
熱膨張性接着シートおよびその製造方法

【課題】2つの要素間の空間を埋めつつ、これらの要素同士を高い信頼性で接着することが可能であり、作業性に優れた接着シート、およびその製造方法を提供する。
【解決手段】本開示の熱膨張性接着シートは、第1面および第1面に対向する第2面を有する耐熱性基材と、耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層とを有する。
【解決手段】本開示の熱膨張性接着シートは、第1面および第1面に対向する第2面を有する耐熱性基材と、耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本開示は、2つの要素間の空間を埋めつつ、これらの要素同士を接着するための接着シート、およびその製造方法に関する。
【背景技術】
【0002】
エポキシ接着剤は、優れた耐熱性および高い接着強度を有するため、構造接着に広く使用されている。汎用的に使用されるエポキシ接着剤は液状またはペースト状であり、多くの用途を有している。また、液体エポキシ接着剤は、簡単な製造装置で製造することができ、様々な特性を付与することができる。しかしながら、液体エポキシ接着剤は、用途に合わせた粘度調整、コーティング方法の選択、コーティング時の塗布厚の管理など、使用時に管理するべき点が多く、使用時の作業性に問題が生じる場合がある。
【0003】
こうした作業性の問題を解決するために、エポキシ接着剤をフィルムとして形成する場合がある。フィルム接着剤は潜在性硬化剤を含むことが一般的であり、1液熱硬化型接着剤に分類される。この熱硬化型フィルム接着剤は固形であるが故、厚み管理が容易であり、被着体の間に挟み込むことで適切な接着層を形成することが可能となる。しかし、製造方法が簡易ではなく、接着厚みも既定されることから用途には制限が設けられる。
【0004】
しかしながらフィルム接着剤は作業性の観点から液状接着剤よりも優位であり、限定された接合用途においてその優位性を発揮することが考えられる。例えば、ハイブリッドカーのモーターにおいて、コイルはステーターコアに固定されている。図1に、ステーターコア100およびステーターコア100に取り付けられたコイル110の概略断面図を示す。コイルは、一般に液体エポキシ接着剤を用いてステーターコアに接着されている。コイルをステーターコアに接着する従来の手順は、例えば以下のとおりである。最初に、絶縁紙をコイルとステーターコアの間に挿入する。次に、液体接着剤をコイルとステーターコアの間のすき間(クリアランス)に注ぎ込み、加熱して接着剤を硬化する。最後に、硬化した過剰の接着剤をステーターコアから取り除く。この場合、コイルとステーターコアのクリアランスが非常に小さく、接着剤がそのクリアランスに入りにくいため、大量の液体接着剤をそのクリアランスを完全に埋めるように使用しなければならない。このように、コイルをステーターコアに接着する場合、複雑な工程を必要とすること、接着剤を過剰に使用しなければならないことなどが大きな問題となっている。
【0005】
特許文献1(特開平5−179213号)は、「液状もしくは粘稠半固形の未硬化接着剤と、膨張性材料とから成る膨張性接着剤」を記載している。
【0006】
特許文献2(特開2007−106963号)は、「(a)常温で固体である成膜性樹脂、(b)常温で液状または半固形状エポキシ樹脂、(c)潜在性硬化剤、(d)熱膨張カプセル、(e)潤滑性微粒子粉末とからなる成分を成膜してなることを特徴とする加熱膨張性シート状接着剤組成物」を記載している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−179213号
【特許文献2】特開2007−106963号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本開示は、コイルとステーターコアのような、2つの要素間の空間を埋めつつ、これらの要素同士を高い信頼性で接着することが可能であり、作業性に優れた接着シート、およびその製造方法を提供する。
【課題を解決するための手段】
【0009】
本開示の一実施態様によれば、第1面および前記第1面に対向する第2面を有する耐熱性基材と、前記耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、前記耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層とを有する、熱膨張性接着シートが提供される。
【0010】
本開示の別の実施態様によれば、第1面および前記第1面に対向する第2面を有する耐熱性基材を用意すること、(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第1接着層を前記第1面上に形成すること(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第2接着層を前記第2面上に形成することを含む、熱膨張性接着シートの製造方法が提供される。
【0011】
本開示の別の実施態様によれば、第1の要素と第2の要素を接着する方法であって、上記熱膨張性接着シートを前記第1の要素と前記第2の要素の間に配置し、前記熱膨張性接着シートを熱硬化して、前記第1の要素と前記第2の要素の間の空間を埋めつつ、前記第1の要素と前記第2の要素を接着することを含む、方法が提供される。
【0012】
本開示の別の実施態様によれば、第1の要素、第2の要素、および熱硬化した上記熱膨張性接着シートを含み、熱硬化した上記熱膨張性接着シートによって、前記第1の要素と前記第2の要素の間の空間が埋められ、かつ前記第1の要素と前記第2の要素が接着されている、物品が提供される。
【発明の効果】
【0013】
本開示の熱膨張性接着シートは、耐熱性基材を含むことから耐熱性を要求される様々な接着用途に使用することができる。また、本開示の熱膨張性接着シートの第1接着層および第2接着層は熱膨張性エポキシ接着剤を含み、この熱膨張性エポキシ接着剤は、加熱時に溶融および膨張する。そのため、本開示の熱膨張性接着シートを用いると、熱硬化によって、接着しようとする2つの要素間の空間を膨張したエポキシ接着剤で埋めると同時に、2つの要素をそれらの間に配置された接着シートを介して接着することができる。例えば、本開示の熱膨張性接着シートを用いることにより、コイルとステーターコアを高い信頼性で接着することができる。また、液体接着剤を使用した場合と異なり、より少ない工程および少ない材料で2つの要素を接着することができるため、生産性および経済性を大幅に改善することができる。例えば、コイルとステーターコアを接着する工程は、熱膨張性接着シートの挿入および熱硬化で完了する。
【0014】
なお、上述の記載は、本発明の全ての実施態様および本発明に関する全ての利点を開示したものとみなしてはならない。
【図面の簡単な説明】
【0015】
【図1】ステーターコア、およびステーターコアに取り付けられたコイルの概略断面図である。
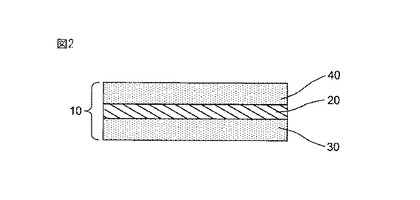
【図2】本開示の一実施態様による熱膨張性接着シートの断面図である。
【図3】本開示の一実施態様による熱膨張性接着シートをステーターコアの凹部に曲げて挿入し、そこへコイルを挿入する様子を示す概略図である。
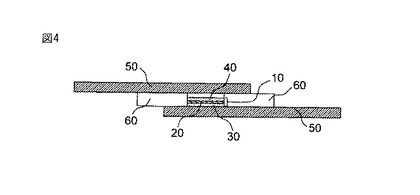
【図4】実施例の重ね合わせ剪断強度(OLSS)試験で作製した試験片の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の代表的な実施態様を例示する目的でより詳細に説明するが、本発明はこれらの実施態様に限定されない。
【0017】
図2に、本開示の一実施態様の熱膨張性接着シートの断面図を示す。熱膨張性接着シート10は、第1面および第1面に対向する第2面を有する耐熱性基材20と、耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層30と、耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層40を有する。この熱膨張性接着シートは、耐熱性基材を含むことから、耐熱性を要求される様々な接着用途に使用することができる。また、熱膨張性接着シートを所定の温度に加熱すると、熱膨張性エポキシ接着剤が膨張することにより、接着シートの長さ、幅および厚さのうち少なくとも一つの次元の寸法が大きくなる。その結果、接着しようとする2つの要素間の空間を膨張したエポキシ接着剤で埋めると同時に、2つの要素をそれらの間に配置された接着シートを介して接着することができる。
【0018】
これらの接着層は、接着シートを用いる作業時の温度で非粘着性(タックフリー)であることが有利である。接着層が非粘着性であると、接着シートの取り扱い性および作業性をさらに向上させることができる。例えば、ステーターコアとコイルを接着する場合、非粘着性の接着層を有する接着シートはステーターコアのすき間によりスムーズに挿入することができ、当該接着シートが挿入されてより狭くなったすき間にコイルをよりスムーズに挿入することができる。
【0019】
これらの接着層はそれぞれ連続であってもよく、複数のストライプ、ドット、パターンなどから構成される不連続なものであってもよい。接着層の表面にエンボスなどの凹凸が形成されていてもよい。接着層をストライプ、ドット、パターンなどから構成される不連続なものとする、あるいは接着層の表面にエンボスなどの凹凸を形成することによって、接着層表面の粘着性を低減する、あるいは接着層を実質的に非粘着性にすることができる。本開示の熱膨張性接着シートにおいては、熱硬化時に熱膨張性エポキシ接着剤が膨張するため、このような接着層の不連続性または接着層表面の凹凸が接着力の面内均一性に与える影響を、軽減または打ち消すことができる。
【0020】
耐熱性基材とは、目的とする用途に必要な耐熱性を備えた基材を意味し、その種類は特に限定されない。耐熱性基材の溶融温度は、一般に、約150℃以上または約200℃以上であることができる。耐熱性基材の連続使用温度は、UL−746Bに準拠して測定したときに、約100℃以上、または約150℃以上であることができる。耐熱性基材が有機樹脂を含む基材である場合、その有機樹脂のガラス転移点は、約80℃以上、約140℃以上、または約200℃以上であることができる。
【0021】
使用できる耐熱性基材として、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリカーボネート、ポリアリレート、ポリウレタン、ポリアミド、ポリエーテルアミドなどのポリアミド系樹脂、ポリイミド、ポリエーテルイミド、ポリアミドイミドなどのポリイミド系樹脂、ポリスルホン、ポリエーテルスルホンなどのポリスルホン系樹脂、ポリエーテルケトン、ポリエーテルエーテルケトンなどのポリエーテルケトン系樹脂、ポリフェニレンスルフィド、変性ポリフェニレンオキシドなどの有機樹脂のフィルム、セルロース繊維、ポリエステル繊維、アラミド繊維、液晶ポリマー繊維などの有機繊維またはガラス繊維、金属繊維、カーボン繊維などの無機繊維を含む織布または不織布基材、ガラス板、金属箔などの無機材料のフィルム、シートまたは板、およびこれらの積層体などが挙げられる。ガラス繊維強化プラスチック(GFRP)などの複合体(コンポジット)も使用できる。例えば、耐熱性基材として、ガラス繊維を含む織布基材もしくは不織布基材、ガラス繊維複合体、ガラス板などを含むガラス基材、ポリアミド系樹脂フィルム、またはポリイミド系樹脂フィルムを有利に使用することができる。耐熱性基材にコロナ処理を施す、あるいはプライマー層を設けるなどして、耐熱性基材と接着層の密着性を向上させることもできる。
【0022】
耐熱性基材が絶縁性を有していてもよい。絶縁性を有する耐熱性基材は、JIS C2151に準拠して測定したときにその絶縁破壊電圧が約50kV/mm以上、約100kV/mm以上、または約200kV/mm以上であることができる。絶縁性を有する耐熱性基材として、ポリアミド系樹脂、ポリイミド系樹脂、ポリスルホン系樹脂、またはポリエーテルケトン系樹脂のフィルムを使用することが有利であり、エポキシ樹脂との接着性に優れている点で、ポリエーテルイミドフィルムを使用することが特に有利である。
【0023】
耐熱性基材が反発性を有していてもよい。反発性とは基材を折り曲げようとする力に対して抵抗する性質を意味する。このような反発性を有する耐熱性基材を使用すると、接着シートに形状回復性を付与することができる。例えば、そのような接着シートを狭いすき間に曲げて挿入したときに、接着シートの形状回復性によって生じる力を利用して、そのすき間の内壁に接着シートを押し付けて固定することができる。反発性を有する耐熱性基材として、例えば、ガラス繊維を含む織布または不織布を使用することができる。なお、ガラス繊維を含む不織布を使用すると、接着層表面の粘着性が低下して、接着シートの取り扱い性および作業性を高めることができる場合がある。
【0024】
耐熱性基材の厚さは、例えば、約10μm以上、約20μm以上、または約50μm以上、約5mm以下、約2mm以下、または約1mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、約10μm以上、または約20μm以上、約500μm以下、または約300μm以下とすることが望ましい。
【0025】
耐熱性基材の第1面に形成された第1接着層、および基材の第2面に形成された第2接着層は、熱膨張性エポキシ接着剤を含む。第1の接着層に含まれる熱膨張性エポキシ接着剤と、第2の接着層に含まれる熱膨張性エポキシ接着剤は、同じであってもよく、異なっていてもよい。熱膨張性エポキシ接着剤は、(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含むことができる。潜在性硬化剤は、加熱によりエポキシ接着剤を硬化させて、接着層の接着力を高めることができる。熱膨張性カプセルは、加熱によって溶融したエポキシ接着剤の膨張を促進する。第1接着層および第2接着層の厚さはそれぞれ、例えば、約1μm以上、約5μm以上、または約10μm以上、約5mm以下、約2mm以下、または約1mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、それぞれ、約1μm以上、または約5μm以上、約200μm以下、または約100μm以下とすることが望ましい。
【0026】
使用するエポキシ樹脂の物性、例えば軟化点、溶融粘度、ガラス転移点(Tg)、貯蔵弾性率などは、接着層の粘着性および可撓性、加熱時における流動性、ならびに硬化後の接着力および強度などと密接に関係すると考えられる。例えば、エポキシ樹脂の軟化点、後述する潜在性硬化剤の活性化温度、および後述する熱膨張性カプセルの膨張開始温度は互いに密接に関係している。より具体的には、本開示の熱膨張性接着シートの有する機能を効果的に発揮するためには、エポキシ樹脂の軟化点が、潜在性硬化剤の活性化温度以下、かつ熱膨張性カプセルの膨張開始温度以下であることが有利である。エポキシ樹脂の軟化点を潜在性硬化剤の活性化温度以下とすると、熱膨張性接着シートの製造工程に溶融コーティングまたは溶液コーティングが含まれる場合に、これらのコーティング工程およびそれに伴う乾燥工程中にエポキシ樹脂がゲル化することを防止できる。エポキシ樹脂の軟化点を熱膨張性カプセルの膨張開始温度以下とすると、熱膨張性カプセルが膨張する温度で樹脂は流動性を示すことから、熱膨張性エポキシ接着剤を十分に膨張させることができる。エポキシ樹脂の軟化点は、JIS K 2207に規定される環球式軟化点試験法を用いて測定される。
【0027】
エポキシ樹脂として、複数のエポキシ樹脂の混合物を使用してもよい。複数のエポキシ樹脂の混合物を使用すると、エポキシ樹脂の物性、例えば軟化点、溶融粘度、ガラス転移点(Tg)、貯蔵弾性率などを容易かつ細かく調整することができる。例えば、比較的低い軟化点を有するエポキシ樹脂または液体のエポキシ樹脂は、接着層の加熱時の流動性および硬化前後の可撓性を高めることに寄与する。液体のエポキシ樹脂は、粉末状または粒状の潜在性硬化剤、および熱膨張性カプセルをその中で予備分散し、他のエポキシ樹脂と均一に混合するためにも使用できる。比較的高い軟化点を有するまたは半固体ないし固体のエポキシ樹脂を使用すると、接着層表面の粘着性を低減する、または接着層表面を非粘着性にすることができる。
【0028】
使用できるエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂などのビスフェノールエポキシ樹脂、ヘキサンジオールジグリシジルエーテルなどの脂肪族骨格を有するエポキシ樹脂、p−アミノフェノールトリグリシジルエーテルなどのグリシジルアミン型エポキシ樹脂、フェノールノボラックエポキシ樹脂、クレゾールノボラックエポキシ樹脂などのノボラックエポキシ樹脂、臭素化エポキシ樹脂、脂環式エポキシ樹脂、およびこれらの混合物が使用できるが、これらに限定されるものではない。エポキシ樹脂は、熱可塑性成分として、フェノキシ樹脂(ビスフェノール類とエピクロルヒドリンより合成されるポリヒドロキシポリエーテル)をさらに含んでもよい。フェノキシ樹脂を添加すると、熱膨張性エポキシ接着剤の成膜性を高めることができる場合がある。本開示の熱膨張性接着シートを用いて接着された物品が高温(例えば約200℃)下で使用される用途の場合、フェノールノボラックエポキシ樹脂および/またはクレゾールノボラックエポキシ樹脂をベース樹脂として使用すると、硬化した接着層のガラス転移点(Tg)が高くなるため、高温下でも安定した接着力を発揮することができる。
【0029】
固体のエポキシ樹脂として、結晶エポキシ樹脂を使用することができる。結晶エポキシ樹脂は、常温では無粘着性の固体であるの対して、融点以上で溶融粘度が大きく低下することから、融点以上では反応性希釈剤として作用する。そのため、結晶エポキシ樹脂を接着層に含めると、接着層の加熱時の流動性をより高めることができ、接着層の熱膨張に有利に作用する。また、常温で非粘着性の固体であることから、接着層表面の粘着性を低減する、または接着層表面を非粘着性にするのに役立つ。接着層を溶融コーティング法によって形成する場合、結晶エポキシ樹脂の融点以上に加熱することで、エポキシ樹脂の溶融粘度を低下させて溶融コーティングの速度を高めることもできる。
【0030】
エポキシ樹脂の数平均分子量は、標準ポリスチレン換算で、一般に、約100以上、または約300以上であり、約100000以下、または約60000以下とすることができる。エポキシ樹脂のエポキシ当量は、一般に、約50g/当量以上、または約80g/当量以上、約50000g/当量以下、または約30000g/当量以下とすることができる。エポキシ樹脂は、熱膨張性エポキシ接着剤100質量部を基準として、約10質量部以上、約15質量部以上、または約20質量部以上、約95質量部以下、約90質量部以下、または約85質量部以下の量で使用することができる。
【0031】
潜在性硬化剤は、常温ではエポキシ樹脂を硬化する活性をもたないが、加熱によって活性化し、エポキシ接着剤を硬化することができる硬化剤である。例えば、従来知られている微粒状の潜在性硬化剤は、常温ではエポキシ樹脂に不溶であり、加熱すると可溶化してエポキシ樹脂を硬化することができる。潜在性硬化剤として、従来知られている潜在性硬化剤、例えば、ジシアンジアミドおよびその誘導体、ヒドラジド化合物、三フッ化ホウ素−アミン錯体、常温で微粒状のイミダゾール化合物、アミン化合物とエポキシ化合物との反応生成物(アミン−エポキシ付加物)、アミン化合物とイソシアネート化合物または尿素化合物との反応生成物(尿素付加物)などが使用できる。2種以上の潜在性硬化剤の組み合わせを使用してもよい。潜在性硬化剤は、エポキシ樹脂100質量部を基準として、約0.5質量部以上、約1質量部以上、約2質量部以上、または約30質量部以下、約20質量部以下、または約15質量部以下の量で使用することができる。室温で良好な貯蔵安定性を示し、好適な活性化温度を有することから、ジシアンジアミドとアミン−エポキシ付加物(例えば商品名PN−50、味の素ファインテクノ株式会社製など)の組み合わせが特に有利に使用できる。
【0032】
潜在性硬化剤の活性化温度は、上述したとおり、エポキシ樹脂の軟化点が潜在性硬化剤の活性化温度以下となるように選ばれることが有利である。ここで、潜在性硬化剤の活性化温度とは、DSC(示差走査熱量計)を用い、使用したエポキシ樹脂と潜在性硬化剤の混合物を試料として、室温から10℃/分で昇温させた時に得られるDSC曲線において、発熱量がピークの1/2となる低温側の温度での接線がベースラインと交わる点の温度と定義される。潜在性硬化剤の活性化温度は、例えば、約80℃以上、または約120℃以上、約180℃以下、または約160℃以下の範囲から選ぶことができる。
【0033】
熱膨張性カプセルは、ガスバリアー性を有する熱可塑性樹脂をシェルとし、シェルの内部に熱膨張剤を内包させたマイクロカプセルである。熱膨張性カプセルを加熱すると、シェルの熱可塑性樹脂が軟化し、熱膨張剤の体積が増大することにより、カプセルが膨張する。熱膨張剤として例えば低沸点物質が使用され、低沸点物質の気化がカプセルの膨張に利用される。熱膨張性カプセルの膨張開始温度は、潜在性硬化剤の活性化温度よりも低いことが望ましい。このようにすることで、エポキシ接着剤が膨張する前に硬化してしまうことをより効果的に防止または制御することができる。また、熱膨張性カプセルの膨張開始温度は、上述したとおり、エポキシ樹脂の軟化点が熱膨張性カプセルの膨張開始温度以下となるように選ばれることが有利である。ここで、熱膨張性カプセルの膨張開始温度とは、熱膨張性カプセルの体積変化が生じる温度である。熱膨張性カプセルの膨張開始温度は、例えば、約70℃以上、または約100℃以上、約200℃以下、または約180℃以下の範囲から選ぶことができる。
【0034】
硬化した接着層に要求される強度および接着力、接着シートに要求される膨張率などに応じて、熱膨張性カプセルの量および体積膨張率を適宜決定することができる。例えば、熱膨張性カプセルは、熱膨張性エポキシ接着剤100質量部を基準として、約0.1質量部以上、約0.5質量部以上、約1質量部以上、約50質量部以下、約30質量部以下、または約20質量部以下の量で使用することができる。熱膨張性カプセルの体積膨張率は、例えば、約2倍以上、または約5倍以上、約100倍以下、または約50倍以下とすることができる。
【0035】
熱膨張性エポキシ接着剤は、任意成分として、フェノール系酸化防止剤、イオウ系酸化防止剤などの酸化防止剤、コア−シェル型強化剤などの強化剤、エポキシ変性アルコキシシランなどのシランカップリング剤、ヒュームドシリカなどのチキソトロピー剤、熱伝導性および/または絶縁性の向上を目的としてアルミナ、窒化ホウ素などの無機フィラーなどをさらに含んでもよい。
【0036】
耐熱性基材、第1接着層および第2接着層を含む熱膨張性接着シートの厚さは、例えば、約10μm以上、約30μm以上、または約70μm以上、約15mm以下、約10mm以下、または約5mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、約10μm以上、または約30μm以上、約1mm以下、または約500μm以下とすることが望ましい。熱膨張性シートは、第1接着層および/または第2接着層の上にライナーを備えていてもよい。
【0037】
本開示の熱膨張性接着シートは、上記エポキシ樹脂、潜在性硬化剤、および熱膨張性カプセル、ならびに必要に応じて上記任意成分および/または溶媒をふくむ、熱膨張性エポキシ接着剤組成物を用いて、耐熱性基材の第1面上に第1接着層を形成し、耐熱性基材の第2面上に第2接着層を形成することにより製造することができる。熱膨張性エポキシ接着剤組成物は、溶液コーティング法、溶融コーティング法、溶融押出法、圧延法など、従来知られている方法で耐熱性基材の上に適用することができる。溶融コーティング法は無溶媒で行うことができ、溶媒の除去工程、処理設備などを必要としないため、生産性および経済性の点で有利である。溶融コーティング法を用いる場合、エポキシ樹脂が結晶エポキシ樹脂を含むことが有利である。この場合、結晶エポキシ樹脂の融点以上に加熱することによりエポキシ樹脂の溶融粘度を低下させることができるため、溶融コーティングの速度を高めることができる。ライナー上に熱膨張性エポキシ接着剤組成物を適用して接着層を形成し、その上に耐熱性基材を積層することによって、接着層を耐熱性基材上に適用することもできる。
【0038】
熱膨張性エポキシ接着剤組成物は、例えば、以下の手順で作製することができる。液状のエポキシ樹脂中に潜在性硬化剤および熱膨張性カプセルを分散して液体エポキシ樹脂混合物を調製する。残りのエポキシ樹脂および任意成分を混合した後、そこに上記液体エポキシ樹脂混合物を加えて混合する。得られた混合物を、溶融コーティング法を用いてライナーに塗布して接着層を形成する。次に、ライナー上に形成された接着層の上に耐熱性基材を積層することにより、基材の第1面上に第1接着層を適用する。同じようにして、基材の第2面上に第2接着層を適用する。
【0039】
本開示の熱膨張性接着シートは、2つの要素間の空間を埋めることが要求される、様々な両面接着用途に使用することができる。例えば、図3に示すように、熱膨張性接着シート10をステーターコア100の2つのすき間102に折り曲げて挿入し、そこへコイル110に挿入した後、例えば120〜180℃で10分間〜2時間加熱することにより、コイル110をステーターコア100に接着することができる。
【実施例】
【0040】
本実施例では、以下の表1に記載の材料を使用した。
【0041】
【表1】

【0042】
<重ね合わせ剪断強度(OLSS)試験>
重ね合わせ剪断強度(OLSS)試験で作製した試験片の断面を図4に示す。メチルエチルケトン(MEK)を用いた拭き取りによって表面処理した2枚のSPCC−SB鋼板50、およびスペーサ60によって画定される直方体空間の内部に、第1接着層30が一方の鋼板に接するようにして、熱膨張性接着シート10を配置した。鋼板の寸法は長さ50mm、幅25mm、厚さ1.6mmであり、接着シートは12.5mm×25mmの矩形であった。スペーサの厚さは、硬化後の接着シートの厚みが初期の約2.5倍となるように調整した。次に、160℃で30分間加熱して、接着シートのエポキシ接着剤を溶融、膨張および硬化させて、OLSS試験の試験片を作製した。試験片の2枚の鋼板を25℃、引張速度5mm/分で互いに反対方向に引っ張ったときの剪断強度をOLSS(MPa)とした。
【0043】
<熱膨張性接着シートの作製>
熱膨張性接着シートは以下のようにして作製した。液状のエポキシ樹脂(YD−128またはMY0510)中に潜在性硬化剤および熱膨張性カプセルを分散して液体エポキシ樹脂混合物を調製した。120℃で溶融させた残りのエポキシ樹脂中にコア−シェル強化剤などの残りの成分を120℃で混合して溶融エポキシ樹脂混合物を調製した。上記液体エポキシ樹脂混合物および溶融エポキシ樹脂混合物を80℃で混合して得られた混合物を、溶融コーティング法を用いて80℃でライナー(SLB−50WD)に塗布して接着層を形成した。乾燥後の接着層の厚さは90μmであった。次に、ライナー上に形成された接着層の上に基材(ガラス不織布、ポリエーテルイミドフィルム、またはナイロン不織布)を80℃で積層することにより、基材上に第1接着層を適用した。同じようにして接着層を形成し、得られた接着層を基材の反対側に積層することにより、基材上に第2接着層を適用した。このようにして、厚さ250μmの熱膨張性接着シートを作製した。
【0044】
得られた熱膨張性接着シートの粘着性の有無を触感で判断した。また、160℃で30分加熱したときの熱膨張性接着シートの膨張率(熱硬化後のシート厚/熱硬化前のシート厚)、および160℃で30分または180℃で30分熱硬化したときのOLSSを評価した。組成および結果を以下の表2に示す。
【0045】
【表2】
【0046】
比較例1および2
結晶エポキシ樹脂(YSLV80XY)をエポキシ樹脂に混合すると、加熱時のエポキシ樹脂の溶融粘度を効果的に下げることができる。その例を以下の表3に示す。
【0047】
【表3】
【符号の説明】
【0048】
10 熱膨張性接着シート
20 耐熱性基材
30 第1接着層
40 第2接着層
50 鋼板
60 スペーサ
100 ステーターコア
102 すき間
110 コイル
【技術分野】
【0001】
本開示は、2つの要素間の空間を埋めつつ、これらの要素同士を接着するための接着シート、およびその製造方法に関する。
【背景技術】
【0002】
エポキシ接着剤は、優れた耐熱性および高い接着強度を有するため、構造接着に広く使用されている。汎用的に使用されるエポキシ接着剤は液状またはペースト状であり、多くの用途を有している。また、液体エポキシ接着剤は、簡単な製造装置で製造することができ、様々な特性を付与することができる。しかしながら、液体エポキシ接着剤は、用途に合わせた粘度調整、コーティング方法の選択、コーティング時の塗布厚の管理など、使用時に管理するべき点が多く、使用時の作業性に問題が生じる場合がある。
【0003】
こうした作業性の問題を解決するために、エポキシ接着剤をフィルムとして形成する場合がある。フィルム接着剤は潜在性硬化剤を含むことが一般的であり、1液熱硬化型接着剤に分類される。この熱硬化型フィルム接着剤は固形であるが故、厚み管理が容易であり、被着体の間に挟み込むことで適切な接着層を形成することが可能となる。しかし、製造方法が簡易ではなく、接着厚みも既定されることから用途には制限が設けられる。
【0004】
しかしながらフィルム接着剤は作業性の観点から液状接着剤よりも優位であり、限定された接合用途においてその優位性を発揮することが考えられる。例えば、ハイブリッドカーのモーターにおいて、コイルはステーターコアに固定されている。図1に、ステーターコア100およびステーターコア100に取り付けられたコイル110の概略断面図を示す。コイルは、一般に液体エポキシ接着剤を用いてステーターコアに接着されている。コイルをステーターコアに接着する従来の手順は、例えば以下のとおりである。最初に、絶縁紙をコイルとステーターコアの間に挿入する。次に、液体接着剤をコイルとステーターコアの間のすき間(クリアランス)に注ぎ込み、加熱して接着剤を硬化する。最後に、硬化した過剰の接着剤をステーターコアから取り除く。この場合、コイルとステーターコアのクリアランスが非常に小さく、接着剤がそのクリアランスに入りにくいため、大量の液体接着剤をそのクリアランスを完全に埋めるように使用しなければならない。このように、コイルをステーターコアに接着する場合、複雑な工程を必要とすること、接着剤を過剰に使用しなければならないことなどが大きな問題となっている。
【0005】
特許文献1(特開平5−179213号)は、「液状もしくは粘稠半固形の未硬化接着剤と、膨張性材料とから成る膨張性接着剤」を記載している。
【0006】
特許文献2(特開2007−106963号)は、「(a)常温で固体である成膜性樹脂、(b)常温で液状または半固形状エポキシ樹脂、(c)潜在性硬化剤、(d)熱膨張カプセル、(e)潤滑性微粒子粉末とからなる成分を成膜してなることを特徴とする加熱膨張性シート状接着剤組成物」を記載している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−179213号
【特許文献2】特開2007−106963号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本開示は、コイルとステーターコアのような、2つの要素間の空間を埋めつつ、これらの要素同士を高い信頼性で接着することが可能であり、作業性に優れた接着シート、およびその製造方法を提供する。
【課題を解決するための手段】
【0009】
本開示の一実施態様によれば、第1面および前記第1面に対向する第2面を有する耐熱性基材と、前記耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、前記耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層とを有する、熱膨張性接着シートが提供される。
【0010】
本開示の別の実施態様によれば、第1面および前記第1面に対向する第2面を有する耐熱性基材を用意すること、(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第1接着層を前記第1面上に形成すること(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第2接着層を前記第2面上に形成することを含む、熱膨張性接着シートの製造方法が提供される。
【0011】
本開示の別の実施態様によれば、第1の要素と第2の要素を接着する方法であって、上記熱膨張性接着シートを前記第1の要素と前記第2の要素の間に配置し、前記熱膨張性接着シートを熱硬化して、前記第1の要素と前記第2の要素の間の空間を埋めつつ、前記第1の要素と前記第2の要素を接着することを含む、方法が提供される。
【0012】
本開示の別の実施態様によれば、第1の要素、第2の要素、および熱硬化した上記熱膨張性接着シートを含み、熱硬化した上記熱膨張性接着シートによって、前記第1の要素と前記第2の要素の間の空間が埋められ、かつ前記第1の要素と前記第2の要素が接着されている、物品が提供される。
【発明の効果】
【0013】
本開示の熱膨張性接着シートは、耐熱性基材を含むことから耐熱性を要求される様々な接着用途に使用することができる。また、本開示の熱膨張性接着シートの第1接着層および第2接着層は熱膨張性エポキシ接着剤を含み、この熱膨張性エポキシ接着剤は、加熱時に溶融および膨張する。そのため、本開示の熱膨張性接着シートを用いると、熱硬化によって、接着しようとする2つの要素間の空間を膨張したエポキシ接着剤で埋めると同時に、2つの要素をそれらの間に配置された接着シートを介して接着することができる。例えば、本開示の熱膨張性接着シートを用いることにより、コイルとステーターコアを高い信頼性で接着することができる。また、液体接着剤を使用した場合と異なり、より少ない工程および少ない材料で2つの要素を接着することができるため、生産性および経済性を大幅に改善することができる。例えば、コイルとステーターコアを接着する工程は、熱膨張性接着シートの挿入および熱硬化で完了する。
【0014】
なお、上述の記載は、本発明の全ての実施態様および本発明に関する全ての利点を開示したものとみなしてはならない。
【図面の簡単な説明】
【0015】
【図1】ステーターコア、およびステーターコアに取り付けられたコイルの概略断面図である。
【図2】本開示の一実施態様による熱膨張性接着シートの断面図である。
【図3】本開示の一実施態様による熱膨張性接着シートをステーターコアの凹部に曲げて挿入し、そこへコイルを挿入する様子を示す概略図である。
【図4】実施例の重ね合わせ剪断強度(OLSS)試験で作製した試験片の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の代表的な実施態様を例示する目的でより詳細に説明するが、本発明はこれらの実施態様に限定されない。
【0017】
図2に、本開示の一実施態様の熱膨張性接着シートの断面図を示す。熱膨張性接着シート10は、第1面および第1面に対向する第2面を有する耐熱性基材20と、耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層30と、耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層40を有する。この熱膨張性接着シートは、耐熱性基材を含むことから、耐熱性を要求される様々な接着用途に使用することができる。また、熱膨張性接着シートを所定の温度に加熱すると、熱膨張性エポキシ接着剤が膨張することにより、接着シートの長さ、幅および厚さのうち少なくとも一つの次元の寸法が大きくなる。その結果、接着しようとする2つの要素間の空間を膨張したエポキシ接着剤で埋めると同時に、2つの要素をそれらの間に配置された接着シートを介して接着することができる。
【0018】
これらの接着層は、接着シートを用いる作業時の温度で非粘着性(タックフリー)であることが有利である。接着層が非粘着性であると、接着シートの取り扱い性および作業性をさらに向上させることができる。例えば、ステーターコアとコイルを接着する場合、非粘着性の接着層を有する接着シートはステーターコアのすき間によりスムーズに挿入することができ、当該接着シートが挿入されてより狭くなったすき間にコイルをよりスムーズに挿入することができる。
【0019】
これらの接着層はそれぞれ連続であってもよく、複数のストライプ、ドット、パターンなどから構成される不連続なものであってもよい。接着層の表面にエンボスなどの凹凸が形成されていてもよい。接着層をストライプ、ドット、パターンなどから構成される不連続なものとする、あるいは接着層の表面にエンボスなどの凹凸を形成することによって、接着層表面の粘着性を低減する、あるいは接着層を実質的に非粘着性にすることができる。本開示の熱膨張性接着シートにおいては、熱硬化時に熱膨張性エポキシ接着剤が膨張するため、このような接着層の不連続性または接着層表面の凹凸が接着力の面内均一性に与える影響を、軽減または打ち消すことができる。
【0020】
耐熱性基材とは、目的とする用途に必要な耐熱性を備えた基材を意味し、その種類は特に限定されない。耐熱性基材の溶融温度は、一般に、約150℃以上または約200℃以上であることができる。耐熱性基材の連続使用温度は、UL−746Bに準拠して測定したときに、約100℃以上、または約150℃以上であることができる。耐熱性基材が有機樹脂を含む基材である場合、その有機樹脂のガラス転移点は、約80℃以上、約140℃以上、または約200℃以上であることができる。
【0021】
使用できる耐熱性基材として、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリカーボネート、ポリアリレート、ポリウレタン、ポリアミド、ポリエーテルアミドなどのポリアミド系樹脂、ポリイミド、ポリエーテルイミド、ポリアミドイミドなどのポリイミド系樹脂、ポリスルホン、ポリエーテルスルホンなどのポリスルホン系樹脂、ポリエーテルケトン、ポリエーテルエーテルケトンなどのポリエーテルケトン系樹脂、ポリフェニレンスルフィド、変性ポリフェニレンオキシドなどの有機樹脂のフィルム、セルロース繊維、ポリエステル繊維、アラミド繊維、液晶ポリマー繊維などの有機繊維またはガラス繊維、金属繊維、カーボン繊維などの無機繊維を含む織布または不織布基材、ガラス板、金属箔などの無機材料のフィルム、シートまたは板、およびこれらの積層体などが挙げられる。ガラス繊維強化プラスチック(GFRP)などの複合体(コンポジット)も使用できる。例えば、耐熱性基材として、ガラス繊維を含む織布基材もしくは不織布基材、ガラス繊維複合体、ガラス板などを含むガラス基材、ポリアミド系樹脂フィルム、またはポリイミド系樹脂フィルムを有利に使用することができる。耐熱性基材にコロナ処理を施す、あるいはプライマー層を設けるなどして、耐熱性基材と接着層の密着性を向上させることもできる。
【0022】
耐熱性基材が絶縁性を有していてもよい。絶縁性を有する耐熱性基材は、JIS C2151に準拠して測定したときにその絶縁破壊電圧が約50kV/mm以上、約100kV/mm以上、または約200kV/mm以上であることができる。絶縁性を有する耐熱性基材として、ポリアミド系樹脂、ポリイミド系樹脂、ポリスルホン系樹脂、またはポリエーテルケトン系樹脂のフィルムを使用することが有利であり、エポキシ樹脂との接着性に優れている点で、ポリエーテルイミドフィルムを使用することが特に有利である。
【0023】
耐熱性基材が反発性を有していてもよい。反発性とは基材を折り曲げようとする力に対して抵抗する性質を意味する。このような反発性を有する耐熱性基材を使用すると、接着シートに形状回復性を付与することができる。例えば、そのような接着シートを狭いすき間に曲げて挿入したときに、接着シートの形状回復性によって生じる力を利用して、そのすき間の内壁に接着シートを押し付けて固定することができる。反発性を有する耐熱性基材として、例えば、ガラス繊維を含む織布または不織布を使用することができる。なお、ガラス繊維を含む不織布を使用すると、接着層表面の粘着性が低下して、接着シートの取り扱い性および作業性を高めることができる場合がある。
【0024】
耐熱性基材の厚さは、例えば、約10μm以上、約20μm以上、または約50μm以上、約5mm以下、約2mm以下、または約1mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、約10μm以上、または約20μm以上、約500μm以下、または約300μm以下とすることが望ましい。
【0025】
耐熱性基材の第1面に形成された第1接着層、および基材の第2面に形成された第2接着層は、熱膨張性エポキシ接着剤を含む。第1の接着層に含まれる熱膨張性エポキシ接着剤と、第2の接着層に含まれる熱膨張性エポキシ接着剤は、同じであってもよく、異なっていてもよい。熱膨張性エポキシ接着剤は、(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含むことができる。潜在性硬化剤は、加熱によりエポキシ接着剤を硬化させて、接着層の接着力を高めることができる。熱膨張性カプセルは、加熱によって溶融したエポキシ接着剤の膨張を促進する。第1接着層および第2接着層の厚さはそれぞれ、例えば、約1μm以上、約5μm以上、または約10μm以上、約5mm以下、約2mm以下、または約1mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、それぞれ、約1μm以上、または約5μm以上、約200μm以下、または約100μm以下とすることが望ましい。
【0026】
使用するエポキシ樹脂の物性、例えば軟化点、溶融粘度、ガラス転移点(Tg)、貯蔵弾性率などは、接着層の粘着性および可撓性、加熱時における流動性、ならびに硬化後の接着力および強度などと密接に関係すると考えられる。例えば、エポキシ樹脂の軟化点、後述する潜在性硬化剤の活性化温度、および後述する熱膨張性カプセルの膨張開始温度は互いに密接に関係している。より具体的には、本開示の熱膨張性接着シートの有する機能を効果的に発揮するためには、エポキシ樹脂の軟化点が、潜在性硬化剤の活性化温度以下、かつ熱膨張性カプセルの膨張開始温度以下であることが有利である。エポキシ樹脂の軟化点を潜在性硬化剤の活性化温度以下とすると、熱膨張性接着シートの製造工程に溶融コーティングまたは溶液コーティングが含まれる場合に、これらのコーティング工程およびそれに伴う乾燥工程中にエポキシ樹脂がゲル化することを防止できる。エポキシ樹脂の軟化点を熱膨張性カプセルの膨張開始温度以下とすると、熱膨張性カプセルが膨張する温度で樹脂は流動性を示すことから、熱膨張性エポキシ接着剤を十分に膨張させることができる。エポキシ樹脂の軟化点は、JIS K 2207に規定される環球式軟化点試験法を用いて測定される。
【0027】
エポキシ樹脂として、複数のエポキシ樹脂の混合物を使用してもよい。複数のエポキシ樹脂の混合物を使用すると、エポキシ樹脂の物性、例えば軟化点、溶融粘度、ガラス転移点(Tg)、貯蔵弾性率などを容易かつ細かく調整することができる。例えば、比較的低い軟化点を有するエポキシ樹脂または液体のエポキシ樹脂は、接着層の加熱時の流動性および硬化前後の可撓性を高めることに寄与する。液体のエポキシ樹脂は、粉末状または粒状の潜在性硬化剤、および熱膨張性カプセルをその中で予備分散し、他のエポキシ樹脂と均一に混合するためにも使用できる。比較的高い軟化点を有するまたは半固体ないし固体のエポキシ樹脂を使用すると、接着層表面の粘着性を低減する、または接着層表面を非粘着性にすることができる。
【0028】
使用できるエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂などのビスフェノールエポキシ樹脂、ヘキサンジオールジグリシジルエーテルなどの脂肪族骨格を有するエポキシ樹脂、p−アミノフェノールトリグリシジルエーテルなどのグリシジルアミン型エポキシ樹脂、フェノールノボラックエポキシ樹脂、クレゾールノボラックエポキシ樹脂などのノボラックエポキシ樹脂、臭素化エポキシ樹脂、脂環式エポキシ樹脂、およびこれらの混合物が使用できるが、これらに限定されるものではない。エポキシ樹脂は、熱可塑性成分として、フェノキシ樹脂(ビスフェノール類とエピクロルヒドリンより合成されるポリヒドロキシポリエーテル)をさらに含んでもよい。フェノキシ樹脂を添加すると、熱膨張性エポキシ接着剤の成膜性を高めることができる場合がある。本開示の熱膨張性接着シートを用いて接着された物品が高温(例えば約200℃)下で使用される用途の場合、フェノールノボラックエポキシ樹脂および/またはクレゾールノボラックエポキシ樹脂をベース樹脂として使用すると、硬化した接着層のガラス転移点(Tg)が高くなるため、高温下でも安定した接着力を発揮することができる。
【0029】
固体のエポキシ樹脂として、結晶エポキシ樹脂を使用することができる。結晶エポキシ樹脂は、常温では無粘着性の固体であるの対して、融点以上で溶融粘度が大きく低下することから、融点以上では反応性希釈剤として作用する。そのため、結晶エポキシ樹脂を接着層に含めると、接着層の加熱時の流動性をより高めることができ、接着層の熱膨張に有利に作用する。また、常温で非粘着性の固体であることから、接着層表面の粘着性を低減する、または接着層表面を非粘着性にするのに役立つ。接着層を溶融コーティング法によって形成する場合、結晶エポキシ樹脂の融点以上に加熱することで、エポキシ樹脂の溶融粘度を低下させて溶融コーティングの速度を高めることもできる。
【0030】
エポキシ樹脂の数平均分子量は、標準ポリスチレン換算で、一般に、約100以上、または約300以上であり、約100000以下、または約60000以下とすることができる。エポキシ樹脂のエポキシ当量は、一般に、約50g/当量以上、または約80g/当量以上、約50000g/当量以下、または約30000g/当量以下とすることができる。エポキシ樹脂は、熱膨張性エポキシ接着剤100質量部を基準として、約10質量部以上、約15質量部以上、または約20質量部以上、約95質量部以下、約90質量部以下、または約85質量部以下の量で使用することができる。
【0031】
潜在性硬化剤は、常温ではエポキシ樹脂を硬化する活性をもたないが、加熱によって活性化し、エポキシ接着剤を硬化することができる硬化剤である。例えば、従来知られている微粒状の潜在性硬化剤は、常温ではエポキシ樹脂に不溶であり、加熱すると可溶化してエポキシ樹脂を硬化することができる。潜在性硬化剤として、従来知られている潜在性硬化剤、例えば、ジシアンジアミドおよびその誘導体、ヒドラジド化合物、三フッ化ホウ素−アミン錯体、常温で微粒状のイミダゾール化合物、アミン化合物とエポキシ化合物との反応生成物(アミン−エポキシ付加物)、アミン化合物とイソシアネート化合物または尿素化合物との反応生成物(尿素付加物)などが使用できる。2種以上の潜在性硬化剤の組み合わせを使用してもよい。潜在性硬化剤は、エポキシ樹脂100質量部を基準として、約0.5質量部以上、約1質量部以上、約2質量部以上、または約30質量部以下、約20質量部以下、または約15質量部以下の量で使用することができる。室温で良好な貯蔵安定性を示し、好適な活性化温度を有することから、ジシアンジアミドとアミン−エポキシ付加物(例えば商品名PN−50、味の素ファインテクノ株式会社製など)の組み合わせが特に有利に使用できる。
【0032】
潜在性硬化剤の活性化温度は、上述したとおり、エポキシ樹脂の軟化点が潜在性硬化剤の活性化温度以下となるように選ばれることが有利である。ここで、潜在性硬化剤の活性化温度とは、DSC(示差走査熱量計)を用い、使用したエポキシ樹脂と潜在性硬化剤の混合物を試料として、室温から10℃/分で昇温させた時に得られるDSC曲線において、発熱量がピークの1/2となる低温側の温度での接線がベースラインと交わる点の温度と定義される。潜在性硬化剤の活性化温度は、例えば、約80℃以上、または約120℃以上、約180℃以下、または約160℃以下の範囲から選ぶことができる。
【0033】
熱膨張性カプセルは、ガスバリアー性を有する熱可塑性樹脂をシェルとし、シェルの内部に熱膨張剤を内包させたマイクロカプセルである。熱膨張性カプセルを加熱すると、シェルの熱可塑性樹脂が軟化し、熱膨張剤の体積が増大することにより、カプセルが膨張する。熱膨張剤として例えば低沸点物質が使用され、低沸点物質の気化がカプセルの膨張に利用される。熱膨張性カプセルの膨張開始温度は、潜在性硬化剤の活性化温度よりも低いことが望ましい。このようにすることで、エポキシ接着剤が膨張する前に硬化してしまうことをより効果的に防止または制御することができる。また、熱膨張性カプセルの膨張開始温度は、上述したとおり、エポキシ樹脂の軟化点が熱膨張性カプセルの膨張開始温度以下となるように選ばれることが有利である。ここで、熱膨張性カプセルの膨張開始温度とは、熱膨張性カプセルの体積変化が生じる温度である。熱膨張性カプセルの膨張開始温度は、例えば、約70℃以上、または約100℃以上、約200℃以下、または約180℃以下の範囲から選ぶことができる。
【0034】
硬化した接着層に要求される強度および接着力、接着シートに要求される膨張率などに応じて、熱膨張性カプセルの量および体積膨張率を適宜決定することができる。例えば、熱膨張性カプセルは、熱膨張性エポキシ接着剤100質量部を基準として、約0.1質量部以上、約0.5質量部以上、約1質量部以上、約50質量部以下、約30質量部以下、または約20質量部以下の量で使用することができる。熱膨張性カプセルの体積膨張率は、例えば、約2倍以上、または約5倍以上、約100倍以下、または約50倍以下とすることができる。
【0035】
熱膨張性エポキシ接着剤は、任意成分として、フェノール系酸化防止剤、イオウ系酸化防止剤などの酸化防止剤、コア−シェル型強化剤などの強化剤、エポキシ変性アルコキシシランなどのシランカップリング剤、ヒュームドシリカなどのチキソトロピー剤、熱伝導性および/または絶縁性の向上を目的としてアルミナ、窒化ホウ素などの無機フィラーなどをさらに含んでもよい。
【0036】
耐熱性基材、第1接着層および第2接着層を含む熱膨張性接着シートの厚さは、例えば、約10μm以上、約30μm以上、または約70μm以上、約15mm以下、約10mm以下、または約5mm以下とすることができる。ステーターコアとコイルの接着のように、狭い隙間に接着シートが挿入される用途においては、約10μm以上、または約30μm以上、約1mm以下、または約500μm以下とすることが望ましい。熱膨張性シートは、第1接着層および/または第2接着層の上にライナーを備えていてもよい。
【0037】
本開示の熱膨張性接着シートは、上記エポキシ樹脂、潜在性硬化剤、および熱膨張性カプセル、ならびに必要に応じて上記任意成分および/または溶媒をふくむ、熱膨張性エポキシ接着剤組成物を用いて、耐熱性基材の第1面上に第1接着層を形成し、耐熱性基材の第2面上に第2接着層を形成することにより製造することができる。熱膨張性エポキシ接着剤組成物は、溶液コーティング法、溶融コーティング法、溶融押出法、圧延法など、従来知られている方法で耐熱性基材の上に適用することができる。溶融コーティング法は無溶媒で行うことができ、溶媒の除去工程、処理設備などを必要としないため、生産性および経済性の点で有利である。溶融コーティング法を用いる場合、エポキシ樹脂が結晶エポキシ樹脂を含むことが有利である。この場合、結晶エポキシ樹脂の融点以上に加熱することによりエポキシ樹脂の溶融粘度を低下させることができるため、溶融コーティングの速度を高めることができる。ライナー上に熱膨張性エポキシ接着剤組成物を適用して接着層を形成し、その上に耐熱性基材を積層することによって、接着層を耐熱性基材上に適用することもできる。
【0038】
熱膨張性エポキシ接着剤組成物は、例えば、以下の手順で作製することができる。液状のエポキシ樹脂中に潜在性硬化剤および熱膨張性カプセルを分散して液体エポキシ樹脂混合物を調製する。残りのエポキシ樹脂および任意成分を混合した後、そこに上記液体エポキシ樹脂混合物を加えて混合する。得られた混合物を、溶融コーティング法を用いてライナーに塗布して接着層を形成する。次に、ライナー上に形成された接着層の上に耐熱性基材を積層することにより、基材の第1面上に第1接着層を適用する。同じようにして、基材の第2面上に第2接着層を適用する。
【0039】
本開示の熱膨張性接着シートは、2つの要素間の空間を埋めることが要求される、様々な両面接着用途に使用することができる。例えば、図3に示すように、熱膨張性接着シート10をステーターコア100の2つのすき間102に折り曲げて挿入し、そこへコイル110に挿入した後、例えば120〜180℃で10分間〜2時間加熱することにより、コイル110をステーターコア100に接着することができる。
【実施例】
【0040】
本実施例では、以下の表1に記載の材料を使用した。
【0041】
【表1】
【0042】
<重ね合わせ剪断強度(OLSS)試験>
重ね合わせ剪断強度(OLSS)試験で作製した試験片の断面を図4に示す。メチルエチルケトン(MEK)を用いた拭き取りによって表面処理した2枚のSPCC−SB鋼板50、およびスペーサ60によって画定される直方体空間の内部に、第1接着層30が一方の鋼板に接するようにして、熱膨張性接着シート10を配置した。鋼板の寸法は長さ50mm、幅25mm、厚さ1.6mmであり、接着シートは12.5mm×25mmの矩形であった。スペーサの厚さは、硬化後の接着シートの厚みが初期の約2.5倍となるように調整した。次に、160℃で30分間加熱して、接着シートのエポキシ接着剤を溶融、膨張および硬化させて、OLSS試験の試験片を作製した。試験片の2枚の鋼板を25℃、引張速度5mm/分で互いに反対方向に引っ張ったときの剪断強度をOLSS(MPa)とした。
【0043】
<熱膨張性接着シートの作製>
熱膨張性接着シートは以下のようにして作製した。液状のエポキシ樹脂(YD−128またはMY0510)中に潜在性硬化剤および熱膨張性カプセルを分散して液体エポキシ樹脂混合物を調製した。120℃で溶融させた残りのエポキシ樹脂中にコア−シェル強化剤などの残りの成分を120℃で混合して溶融エポキシ樹脂混合物を調製した。上記液体エポキシ樹脂混合物および溶融エポキシ樹脂混合物を80℃で混合して得られた混合物を、溶融コーティング法を用いて80℃でライナー(SLB−50WD)に塗布して接着層を形成した。乾燥後の接着層の厚さは90μmであった。次に、ライナー上に形成された接着層の上に基材(ガラス不織布、ポリエーテルイミドフィルム、またはナイロン不織布)を80℃で積層することにより、基材上に第1接着層を適用した。同じようにして接着層を形成し、得られた接着層を基材の反対側に積層することにより、基材上に第2接着層を適用した。このようにして、厚さ250μmの熱膨張性接着シートを作製した。
【0044】
得られた熱膨張性接着シートの粘着性の有無を触感で判断した。また、160℃で30分加熱したときの熱膨張性接着シートの膨張率(熱硬化後のシート厚/熱硬化前のシート厚)、および160℃で30分または180℃で30分熱硬化したときのOLSSを評価した。組成および結果を以下の表2に示す。
【0045】
【表2】
【0046】
比較例1および2
結晶エポキシ樹脂(YSLV80XY)をエポキシ樹脂に混合すると、加熱時のエポキシ樹脂の溶融粘度を効果的に下げることができる。その例を以下の表3に示す。
【0047】
【表3】
【符号の説明】
【0048】
10 熱膨張性接着シート
20 耐熱性基材
30 第1接着層
40 第2接着層
50 鋼板
60 スペーサ
100 ステーターコア
102 すき間
110 コイル
【特許請求の範囲】
【請求項1】
第1面および前記第1面に対向する第2面を有する耐熱性基材と、
前記耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、
前記耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層と
を有する、熱膨張性接着シート。
【請求項2】
前記第1接着層および前記第2接着層に含まれる熱膨張性エポキシ接着剤が、
(a)エポキシ樹脂、
(b)潜在性硬化剤、および
(c)熱膨張性カプセル
を含む、請求項1に記載の熱膨張性接着シート。
【請求項3】
前記エポキシ樹脂の軟化点が、前記潜在性硬化剤の活性化温度以下、かつ前記熱膨張性カプセルの膨張開始温度以下である、請求項1または2のいずれかに記載の熱膨張性接着シート。
【請求項4】
前記耐熱性基材がガラス基材、ポリアミド系樹脂フィルム、およびポリイミド系樹脂フィルムからなる群から選ばれる、請求項1〜3のいずれか一項に記載の熱膨張性接着シート。
【請求項5】
第1面および前記第1面に対向する第2面を有する耐熱性基材を用意すること、
(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第1接着層を前記第1面上に形成すること、
(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第2接着層を前記第2面上に形成すること
を含む、熱膨張性接着シートの製造方法。
【請求項6】
第1の要素と第2の要素を接着する方法であって、
請求項1〜4のいずれか一項に記載の熱膨張性接着シートを前記第1の要素と前記第2の要素の間に配置し、
前記熱膨張性接着シートを熱硬化して、前記第1の要素と前記第2の要素の間の空間を埋めつつ、前記第1の要素と前記第2の要素を接着することを含む、方法。
【請求項7】
第1の要素、第2の要素、および熱硬化した請求項1〜4のいずれか一項に記載の熱膨張性接着シートを含み、熱硬化した前記熱膨張性接着シートによって、前記第1の要素と前記第2の要素の間の空間が埋められ、かつ前記第1の要素と前記第2の要素が接着されている、物品。
【請求項1】
第1面および前記第1面に対向する第2面を有する耐熱性基材と、
前記耐熱性基材の第1面に形成された、熱膨張性エポキシ接着剤を含む第1接着層と、
前記耐熱性基材の第2面に形成された、熱膨張性エポキシ接着剤を含む第2接着層と
を有する、熱膨張性接着シート。
【請求項2】
前記第1接着層および前記第2接着層に含まれる熱膨張性エポキシ接着剤が、
(a)エポキシ樹脂、
(b)潜在性硬化剤、および
(c)熱膨張性カプセル
を含む、請求項1に記載の熱膨張性接着シート。
【請求項3】
前記エポキシ樹脂の軟化点が、前記潜在性硬化剤の活性化温度以下、かつ前記熱膨張性カプセルの膨張開始温度以下である、請求項1または2のいずれかに記載の熱膨張性接着シート。
【請求項4】
前記耐熱性基材がガラス基材、ポリアミド系樹脂フィルム、およびポリイミド系樹脂フィルムからなる群から選ばれる、請求項1〜3のいずれか一項に記載の熱膨張性接着シート。
【請求項5】
第1面および前記第1面に対向する第2面を有する耐熱性基材を用意すること、
(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第1接着層を前記第1面上に形成すること、
(a)エポキシ樹脂、(b)潜在性硬化剤、および(c)熱膨張性カプセルを含む熱膨張性エポキシ接着剤を含む第2接着層を前記第2面上に形成すること
を含む、熱膨張性接着シートの製造方法。
【請求項6】
第1の要素と第2の要素を接着する方法であって、
請求項1〜4のいずれか一項に記載の熱膨張性接着シートを前記第1の要素と前記第2の要素の間に配置し、
前記熱膨張性接着シートを熱硬化して、前記第1の要素と前記第2の要素の間の空間を埋めつつ、前記第1の要素と前記第2の要素を接着することを含む、方法。
【請求項7】
第1の要素、第2の要素、および熱硬化した請求項1〜4のいずれか一項に記載の熱膨張性接着シートを含み、熱硬化した前記熱膨張性接着シートによって、前記第1の要素と前記第2の要素の間の空間が埋められ、かつ前記第1の要素と前記第2の要素が接着されている、物品。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−104044(P2013−104044A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250763(P2011−250763)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]