を電磁誘導加熱に使用した場合には発熱ムラが発現する。
また、成形材料の流動性が悪いと、高圧で強制的に金型内に充填される成形時に黒鉛粉粒体相互に摩擦が起こり、黒鉛が圧潰されて微細な粉粒となり、また圧潰されなくても、その内部に大きな残留応力を有することになる。このような成形体を金型から脱型した際には残留応力が開放されるスプリングバックがおき、流れ方向に膨張してゆがみが生じるため、焼成の際に収縮異方性が増大して炭素質構造体が割れる場合がある。
このように、黒鉛微粒体が多い成形体を成形する場合には、黒鉛微粒体と樹脂からなる成形材料の流動性が重要である。
本実施の形態では、黒鉛粉粒体とフェノール樹脂とからなる成形材料中のフェノール樹脂の付着率を18質量%〜35質量%であり、好ましくは18質量%〜20質量%にすることで、成形材料の流動性を確保している。
【0045】
<成形装置>
本実施形態で使用するトランスファー成形機1の主要部を、図4、図5に基づいて説明する。図4においては、トランスファー成形機1に電磁誘導加熱用炊飯器の内釜を成形する金型を設置している。トランスファー成形機1は、図示しない基台に設置された油圧シリンダと、該油圧シリンダのロッド3に固定されると共に基台に立設されたポール(図示なし)にガイドされて上下動可能な雄金型受け5と、雄金型受け5の上面に固定された雄金型7と、雄金型7を貫いて上下動可能な突出ピン9と、基台に立設されたポール(図示なし)の中間部に雄金型受け5と当接・離隔可能に設置された浮動盤11と、浮動盤11の下部側に設置された雌金型13と、浮動盤11の上部側に設置されたポット15を備えている。
【0046】
雌金型13の頂上部とポット15の底部とは、両者を連通させる連通路17によって連通している。連通路17は、図2に示すように、ポット15の底部側から下方に向って徐々に縮径しており、連通路17の途中で通路径が最小となる最小径部19が形成され、該最小径部19から雌金型13側に向って拡径して雌金型13に至るように形成されている。つまり、連通路17は、ポット15の底部から最小径部19まではロート状をしており、最小径部19から雌金型13まではラッパ状となっている。
【0047】
上記のような連通路17は、ポット15の底部に形成された孔21及び、ポット15と雌金型13との間に設置されたゲート入子23に設けた貫通孔25によって形成されている。ポット15の底部に形成された孔21は、図5に示すように、下方に向って徐々に縮径されてラッパ状にしており、この孔21にゲート入子23に設けられた貫通孔25が連続している。ゲート入子23は、上端部が拡径された頭部27を有し、頭部27の下部に本体部29が形成された、垂直断面が略T字状をしている。ゲート入子23は、雌金型13に設けた開口孔31に本体部29が挿入されて、頭部27がポット15の底面に設けた凹部33に嵌合するようにしてポット15と雌金型13の間に設置されている。ゲート入子23には、その中心部に連通路17の一部を形成する貫通孔25が形成されている。貫通孔25の形状は、頭部27側から下方に向って徐々に縮径しており、途中で孔径が最小となる最小径部19が形成され、該最小径部19から下端に向ってラッパ状に拡径している。
【0048】
連通路17における最小径部19の内径は無機材料の粒径に関係しており、無機材料の粒径として最大長さ500μmのものを使用するときには、内径で4.0〜7.0mm、好ましくは5.0から6.5mmとする。また、最小径部19から雌金型13に至る孔のラッパ形状の開き角と長さは、実際の成形条件のぶれや、成形材料のロットぶれを考慮して決定すればよく、開き角としては30度〜50度、長さとしては5mm〜15mmとしておくことが実用的である。
【0049】
浮動盤11の上方には図示しないポールの上部位置に固定プラテン35が固定されており、固定プラテン35の下面にプランジャー37が設置されている。プランジャー37の頭頂面の中央には垂直断面が逆台形状の取出し溝39が形成されている。プランジャー37とポット15の間には0.01〜0.02mm程度の隙間が形成されている。また、成形体47に過剰な圧力がかからないようにするため、プランジャー37を最も下動させたときにプランジャー37の先端面とポット15の底面との間に1〜2mmの間隙が形成されるようになっている。
【0050】
<成形工程>
上記のトランスファー成形機1と上記の成形材料を用いて、電磁誘導加熱炊飯器の内釜を成形する成形方法を説明する。
予め、雌雄の金型7,13、ポット15、プランジャー37を成形材料に適した温度に加熱し、油圧シリンダのロッド3を伸長させて雄金型受け5を上昇させ、雄金型受け5を浮動盤11に当接させて、キャビティを形成する。キャビティが形成された時点で、真空エジェクタによってキャビティ内のガスの排出を開始する。油圧シリンダのロッド3を、さらに伸長させることにより、雄金型受け5と浮動盤11を一緒に上昇させて、金型を閉じてポット15内にタブレットに形成した成形材料を投入する。
図6の(a)は、トランスファー成形機1のポット15に収納された成形材料を模式的に示したものである。成形材料中の黒鉛微粒体49は粒子径が不揃いで、大小のものが混在している。黒鉛微粒体49のすべての表面49aは、樹脂の組成成分である短慮謡及びオリゴマーがゲル化してなるフェノール樹脂層53で被覆されており、黒鉛微粒体49の表面を被覆するフェノール樹脂層53の間には気泡55が混在している。この状態の黒鉛微粒体49の一つに着目した図が図7(a)である。
【0051】
ポット15が加熱されることにより、黒鉛微粒体の表面を被覆しているフェノール樹脂が溶融して溶融樹脂57となる。この溶融状態を示したものが図6(b)である。図6(b)に示すように、樹脂層が溶融して黒鉛微粒体49が下方に移動して粒子相互距離を近くする。この状態では、ゲル化してなる樹脂層で黒鉛微粒体が被覆されたままである。気泡55の一部はポット15とプランジャー37との隙間から放出され、一部が内部気泡として残る。気泡55が放出されることで、成形材料全体の体積が小さくなる。つまり、図6(a)のL1よりも図6(b)のL2短くなる。
【0052】
タブレットに形成した成形材料をポット15内に投入し、ポット15内にプランジャー37を挿入する。ポット15の熱により流動しやすくなっている成形材料は、連通路17を介して徐々にキャビティ内に注入される。この注入の過程において、上述したように、成形材料内の気孔が小さくなり、それによって押し出されたガスは、ポット15とプランジャー37の隙間、あるいは真空エジェクタによって排出される。
成形材料は、連通路17を通過する際に、粉砕されて、図6(c)の状態になる。
【0053】
連通路17を通過する溶融した成形材料は、最小径部19で圧縮され、最小径部19を通過した直後のラッパ状に拡径された流路で一気に開放されて、高い流動性を保持しながら、金型端部に向けて流動する。溶融した成形材料を金型に充填した状態で6〜8分程度保温保圧して硬化させる。プランジャー37の頭頂面のポット15の底面に対する最下動位置は、ポット15の底面より1〜2mm上方になるように設定されており、プランジャー37が最下動した状態でもポット15の底面との間に隙間が形成される。この隙間によって、成形材料の硬化物からなるカル分41が形成される。カル分41とは、図4のカル分41を示した図における破線で示した部位よりも図中上方の部位をいう。カル厚(材料の仕込み量)は1〜2mmが標準で、これ以上厚い場合は過剰な圧力がかかり、充填される成形材料の内部応力を大きくする結果となる。薄い場合は充填不足が生じて、充填される成形材料の密度が低下する。
【0054】
ここで、ポット15内に収容された成形材料が金型キャビティに注入されるまでの挙動を黒鉛微粒体49の一つに着目して説明する。ポット15内の成形材料の黒鉛微粒体49は、すべての表面が単量体及びオリゴマーの状態で浸透および付着し、付加縮合したフェノール樹脂層53で覆われている(図7(a))。この状態では、フェノール樹脂の単量体及びオリゴマーが黒鉛微粒体49の表面49aに存ずる凸凹の細部まで浸透して付着している。
成形材料が溶融して金型キャビティ内に注入されるときは、黒鉛微粒体49は圧力により粉砕され、フェノール樹脂で被覆されていた部分49aと被覆されていなかった部分49bを持つ細片になる(図7(b))。細片化した黒鉛微粒体49の周囲(部分49a,49bの周囲)には溶融した溶融樹脂57が存在している。細片化した黒鉛微粒体49は金型キャビティ内を流動して金型末端まで充填される。そして金型キャビティへの充填後の保温保圧過程により、黒鉛微粒体49の凸凹に入り込んでいたフェノール樹脂もそうでない樹脂も吸着・硬化して凝結体51となり、黒鉛微粒体49を全体としてひとつのブロック体に賦形する(図7(c))。
【0055】
ここで重要なことは、フェノール樹脂層53によって被覆されていた部分49aの剥離強度は高いので、黒鉛微粒体49ができるだけフェノール樹脂層53によって被覆されているようにすることである。そのためには、成形材料が連通路17を通過するときに細片化されるのではなく、ポット15内にある状態で微粒化されていることが好ましい。つまり、使用する黒鉛の粒子径が細かいものが好ましい。
成形体47の機械的強度を高く維持するためには、黒鉛微粒体49の粒径を小さくして、加圧時やノズル通過時に黒鉛微粒体49が粉砕されないようにして、粒子のすべての表面がフェノール樹脂層53で被覆された部分のみで構成されるものとするのがよい。
なお、黒鉛微粒体49の最適な粒径は、連通路17の最小直径や注入圧力により決まる。
【0056】
硬化反応により不溶不融物となった硬化物は、ポット15底部、連通路17、キャビティ内に繋がった状態になっている。この状態で油圧シリンダを作動させて浮動盤11と雄金型受け5とを一緒に降下すると、カル分41が取出し溝39によってプランジャー37に固定されているので、硬化物はカル分41によって上部が固定されて状態で下方に引っ張られ、その結果最も小断面である最小径部19で破断する。その結果、カル分41及び連通路17における最小径部19よりも上方の部位によって形成された逆円錐台状の硬化物43はプランジャー37側に保持され、最小径部19よりも下方の流路によって形成された円錐台状の凸部45は成形体47と共に浮動盤11側に保持される。
【0057】
連通路17は最小径部19の下流側でラッパ状に拡径しており、拡径した後、円錐台状の流路を経てキャビティに連通している。このため、型開き時に、連通路17の切断により、最小径部付近に成形不良が発生するが、成形体47側には影響しない。そして、最小径部19よりも下方の流路によって形成された円錐台状の凸部45は脱型後に切除するから、成形体47における連通流路付近において成形不良による機械的強度に低下をきたすことがない。
【0058】
次に、浮動盤11をポールの中間位置に固定した状態で、更に油圧シリンダを作動させて雄金型受け5を下動させると、円錐台状の凸部45が一体成形された成形体47が雄金型7側に固定された状態で露出する。この状態で突出ピン9を突出させて成形体47を脱型する。成形体47を脱型した後、放置冷却する。その後、円錐台状の凸部45を根元で切除して成形体47とする。前述したように、成形不良部が発生したとしても成形不良の部位は円錐台状の凸部45の上部に集中しており、凸部45を切除することで成形体47側に成形不良が生じることがない。このため、成形時の注入圧力を高めることが可能となり、流動長の長い成形体47の先端部や、連通路17から成形体47の先端部の間に屈曲部をもつ成形体47(例えば鍋や内釜)を成形することができる。
金型のキャビティ内の成形材料は、注入時に連通路17を通過する際に混練されると共に更に細片化された状態で、金型充填後の保温保圧によりフェノール樹脂が硬化反応を起こして内釜となっている(図8のSEMの写真参照)。
【0059】
本実施の形態においては、ポット15とキャビティが連通路17を介して縦方向に配置され、連通路17がキャビティの中央部に配置されているので、流動長の長い成形体47の先端部や、連通路17から成形体47の先端部の間に屈曲部をもつ成形体47に対しても各部に均等に注入することができる。さらに、本実施の形態においては、成形材料中の熱硬化性樹脂の付着率が18質量%〜20%質量となるようにすると共に、キャビティ内のガスを真空エジェクタ53で強制的に排気しているので、成形体47に残存するガスを少なくして成形体47の表面を平滑にすることができる。
【0060】
<焼成工程>
得られた成形体47は、真空または不活性ガスの雰囲気中において1000〜1200℃の雰囲気下に放置して不溶不融性の硬化物となったフェノール樹脂を炭化させ、これにより黒鉛粒子相互を連結させて、鍋状を成す内釜の焼成体を得た。この時、フェノール樹脂の凝結ないし炭化に伴って、当該成形体47から放散せずに内部に滞留している分解ガスがある場合には、分解ガスが断層亀裂を発生して生じる局部的な膨れを防止するため、1ヶ月かけて徐々に昇温する。結合剤として用いられるフェノール樹脂は、その成形時の反応硬化過程で、硬化反応による収縮、つまり硬化収縮に伴う硬化応力を生じる。黒鉛粒子と樹脂との組み合わせである成形材料では、発生する硬化応力が大きい。硬化応力が過大であると焼成過程で開放されて、爆裂という現象が発生して、製品不良となる。
【0061】
<塗装工程>
内釜の内面塗装工程について説明する。まず、調理に供する下地塗装を行う。ポリエーテルスルフォン(PES)の水分散溶液に、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(4.6フッ化)(FEP)微粉末の10容積%を分散させて200センチポアズの低粘度である下塗り樹脂を、スプレーを用いて複数回に分けて、表面に薄く残留する程度まで吹き付ける。
【0062】
次に、表面塗装を行う。下地塗装に用いた液状樹脂が未乾燥の状態で、液状樹脂の表面にFEPと相溶するテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)微粉末を均一付着させて、液状樹脂を吸収して固定する。その後、200℃の炉中に10分間の乾燥を行う。
続いて、融着処理を行うために360℃の炉中に投入する。これによって、PESとFEPは、溶融して黒鉛凝結体の気孔に馴染むようにして接合するとともに、ピンホールなどの気孔を含まない塗膜を形成するので、調理時に調理に供する液状の具材が浸透しない態様を形成する。
【0063】
以上のように、本実施の形態に係る成形体47は、黒鉛微粒体49を熱硬化性樹脂であるフェノール樹脂からなる凝結体51によって結合してなるものであって、凝結体51は、フェノール樹脂の単量体及びオリゴマーを黒鉛微粒体49の表面に浸透及び付着させた状態でゲル化させたので、黒鉛微粒体49同士が強固に結合しており、成形体47全体としての機械的強度に優れている。
【実施例】
【0064】
黒鉛の種類、粒径、樹脂配合比率、成形方法を異ならせて、成形材料をトランスファー成形機で成形した炭素質成形体について、焼成後の落球強度と表面平滑度について、成形材料中の黒鉛粒子とフェノール樹脂配合割合との関係で整理したのが、表1である。中国製黒鉛は粒状であり、日本製黒鉛は針状である。表中、○は外観良好であり、△は表面に粗さがみられることを示している。
なお、表1において、表1中に示した成形条件が同じもの(番号3―4、番号5−8、番号9−11)において、成形後の重量、落球強度において差異が生じているのは、反応速度、反応時間を若干変えて成形を行ったことによるものである。
【0065】
【表1】
【0066】
表1に示されるように、成形材料中のフェノール樹脂配合率が19.5質量%〜30質量%の範囲では、焼成後の外観が美しかった。また、番号1−10のものであれば、落球強度も100mm以上であることから実用に耐えうるものである。
他方、樹脂配合率を18質量%にした番号11のものでは、落球強度が50mmで、外観も少し劣っていたが、いずれも許容範囲であった。樹脂配合比率を少なくしてもこのような落球強度がえられた要因として、黒鉛微粒体を結合させる凝結体が、フェノール樹脂の組成成分である単量体及びオリゴマーを黒鉛微粒体の表面に浸透及び付着させた状態でゲル化させたことによると考察される。
また、黒鉛の粒径に関し、20μmの場合と200μmの場合とで20μmの方が若干だけ落球強度において優れる傾向があるが、成形材料中のフェノール樹脂配合比が18質量%〜30質量%の範囲であればいずれの粒径の場合でも落球強度、焼成後の外観共に許容範囲である。
【0067】
上記の考察から、成形材料中のフェノール樹脂配合比が18質量%〜30質量%の範囲であれば、少なくとも外観においては実用に適することが分かる。他方、強度に関しては、使用用途に応じて適否が判断されるので、高い強度が要求される場合には、樹脂配合比率を大きくすることが望ましい。
【0068】
樹脂配合比を18質量%〜30質量%にした成形材料は、溶融温度以上の加熱下で加圧した時に、金型内で黒鉛粒子が好適な位置に移動しやすい、つまり、流動性に優れるという特徴を有しているため、焼成後の成形品表面の外観がよい考えられる。また、黒鉛粒子の表面にレゾール樹脂を配した本実施の形態による成形材料は、均質であることからも流動性に優れており、この点でも焼成後の成形品表面の外観がよくなったと考えられる。
【0069】
なお、上記の実施の形態においては、無機材料として黒鉛粒子を用いてトランスファー成形法で成形した電磁加熱炊飯器の内釜を例に挙げて詳細に説明した。
しかしながら、本発明の焼成体は、電磁誘導加熱炊飯器の内釜のみならず、電磁調理器として、フライパン、鍋、焼肉等の為のプレート、たこ焼き器等も含む。また、焼成前の成形体としては、水素燃料電池のセパレータとしても使用できる。
【符号の説明】
【0070】
1 トランスファー成形機
3 ロッド
5 雄金型受け
7 雄金型
9 突出ピン
11 浮動盤
13 雌金型
15 ポット
17 連通路
19 最小径部
21 孔
23 ゲート入子
25 貫通孔
27 頭部
29 本体部
31 開口孔
33 凹部
35 固定プラテン
37 プランジャー
39 取出し溝
41 カル分
43 溶融固化物
45 凸部
47 成形体
49 黒鉛微粒体
51 凝結体
53 フェノール樹脂層
55 気泡
57 溶融樹脂
【特許請求の範囲】
【請求項1】
非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、
前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒無機材料の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とする成形体。
【請求項2】
前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とする請求項1記載の成形体。
【請求項3】
前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とする請求項1又は2記載の成形体。
【請求項4】
前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂がフェノール樹脂であることを特徴とする請求項1乃至3のいずれか一項に記載の成形体。
【請求項5】
前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とする請求項4記載の成形体。
【請求項6】
前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とする請求項5記載の成形体。
【請求項7】
請求項1乃至6のいずれか一項に記載の成形体を焼成してなることを特徴とする焼成体。
【請求項8】
前記焼成は前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行ったものであることを特徴とする請求項7記載の焼成体。
【請求項9】
熱硬化性樹脂の反応成分、反応触媒、乳化分散剤および水を含む液体を撹拌しながら微粒状無機材料を投入して所定時間反応させる工程と、過剰な乳化分散剤を水洗除去したあと反応により生成した固形分を取り出し乾燥して成形材料を調製する工程と、当該成形材料を型成形機の金型に入れて成形する工程と、金型に入れた後所定時間保温保圧したあと成形体を取り出す工程とを備えたことを特徴とする成形体の製造方法。
【請求項10】
型成形機はトランスファー成形機であり、成形材料を金型に入れて成形する工程は、成形材料をトランスファー成形機のポットに入れて、加熱加圧により溶融した成形材料を金型キャビティに注入するものであることを特徴とする請求項9記載の成形体の製造方法。
【請求項11】
前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とする請求項9又は10記載の成形体の製造方法。
【請求項12】
前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とする請求項9乃至11のいずれか一項に記載の成形体の製造方法。
【請求項13】
前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂の反応成分がフェノール類およびアルデヒド類であることを特徴とする請求項9乃至12のいずれか一項に記載の成形体の製造方法。
【請求項14】
前記反応触媒がアミン化合物であり、乳化分散剤がグルコシド結合を有する高分子活性剤であり、フェノール類とアルデヒド類が付加縮合する過程において微粒状無機材料を投入することを特徴とする請求項13記載の成形体の製造方法。
【請求項15】
前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とする請求項9乃至14のいずれか一項に記載の成形体の製造方法。
【請求項16】
前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とする請求項15記載の成形体の製造方法。
【請求項17】
請求項9乃至16のいずれか一項に記載の成形体の製造方法によって製造された成形体を焼成して焼成体を製造することを特徴とする焼成体の製造方法。
【請求項18】
前記成形体の焼成は、前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行うことを特徴とする請求項17記載の焼成体の製造方法。
【請求項1】
非可塑材料としての微粒状無機材料を熱硬化性樹脂からなる凝結体によって結合してなる成形体であって、
前記凝結体は、熱硬化性樹脂の組成成分である単量体及びオリゴマーを前記微粒無機材料の表面に浸透及び付着させた状態でゲル化させたものであることを特徴とする成形体。
【請求項2】
前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とする請求項1記載の成形体。
【請求項3】
前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とする請求項1又は2記載の成形体。
【請求項4】
前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂がフェノール樹脂であることを特徴とする請求項1乃至3のいずれか一項に記載の成形体。
【請求項5】
前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とする請求項4記載の成形体。
【請求項6】
前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とする請求項5記載の成形体。
【請求項7】
請求項1乃至6のいずれか一項に記載の成形体を焼成してなることを特徴とする焼成体。
【請求項8】
前記焼成は前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行ったものであることを特徴とする請求項7記載の焼成体。
【請求項9】
熱硬化性樹脂の反応成分、反応触媒、乳化分散剤および水を含む液体を撹拌しながら微粒状無機材料を投入して所定時間反応させる工程と、過剰な乳化分散剤を水洗除去したあと反応により生成した固形分を取り出し乾燥して成形材料を調製する工程と、当該成形材料を型成形機の金型に入れて成形する工程と、金型に入れた後所定時間保温保圧したあと成形体を取り出す工程とを備えたことを特徴とする成形体の製造方法。
【請求項10】
型成形機はトランスファー成形機であり、成形材料を金型に入れて成形する工程は、成形材料をトランスファー成形機のポットに入れて、加熱加圧により溶融した成形材料を金型キャビティに注入するものであることを特徴とする請求項9記載の成形体の製造方法。
【請求項11】
前記微粒状無機材料の平均粒子径が500μm以下であることを特徴とする請求項9又は10記載の成形体の製造方法。
【請求項12】
前記熱硬化性樹脂は炭化率が45〜55%であり、前記微粒状無機材料と該熱硬化性樹脂との質量比率が90:10〜50:50の範囲にあることを特徴とする請求項9乃至11のいずれか一項に記載の成形体の製造方法。
【請求項13】
前記微粒状無機材料が黒鉛粉粒であり、前記熱硬化性樹脂の反応成分がフェノール類およびアルデヒド類であることを特徴とする請求項9乃至12のいずれか一項に記載の成形体の製造方法。
【請求項14】
前記反応触媒がアミン化合物であり、乳化分散剤がグルコシド結合を有する高分子活性剤であり、フェノール類とアルデヒド類が付加縮合する過程において微粒状無機材料を投入することを特徴とする請求項13記載の成形体の製造方法。
【請求項15】
前記フェノール樹脂がレゾール型フェノール樹脂であることを特徴とする請求項9乃至14のいずれか一項に記載の成形体の製造方法。
【請求項16】
前記レゾール型フェノール樹脂が感圧熱自硬化性を有することを特徴とする請求項15記載の成形体の製造方法。
【請求項17】
請求項9乃至16のいずれか一項に記載の成形体の製造方法によって製造された成形体を焼成して焼成体を製造することを特徴とする焼成体の製造方法。
【請求項18】
前記成形体の焼成は、前記成形体を真空または不活性ガスの雰囲気中において800℃〜2000℃の温度範囲で行うことを特徴とする請求項17記載の焼成体の製造方法。
【図1】

【図4】
【図5】

【図6】
【図7】
【図2】

【図3】
【図8】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図8】
【公開番号】特開2013−35703(P2013−35703A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171632(P2011−171632)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000165000)群栄化学工業株式会社 (108)
【出願人】(000107066)株式会社リッチェル (77)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000165000)群栄化学工業株式会社 (108)
【出願人】(000107066)株式会社リッチェル (77)
【Fターム(参考)】
[ Back to top ]