
筒状丸編地
【課題】弾性糸を含有する編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能で、ソフトな風合いと良好な伸縮性を有する筒状丸編地の提供。
【解決手段】裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【解決手段】裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性糸が含有された筒状丸編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能である、ソフトな風合いと良好な伸縮性を有する筒状の丸編地に関する。
【背景技術】
【0002】
従来、弾性糸を含有する丸編地を任意な形状に裁断し、裁断部を縫製始末することなく裁断したままの状態で製品化が可能な、いわゆるフリーカットが可能な編地、製品が市販されている。
特に、ショーツ、ガードル、シャツ等のインナーでは、スカート等のアウターにインナーの裁断部の縫製始末部が際立って見えることが無く、着用時の外観の審美性に優れる製品として好評であり、このフリーカットが可能なように、裁断部のホツレやカールが生じない弾性糸や編地の提案がなされている。
例えば、非熱融着弾性糸を含有する丸編地を編成後、筒状になっている編地の耳部を裁断して開反し、190℃前後の乾熱処理により弾性糸を固定して、ホツレやカールを防止する方法や、低融点で熱融着可能な熱融着弾性糸を交編した編地を、190℃前後の乾熱や120℃前後の湿熱による熱処理することにより、熱融着弾性繊維相互を熱融着させ、ホツレやカールの発生を防止する方法が知られている。
【0003】
一方、丸編地を開反せず、筒状の形状のままで衣料等に適用することも行われており、このような編地において、熱融着弾性糸とそれ以外の糸をプレーティング編により編みたて、ヒートセット加工することによって、開口部となる裁断部を縫製始末せず、切りっぱなしで衣料とすることが提案されている(例えば、以下の特許文献1参照)。
しかし、このような筒状編地からなる衣料製品において、裁断部を上述のフリーカット化すると、伸縮性や風合いに悪影響を与えることがある。これは、衣料製品を得るために、筒状丸編地のまま型枠に入れて熱セット処理することが必要であるが、特に製品の幅が30〜50cm程度の筒状丸編地を熱セット処理するときに、非熱融着弾性糸を交編した丸編地では、筒状編地の耳部に型枠の跡が残ったり、十分に弾性糸を固定する熱効果が得られなかったりして、伸縮性や風合いは良好であっても実質的にフリーカット可能な編地は得られない。
【0004】
また、低融点の熱融着弾性糸を交編した筒状丸編地では、120℃前後の湿熱処理で弾性糸が融着するため、型枠の跡が残ったりすることがなく、弾性糸相互が融着してホツレやカールのない丸編地が得られるものの、弾性糸相互、および、ナイロンやポリエステル等の表糸である非弾性糸とも融着することがあり、伸縮性が阻害されて伸び難く、硬い風合いの丸編地となる。
【0005】
以下の特許文献2には、緯編地において、熱融着ポリウレタン弾性繊維を含む複合糸と非弾性繊維をプレーティング編みし、熱融着ポリウレタン弾性繊維相互を熱融着させた緯編地が開示され、該熱融着ポリウレタン弾性繊維を含む複合糸を1コース以上おきに編みこんで、他のコースに非熱融着ポリウレタン弾性繊維を編み込むことも開示されているが、この場合、全コースに熱融着ポリウレタン弾性繊維を編みこみ、熱融着により組織固定化された編地に比べ、ほつれやカールの抑制性は劣る傾向にあり、特に、筒状編地のまま型枠に入れて熱セット処理する場合に、目的のフリーカット性能を得ることが困難である。
【0006】
更に、特許文献3には、熱融着性は有さないが、ヒートセット加工により熱固着性を発現してほつれ止め効果を発現できる熱固着性ポリウレタンウレア弾性繊維が開示されており、熱融着弾性糸に比べ、ヒートセット加工後でも優れた伸縮性、伸長回復性を保持できるという特徴を有するが、糸自体が融着するものではないために、特に他の繊維と複合されて編成された筒状編地のまま型枠に入れて熱セット処理するような場合に、目的のフリーカット性能を得るための複合条件が制約を受けることがある。
【0007】
このように、弾性糸を含有し、伸縮性が良好で、ソフトな風合いを有する、フリーカットが可能な、裁断部が裁断されたままで製品化が可能な筒状丸編地、および該丸編地からなる、縫製なしに筒状部が形成され、少なくとも一部の裁断端が裁断されたままで形成される衣料等の製品は、現在見当たらない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−113349号公報
【特許文献2】特開2007−182649号公報
【特許文献3】国際公開2008/004549号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、弾性糸を含有する編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能で、ソフトな風合いと良好な伸縮性を有する筒状丸編地を提供することである。
【課題を解決するための手段】
【0010】
本発明者は、上記課題を解決すべく、弾性糸と熱処理条件について、着用耐久テストなどの実験を重ね、鋭意検討した結果、本発明を完成するに至った。
すなわち、本発明は以下の通りのものである。
[1]裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【0011】
[2]前記[1]に記載の筒状丸編地から構成された開反されていない筒状の部位を有する衣料製品であって、該部位の端部が任意な形状に裁断され、該裁断端の少なくとも一部が、裁断された状態のままである前記衣料製品。
【発明の効果】
【0012】
本発明に係る筒状の丸編地を使用することにより、筒状の丸編地端部を裁断したままの状態で製品化が可能で、かつ、伸縮性が良好でソフトな風合いを有し、洗濯耐久性に優れ、着用時に適度な締め付け感で着心地の良い製品を得ることができる。
【図面の簡単な説明】
【0013】
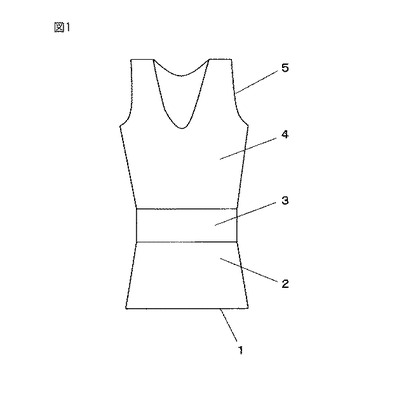
【図1】本発明に係る筒状丸編地を使用すて製造された衣料製品の一例を示す概略図である。
【発明を実施するための形態】
【0014】
以下、本発明について詳細に説明する。
本発明に係る筒状丸編地とは、編地編成後、筒状丸編地の耳部を裁断して開反することなく染色加工を行い、筒状のまま製品化することができる編地をいう。さらに、本発明に係る筒状丸編地は、該筒状丸編地を、衣類のトップス、あるいはボトムス等の必要長で裁断し、かつ、筒状丸編地の上端、下端のどちらか一方、あるいは、両端の裁断部を所望の形状に裁断したままで製品化される筒状丸編である。
【0015】
本発明に係る筒状丸編地は、弾性糸を含有していることを特徴とするが、弾性糸は任意な形状で裁断する裁断部近傍は全コース交編されている必要があり、裁断部近傍以外では弾性糸は必ずしも全コース交編されている必要は無く、1〜数コース毎に弾性糸が交編されていないコースが存在してもよい。しかし、伸縮性やフィット感より、弾性糸は全コースに交編されているか、1コース毎に交編されている状態が好ましい。
【0016】
本発明に係る筒状丸編地の、弾性糸が含有され、任意な形状で裁断される裁断部を構成する編地組織は、天竺組織とする。
天竺以外の組織、例えばタック組織を使用する鹿の子編等の変化組織では、風合いが硬くなり、伸縮性も低下するため、不適である。また、任意な形状で裁断する裁断部以外の編組織については必ずしも天竺である必要は無く、タック組織の使用やウエルト組織の使用、これら両組織の組み合わせ使用も可能で、任意な編組織で、任意な伸縮性、フィット感の編地製造が可能である。
【0017】
本発明では、任意な形状で裁断する裁断部に含有される弾性糸が、熱融着弾性糸と非熱溶融弾性糸との組み合わせであることを特徴とする。
熱融着弾性糸とは、本願の筒状丸編地の状態で、乾熱150℃以上220℃以下で1分間の熱処理、または、湿熱100℃以上130℃以下で30秒間の熱処理で、溶融し弾性糸相互が融着するような弾性糸で、例えば、特許文献2に示される、ポリオール及びジイソシアネートを反応させて得られる両末端イソシアネート基プレポリマーと、ポリオール、ジイソシアネート及び低分子量ジオールを反応させて得られる両末端水酸基プレポリマーとから得られるポリマーを溶融紡糸して得られる弾性糸が挙げられる。
【0018】
また、非熱融着弾性糸とは、上述の熱融着弾性糸が溶融する熱処理条件では弾性糸相互が融着しない弾性糸であり、ポリウレタン系、ポリエーテルエステル系の弾性糸で、例えばポリウレタン系弾性糸では、乾式紡糸又は溶融紡糸したものが使用でき、ポリマーや紡糸方法は特に限定されない。弾性糸の破断伸度は400%〜1000%程度のもので、かつ、伸縮性に優れ、染色加工時のプレセット工程の通常処理温度180℃近辺で伸縮性を損なわないことが好ましい。また、非熱融着弾性糸として、特殊ポリマーや粉体添加により、高セット性、抗菌性、吸湿、吸水性等の機能性を付与した弾性糸も使用可能である。
【0019】
非熱融着弾性糸として、上述の熱処理条件では溶融しないが、熱固着によってほつれ防止性能を発現できるポリウレタン弾性糸を用いることができる。具体的には、例えば、特許文献3に記載された、熱機械分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、180℃150%伸長での熱切断秒数が30秒以上である、ポリウレタン系弾性糸が挙げられる。このような性能の糸であれば、上述の熱処理条件では溶融しないけれども、熱固着性能を有するため、裁断部のほつれ防止に有効である上に、固着部の伸縮性、風合い低下を抑制することができるため、好ましい。
【0020】
このような熱固着性弾性糸としては、例えば、ポリウレタン化合物を5〜40重量%含有するポリウレタンウレア弾性繊維が挙げられ、特に、該ポリウレタン化合物として硬度が80A以下の架橋型ポリウレタンを用いることで、好適に得ることができる。また、該ポリウレタンウレアが、炭素数が2〜10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルジオールを原料として得られたものは好ましい。
【0021】
これらの熱融着弾性糸、及び、非熱融着弾性糸の繊度としては、10〜160dt(デシテックス、以下同じ記号を使用する)程度であることができ、特に、40〜120dt程度の弾性繊維の使用が好ましい。
【0022】
本発明において、非弾性糸とは、ポリエステル、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維等の合成繊維をいい、これらのブライト糸、セミダル糸、フルダル糸等を任意に使用することができ、繊維の断面形状も丸型、楕円型、W型、繭型、中空糸等任意な断面形状の繊維の使用が可能で有り、さらに、繊維の形態についても特に限定されず、原糸、仮撚等の捲縮加工糸が使用でき、特に、捲縮加工糸の使用が好ましい。さらに、該合成繊維の太さとしては、20〜160dt程度であることができ、編地の破裂強度や厚み感から、30〜110dt程度の合成繊維の使用が好ましい。
【0023】
本発明においては、前記した熱融着弾性糸と、非熱融着弾性糸とを効果的に組み合わせることにより、裁断面のホツレやカール発生が無く、しかも伸縮性に優れ、ソフトな風合いの編地を得ることができる。
すなわち、天竺組織において、熱融着弾性糸と非熱融着弾性糸とを1本交互に編成して熱融着弾性糸が相互に融着しないように配置することにより、熱融着弾性糸のみで編地を形成した場合の欠点である、風合い硬化と伸縮性不良を格段に低減することが可能になり、本発明の課題である、裁断部のホツレやカールの発生が無く、伸縮性に優れ、ソフトな風合いの編地製造が可能となる。
【0024】
このとき、風合いや伸縮性の観点から、熱融着弾性糸の繊度と、非熱融着弾性糸の繊度比は、0.5〜1.5であることが好ましく、より好ましくは0.6〜1.4である。
上記繊度比は以下の式:
繊度比=非熱融着弾性糸の繊度(dt)/熱融着弾性糸の繊度(dt)
により求める。
【0025】
弾性糸の編成方法については特に限定はないが、非弾性糸と組み合わせて編成されることが好ましい。弾性糸と非弾性糸の組み合わせ方法についても特に限定はなく、非弾性糸と弾性糸とを同時に編成するプレーティングにより編成する方法、弾性糸に非弾性糸を被覆した被覆弾性糸を編成する方法、非弾性糸に被覆弾性糸をプレーティグにより編成する方法等の任意の方法を使用することができ。風合の点から、非弾性糸と弾性糸をプレーティングにより同時に編成することが好ましく、弾性糸は、非弾性糸によって被覆された被覆弾性糸であることが好ましい。弾性糸に非弾性糸を被覆する方法も特に限定はなく、カバーリング法、撚糸法、エアー交絡法等により被覆弾性糸の製造が可能である。
【0026】
尚、被覆弾性糸において、熱融着弾性糸を非弾性糸で完全に被覆した被覆弾性糸と、非熱融着弾性糸を非弾性糸で完全に被覆した被覆弾性糸とを1本交互に編成した場合、編地編成後に熱処理して熱融着弾性糸を融着さても弾性糸相互が接触する部分が無いため、裁断部のホツレが発生する懸念がある。そのため、編地編成後の被覆弾性糸は、所々非弾性糸の隙間から弾性糸が露出していることが好ましく、例えば、被覆弾性糸を製造する際、非弾性糸の繊度を33dt以下とする、また、撚糸数を600回/m以下にする等の条件設定によって適宜弾性糸の露出状態を調節することもできる。この露出した熱融着弾性糸と非熱融着弾性糸が接触し、生機編成後の熱処理により熱融着弾性糸と非熱融着弾性糸とを接着させることにより、ホツレやカールの発生を防止することが可能となる。
【0027】
本発明に係る筒状丸編地は、裁断部が裁断されたままで衣料製品に製品化することができる。裁断部は任意な形状が可能で、例えば、ランニング形状のトップスの場合、筒状丸編地の裾部分に当たる下端部をほぼ直線上に裁断し、上端の衿ぐり、袖ぐりは、その形状に沿って裁断したままで製品化される場合や、下端部の裾のみを裁断し、上端の衿ぐり、袖ぐりは、折り返して始末する方法や、別布でパイピング始末する方法等もある。無論、裾部の裁断形状もほぼ直線状のみでなく、波々状や、ギザギザ状など、任意な形状であることができる。尚、筒状丸編地を任意な形状に裁断する時機としては、染色、仕上げセットを行ってから裁断する方が、染色や、仕上げセット等による寸法変化が生じることが無いので好ましい。
【0028】
本発明に係る筒状丸編地を製造する編機については、編機の釜径が10〜20インチ程度の丸編機で、同一の給糸口において編み糸を任意に切替ることができるジャカード丸編機の使用が好ましく、製品巾に応じて編機釜径を選択する。編機のゲージについては、任意な形状で裁断して、そのまま製品とすることが可能となるため、ファインゲージ編機の使用が適しており、26〜40ゲージ程度の編機の使用が好ましい。特に28〜36ゲージの編機の使用は、任意な形状で裁断してそのまま製品とすることが可能で、さらに、伸縮性も良好な製品が得られるため、好ましい。また、編地密度も任意であるが、製品とした際に任意な形状に裁断した部分の編地の解れが無く、かつ、ソフトな製品となるよう、なるべく緻密な密度設定が好ましい。
【0029】
本発明に係る筒状丸編地の染色仕上げ方法としては、通常の染色仕上げ工程を使用することができる。該工程においては、使用する繊維素材に応じた染色条件を使用することができ、使用する染色機も液流染色機、ウインス染色機、パドル染色機など任意であることができるが、筒状編地をほぼ製品長に一枚ずつ裁断して染色する、いわゆるピース染めを行う場合には、パドル染色機の使用が好ましく、また、筒状編地を長尺のまま染色する場合には、液流染色機やウインス染色機により染色すればよい。吸水性や柔軟性を向上させる加工を行ってもよい。
【0030】
また、本発明に係る筒状丸編地の製造においては、以下に説明する染色加工工程で熱融着弾性糸を融着させるため、乾熱では150℃以上、湿熱なら100℃以上の加熱工程が必要である。そのため、筒状のまま熱処理が可能なピンテンターなどの乾熱セット機、あるいは、オートクレープなどの湿熱(スチーム)セット機の使用が好ましい。加熱条件は、熱融着弾性糸が溶融する条件であればよく、乾熱であれば150℃以上220℃以下で10〜180秒間の熱処理が好ましく、より好ましくは180℃以上195℃以下である。また、湿熱であれば湿熱100℃以上130℃以下で2〜120秒間の熱処理が好ましく、より好ましくは110℃以上130℃以下で、30〜60秒間である。
【0031】
染色加工工程の例として、衿、袖はテープによりパイピングして包み、裾部は任意な形状に裁断したままで製品とするノースリーブのフィットインナーを製造するに際し、筒状丸編地を編成し、製品1着枚の長さで裁断した後、パドル染色機に投入し、精練、染色を行い、乾燥後、ほぼボディー型の型枠に筒状編地をセットして、その状態で、120℃程度でスチームセット行い、その後に裾部を任意な形状に裁断し、衿、袖はテープで始末縫製して製品化する方法が挙げられる。筒状編地の生機をそのまま染色機に投入し、精練、染色を行う方法以外に、染色機に投入前に100℃程度の真空状態でスチームセットを行い、予め、熱融着弾性糸を熱融着させておくことも可能である。
【実施例】
【0032】
以下、実施例により本発明を具体的に説明する。無論、本発明はこれらの具体例に限定されるものではない。
尚、以下の方法により、実施例及び比較例を評価した。
(1)解れ性
実施例及び比較例により製造された製品の裁断部の解れ性は、以下の方法で評価した。
家庭用洗濯機を使用し、浴比1:30で製品を投入し、水温は常温で洗濯5分/回、すすぎ10分/回で、50回繰り返し洗濯した。尚、連続して洗濯を行い、洗濯1回毎の乾燥は省略した。洗濯後自然乾燥を行い、下記評価基準1〜5で評価した。評価基準3以上であれば洗濯後の解れは僅かで製品として問題なく、数値が高いほど好ましい。
5 : 裁断部の解れは全く無い
4 : 裁断部に僅かに解れが発生しているが、製品として問題ない
3 : 裁断部に少し解れが発生しているが、問題ないレベル
2 : 裁断部に解れが発生し、製品として問題のあるレベル
1 : 裁断部に解れが甚だしく発生し、問題である
【0033】
(2)着用感
実施例及び比較例で得られた筒状丸編地の、熱融着弾性糸を含有する部分の風合いと着用感を、実際の着用により、以下の評価基準で評価した。評価基準3以上であればソフトな風合いで、着用感を阻害せず、数値が高いほど好ましい。
5 : ソフトで適度な締め付け感が有り、快適である
4 : ソフトで締め付け感良好で、着用していて快適
3 : やや風合いが硬いが、着用していて不快ではない
2 : 風合いが硬く、締め付け感が強く着用していて不快である
1 : 風合いが硬く、伸縮性に劣るので締め付け感が強く、きわめて不快
【0034】
[実施例1]
同一の給糸口において任意に編み糸の変更が可能な釜径14インチ、28ゲージの丸編機(SANTONI社製 SM8 TOP1)を使用して、図1に示すノースリーブフィットインナーを製造した。
編成ではフィットインナーの裾部に当たる裾端部(1)より編出し、裾部(2)を編成後、着用時ウエストに当たるウエスト部(3)を編成し、次いで、胸部(3)を少し長く編成し、一着分の編地とした。なお、編成時の組織と糸使いは次の通りである。
裾部(2)は天竺組織で、熱融着弾性糸(商品名モビロンR−LL:日清紡績(株)製)110dtに、ナイロン加工糸13dt/7f(フィラメント、以下同じ記号を使用する)を撚り数600T/mでカバーリングした被覆弾性糸と、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製 TMAによる圧縮変形開始温度が150〜180℃の範囲内、180℃50%伸長での熱切断秒数30秒以上であり、非熱融着性であるが熱固着性を有する)78dtに、ナイロン加工糸13dt/7fを撚り数500T/mでカバーリングした被覆弾性糸を1本交互にプレーティングの裏糸として使用し、その際、表糸は、ナイロン加工糸56dt/48fとして編成した。
【0035】
ウエスト部(3)は、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製)78dtに、ナイロン加工糸33dt/24fを撚り数500T/mでカバーリングした被覆弾性糸のみを使用し、ウェール方向にニット、タックを交互に編成し、コース方向へは、タックを3回連続するようにして編成して、編地の締め付け感を強くした。
胸部(4)は、ウエスト部と同じ糸使いで天竺組織により、裾部の非熱融着弾性糸からなる被覆弾性糸を、被覆弾性糸のみを全コース使用して編成した。
編成できた1着分の編地を、金網ネット上にしわを伸ばして置き、オートクレープを使用しほぼ真空状態で120℃10分のスチームセットを行った。次いで、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、120℃60秒でスチームセットした。こうして得られた編地の裾部を裁断し、また、衿部、袖部をノースリーブ状に裁断し、その端部を3つ折縫製始末して、裾部は裁断したままの製品とした。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例1の製品は、繰り返し洗濯を行っても裾の裁断部の解れは発生せず、また、裾部の着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0036】
[実施例2〜8、比較例1〜3]
実施例1において、裾部に使用する弾性糸の種類、繊度の変更、および、熱融着弾性糸と非熱融着弾性糸の配置条件を、以下の表1に示すように変更した編地を作製し、これらの編地から製品を作製して、解れ性と着用感の評価を行った。結果を以下の表1に示す。
本実施例2〜8の製品は、比較例1〜3の製品に比較して、解れ性及び/又は着用感に優れていることが分かる。
【0037】
[実施例9]
実施例1において、フィットインナーの裾部の編成を、熱融着弾性糸110dtに、ナイロン加工糸13dt/7fを撚り数600T/mでカバーリングした被覆弾性糸と、非熱融着弾性糸78dtに、ナイロン加工糸13dt/7fを撚り数500T/mでカバーリングした被覆弾性糸を1本交互に編成した以外は、ウエスト部、胸部の編成、染色加工、縫製等は実施例1と同様にして製品を製造した。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例9の製品は、繰り返し洗濯を行っても裾の裁断部の解れは発生せず、また、裾部の着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0038】
[実施例10]
同一の給糸口において任意に編み糸の変更が可能な釜径16インチ、32ゲージの丸編機(SANTONI社製 SM8 TOP1)を使用して、図1に示すノースリーブフィットインナーで、裾、衿、袖とも裁断したままとする製品を製造した。
編成ではフィットインナーの裾部に当たる裾端部(1)より編出し、裾部(2)を編成後、着用時ウエストに当たるウエスト部(3)を編成し、次いで、胸部(3)を少し長く編成し、一着分の編地とした。
【0039】
尚、編成時の組織と糸使いは次の通りであった。
裾部(2)は天竺組織で、ナイロン加工糸56dt/48fに、熱融着弾性糸(商品名モビロンR−LL:日清紡績(株)製)110dtの裸糸と、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製)78dtの裸糸とを1本交互にプレーティングにより編成した。次いで、この糸使いのままウエスト部(3)は、ウェール方向にニット、タックを交互に編成し、コース方向へは、タックを3回連続するようにして編成して、編地の締め付け感を強くした。さらに、胸部(4)は同じ糸使いの天竺組織により編成した。
編成できた1着分の編地を、金網ネット上にしわを伸ばして置き、オートクレープを使用しほぼ真空状態で120℃10分のスチームセットを行った。次いで、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、120℃60秒でスチームセットした。こうして得られた編地の裾部を裁断し、また、衿部、袖部もノースリーブ状に裁断し、裁断部は裁断したままの製品とした。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例10の製品は、繰り返し洗濯を行っても、裾、衿、袖の裁断部の解れは発生せず、また、着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0040】
【表1】

【産業上の利用可能性】
【0041】
本発明に係る筒状丸編地を使用すれば、弾性糸を含有する筒状丸編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能となるため、ソフトな風合いと良好な伸縮性を有する、インナー、スポーツウェアなどの衣服製品の製造に好適に利用可能である。
【符号の説明】
【0042】
1 裾の裁断部
2 裾部
3 ウエスト部
4 胸部
5 衿、袖の端部
【技術分野】
【0001】
本発明は、弾性糸が含有された筒状丸編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能である、ソフトな風合いと良好な伸縮性を有する筒状の丸編地に関する。
【背景技術】
【0002】
従来、弾性糸を含有する丸編地を任意な形状に裁断し、裁断部を縫製始末することなく裁断したままの状態で製品化が可能な、いわゆるフリーカットが可能な編地、製品が市販されている。
特に、ショーツ、ガードル、シャツ等のインナーでは、スカート等のアウターにインナーの裁断部の縫製始末部が際立って見えることが無く、着用時の外観の審美性に優れる製品として好評であり、このフリーカットが可能なように、裁断部のホツレやカールが生じない弾性糸や編地の提案がなされている。
例えば、非熱融着弾性糸を含有する丸編地を編成後、筒状になっている編地の耳部を裁断して開反し、190℃前後の乾熱処理により弾性糸を固定して、ホツレやカールを防止する方法や、低融点で熱融着可能な熱融着弾性糸を交編した編地を、190℃前後の乾熱や120℃前後の湿熱による熱処理することにより、熱融着弾性繊維相互を熱融着させ、ホツレやカールの発生を防止する方法が知られている。
【0003】
一方、丸編地を開反せず、筒状の形状のままで衣料等に適用することも行われており、このような編地において、熱融着弾性糸とそれ以外の糸をプレーティング編により編みたて、ヒートセット加工することによって、開口部となる裁断部を縫製始末せず、切りっぱなしで衣料とすることが提案されている(例えば、以下の特許文献1参照)。
しかし、このような筒状編地からなる衣料製品において、裁断部を上述のフリーカット化すると、伸縮性や風合いに悪影響を与えることがある。これは、衣料製品を得るために、筒状丸編地のまま型枠に入れて熱セット処理することが必要であるが、特に製品の幅が30〜50cm程度の筒状丸編地を熱セット処理するときに、非熱融着弾性糸を交編した丸編地では、筒状編地の耳部に型枠の跡が残ったり、十分に弾性糸を固定する熱効果が得られなかったりして、伸縮性や風合いは良好であっても実質的にフリーカット可能な編地は得られない。
【0004】
また、低融点の熱融着弾性糸を交編した筒状丸編地では、120℃前後の湿熱処理で弾性糸が融着するため、型枠の跡が残ったりすることがなく、弾性糸相互が融着してホツレやカールのない丸編地が得られるものの、弾性糸相互、および、ナイロンやポリエステル等の表糸である非弾性糸とも融着することがあり、伸縮性が阻害されて伸び難く、硬い風合いの丸編地となる。
【0005】
以下の特許文献2には、緯編地において、熱融着ポリウレタン弾性繊維を含む複合糸と非弾性繊維をプレーティング編みし、熱融着ポリウレタン弾性繊維相互を熱融着させた緯編地が開示され、該熱融着ポリウレタン弾性繊維を含む複合糸を1コース以上おきに編みこんで、他のコースに非熱融着ポリウレタン弾性繊維を編み込むことも開示されているが、この場合、全コースに熱融着ポリウレタン弾性繊維を編みこみ、熱融着により組織固定化された編地に比べ、ほつれやカールの抑制性は劣る傾向にあり、特に、筒状編地のまま型枠に入れて熱セット処理する場合に、目的のフリーカット性能を得ることが困難である。
【0006】
更に、特許文献3には、熱融着性は有さないが、ヒートセット加工により熱固着性を発現してほつれ止め効果を発現できる熱固着性ポリウレタンウレア弾性繊維が開示されており、熱融着弾性糸に比べ、ヒートセット加工後でも優れた伸縮性、伸長回復性を保持できるという特徴を有するが、糸自体が融着するものではないために、特に他の繊維と複合されて編成された筒状編地のまま型枠に入れて熱セット処理するような場合に、目的のフリーカット性能を得るための複合条件が制約を受けることがある。
【0007】
このように、弾性糸を含有し、伸縮性が良好で、ソフトな風合いを有する、フリーカットが可能な、裁断部が裁断されたままで製品化が可能な筒状丸編地、および該丸編地からなる、縫製なしに筒状部が形成され、少なくとも一部の裁断端が裁断されたままで形成される衣料等の製品は、現在見当たらない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−113349号公報
【特許文献2】特開2007−182649号公報
【特許文献3】国際公開2008/004549号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、弾性糸を含有する編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能で、ソフトな風合いと良好な伸縮性を有する筒状丸編地を提供することである。
【課題を解決するための手段】
【0010】
本発明者は、上記課題を解決すべく、弾性糸と熱処理条件について、着用耐久テストなどの実験を重ね、鋭意検討した結果、本発明を完成するに至った。
すなわち、本発明は以下の通りのものである。
[1]裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【0011】
[2]前記[1]に記載の筒状丸編地から構成された開反されていない筒状の部位を有する衣料製品であって、該部位の端部が任意な形状に裁断され、該裁断端の少なくとも一部が、裁断された状態のままである前記衣料製品。
【発明の効果】
【0012】
本発明に係る筒状の丸編地を使用することにより、筒状の丸編地端部を裁断したままの状態で製品化が可能で、かつ、伸縮性が良好でソフトな風合いを有し、洗濯耐久性に優れ、着用時に適度な締め付け感で着心地の良い製品を得ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る筒状丸編地を使用すて製造された衣料製品の一例を示す概略図である。
【発明を実施するための形態】
【0014】
以下、本発明について詳細に説明する。
本発明に係る筒状丸編地とは、編地編成後、筒状丸編地の耳部を裁断して開反することなく染色加工を行い、筒状のまま製品化することができる編地をいう。さらに、本発明に係る筒状丸編地は、該筒状丸編地を、衣類のトップス、あるいはボトムス等の必要長で裁断し、かつ、筒状丸編地の上端、下端のどちらか一方、あるいは、両端の裁断部を所望の形状に裁断したままで製品化される筒状丸編である。
【0015】
本発明に係る筒状丸編地は、弾性糸を含有していることを特徴とするが、弾性糸は任意な形状で裁断する裁断部近傍は全コース交編されている必要があり、裁断部近傍以外では弾性糸は必ずしも全コース交編されている必要は無く、1〜数コース毎に弾性糸が交編されていないコースが存在してもよい。しかし、伸縮性やフィット感より、弾性糸は全コースに交編されているか、1コース毎に交編されている状態が好ましい。
【0016】
本発明に係る筒状丸編地の、弾性糸が含有され、任意な形状で裁断される裁断部を構成する編地組織は、天竺組織とする。
天竺以外の組織、例えばタック組織を使用する鹿の子編等の変化組織では、風合いが硬くなり、伸縮性も低下するため、不適である。また、任意な形状で裁断する裁断部以外の編組織については必ずしも天竺である必要は無く、タック組織の使用やウエルト組織の使用、これら両組織の組み合わせ使用も可能で、任意な編組織で、任意な伸縮性、フィット感の編地製造が可能である。
【0017】
本発明では、任意な形状で裁断する裁断部に含有される弾性糸が、熱融着弾性糸と非熱溶融弾性糸との組み合わせであることを特徴とする。
熱融着弾性糸とは、本願の筒状丸編地の状態で、乾熱150℃以上220℃以下で1分間の熱処理、または、湿熱100℃以上130℃以下で30秒間の熱処理で、溶融し弾性糸相互が融着するような弾性糸で、例えば、特許文献2に示される、ポリオール及びジイソシアネートを反応させて得られる両末端イソシアネート基プレポリマーと、ポリオール、ジイソシアネート及び低分子量ジオールを反応させて得られる両末端水酸基プレポリマーとから得られるポリマーを溶融紡糸して得られる弾性糸が挙げられる。
【0018】
また、非熱融着弾性糸とは、上述の熱融着弾性糸が溶融する熱処理条件では弾性糸相互が融着しない弾性糸であり、ポリウレタン系、ポリエーテルエステル系の弾性糸で、例えばポリウレタン系弾性糸では、乾式紡糸又は溶融紡糸したものが使用でき、ポリマーや紡糸方法は特に限定されない。弾性糸の破断伸度は400%〜1000%程度のもので、かつ、伸縮性に優れ、染色加工時のプレセット工程の通常処理温度180℃近辺で伸縮性を損なわないことが好ましい。また、非熱融着弾性糸として、特殊ポリマーや粉体添加により、高セット性、抗菌性、吸湿、吸水性等の機能性を付与した弾性糸も使用可能である。
【0019】
非熱融着弾性糸として、上述の熱処理条件では溶融しないが、熱固着によってほつれ防止性能を発現できるポリウレタン弾性糸を用いることができる。具体的には、例えば、特許文献3に記載された、熱機械分析(TMA)による圧縮変形開始温度が150℃以上180℃以下であり、180℃150%伸長での熱切断秒数が30秒以上である、ポリウレタン系弾性糸が挙げられる。このような性能の糸であれば、上述の熱処理条件では溶融しないけれども、熱固着性能を有するため、裁断部のほつれ防止に有効である上に、固着部の伸縮性、風合い低下を抑制することができるため、好ましい。
【0020】
このような熱固着性弾性糸としては、例えば、ポリウレタン化合物を5〜40重量%含有するポリウレタンウレア弾性繊維が挙げられ、特に、該ポリウレタン化合物として硬度が80A以下の架橋型ポリウレタンを用いることで、好適に得ることができる。また、該ポリウレタンウレアが、炭素数が2〜10の異なったアルキレンエーテルからなる共重合ポリアルキレンエーテルジオールを原料として得られたものは好ましい。
【0021】
これらの熱融着弾性糸、及び、非熱融着弾性糸の繊度としては、10〜160dt(デシテックス、以下同じ記号を使用する)程度であることができ、特に、40〜120dt程度の弾性繊維の使用が好ましい。
【0022】
本発明において、非弾性糸とは、ポリエステル、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維等の合成繊維をいい、これらのブライト糸、セミダル糸、フルダル糸等を任意に使用することができ、繊維の断面形状も丸型、楕円型、W型、繭型、中空糸等任意な断面形状の繊維の使用が可能で有り、さらに、繊維の形態についても特に限定されず、原糸、仮撚等の捲縮加工糸が使用でき、特に、捲縮加工糸の使用が好ましい。さらに、該合成繊維の太さとしては、20〜160dt程度であることができ、編地の破裂強度や厚み感から、30〜110dt程度の合成繊維の使用が好ましい。
【0023】
本発明においては、前記した熱融着弾性糸と、非熱融着弾性糸とを効果的に組み合わせることにより、裁断面のホツレやカール発生が無く、しかも伸縮性に優れ、ソフトな風合いの編地を得ることができる。
すなわち、天竺組織において、熱融着弾性糸と非熱融着弾性糸とを1本交互に編成して熱融着弾性糸が相互に融着しないように配置することにより、熱融着弾性糸のみで編地を形成した場合の欠点である、風合い硬化と伸縮性不良を格段に低減することが可能になり、本発明の課題である、裁断部のホツレやカールの発生が無く、伸縮性に優れ、ソフトな風合いの編地製造が可能となる。
【0024】
このとき、風合いや伸縮性の観点から、熱融着弾性糸の繊度と、非熱融着弾性糸の繊度比は、0.5〜1.5であることが好ましく、より好ましくは0.6〜1.4である。
上記繊度比は以下の式:
繊度比=非熱融着弾性糸の繊度(dt)/熱融着弾性糸の繊度(dt)
により求める。
【0025】
弾性糸の編成方法については特に限定はないが、非弾性糸と組み合わせて編成されることが好ましい。弾性糸と非弾性糸の組み合わせ方法についても特に限定はなく、非弾性糸と弾性糸とを同時に編成するプレーティングにより編成する方法、弾性糸に非弾性糸を被覆した被覆弾性糸を編成する方法、非弾性糸に被覆弾性糸をプレーティグにより編成する方法等の任意の方法を使用することができ。風合の点から、非弾性糸と弾性糸をプレーティングにより同時に編成することが好ましく、弾性糸は、非弾性糸によって被覆された被覆弾性糸であることが好ましい。弾性糸に非弾性糸を被覆する方法も特に限定はなく、カバーリング法、撚糸法、エアー交絡法等により被覆弾性糸の製造が可能である。
【0026】
尚、被覆弾性糸において、熱融着弾性糸を非弾性糸で完全に被覆した被覆弾性糸と、非熱融着弾性糸を非弾性糸で完全に被覆した被覆弾性糸とを1本交互に編成した場合、編地編成後に熱処理して熱融着弾性糸を融着さても弾性糸相互が接触する部分が無いため、裁断部のホツレが発生する懸念がある。そのため、編地編成後の被覆弾性糸は、所々非弾性糸の隙間から弾性糸が露出していることが好ましく、例えば、被覆弾性糸を製造する際、非弾性糸の繊度を33dt以下とする、また、撚糸数を600回/m以下にする等の条件設定によって適宜弾性糸の露出状態を調節することもできる。この露出した熱融着弾性糸と非熱融着弾性糸が接触し、生機編成後の熱処理により熱融着弾性糸と非熱融着弾性糸とを接着させることにより、ホツレやカールの発生を防止することが可能となる。
【0027】
本発明に係る筒状丸編地は、裁断部が裁断されたままで衣料製品に製品化することができる。裁断部は任意な形状が可能で、例えば、ランニング形状のトップスの場合、筒状丸編地の裾部分に当たる下端部をほぼ直線上に裁断し、上端の衿ぐり、袖ぐりは、その形状に沿って裁断したままで製品化される場合や、下端部の裾のみを裁断し、上端の衿ぐり、袖ぐりは、折り返して始末する方法や、別布でパイピング始末する方法等もある。無論、裾部の裁断形状もほぼ直線状のみでなく、波々状や、ギザギザ状など、任意な形状であることができる。尚、筒状丸編地を任意な形状に裁断する時機としては、染色、仕上げセットを行ってから裁断する方が、染色や、仕上げセット等による寸法変化が生じることが無いので好ましい。
【0028】
本発明に係る筒状丸編地を製造する編機については、編機の釜径が10〜20インチ程度の丸編機で、同一の給糸口において編み糸を任意に切替ることができるジャカード丸編機の使用が好ましく、製品巾に応じて編機釜径を選択する。編機のゲージについては、任意な形状で裁断して、そのまま製品とすることが可能となるため、ファインゲージ編機の使用が適しており、26〜40ゲージ程度の編機の使用が好ましい。特に28〜36ゲージの編機の使用は、任意な形状で裁断してそのまま製品とすることが可能で、さらに、伸縮性も良好な製品が得られるため、好ましい。また、編地密度も任意であるが、製品とした際に任意な形状に裁断した部分の編地の解れが無く、かつ、ソフトな製品となるよう、なるべく緻密な密度設定が好ましい。
【0029】
本発明に係る筒状丸編地の染色仕上げ方法としては、通常の染色仕上げ工程を使用することができる。該工程においては、使用する繊維素材に応じた染色条件を使用することができ、使用する染色機も液流染色機、ウインス染色機、パドル染色機など任意であることができるが、筒状編地をほぼ製品長に一枚ずつ裁断して染色する、いわゆるピース染めを行う場合には、パドル染色機の使用が好ましく、また、筒状編地を長尺のまま染色する場合には、液流染色機やウインス染色機により染色すればよい。吸水性や柔軟性を向上させる加工を行ってもよい。
【0030】
また、本発明に係る筒状丸編地の製造においては、以下に説明する染色加工工程で熱融着弾性糸を融着させるため、乾熱では150℃以上、湿熱なら100℃以上の加熱工程が必要である。そのため、筒状のまま熱処理が可能なピンテンターなどの乾熱セット機、あるいは、オートクレープなどの湿熱(スチーム)セット機の使用が好ましい。加熱条件は、熱融着弾性糸が溶融する条件であればよく、乾熱であれば150℃以上220℃以下で10〜180秒間の熱処理が好ましく、より好ましくは180℃以上195℃以下である。また、湿熱であれば湿熱100℃以上130℃以下で2〜120秒間の熱処理が好ましく、より好ましくは110℃以上130℃以下で、30〜60秒間である。
【0031】
染色加工工程の例として、衿、袖はテープによりパイピングして包み、裾部は任意な形状に裁断したままで製品とするノースリーブのフィットインナーを製造するに際し、筒状丸編地を編成し、製品1着枚の長さで裁断した後、パドル染色機に投入し、精練、染色を行い、乾燥後、ほぼボディー型の型枠に筒状編地をセットして、その状態で、120℃程度でスチームセット行い、その後に裾部を任意な形状に裁断し、衿、袖はテープで始末縫製して製品化する方法が挙げられる。筒状編地の生機をそのまま染色機に投入し、精練、染色を行う方法以外に、染色機に投入前に100℃程度の真空状態でスチームセットを行い、予め、熱融着弾性糸を熱融着させておくことも可能である。
【実施例】
【0032】
以下、実施例により本発明を具体的に説明する。無論、本発明はこれらの具体例に限定されるものではない。
尚、以下の方法により、実施例及び比較例を評価した。
(1)解れ性
実施例及び比較例により製造された製品の裁断部の解れ性は、以下の方法で評価した。
家庭用洗濯機を使用し、浴比1:30で製品を投入し、水温は常温で洗濯5分/回、すすぎ10分/回で、50回繰り返し洗濯した。尚、連続して洗濯を行い、洗濯1回毎の乾燥は省略した。洗濯後自然乾燥を行い、下記評価基準1〜5で評価した。評価基準3以上であれば洗濯後の解れは僅かで製品として問題なく、数値が高いほど好ましい。
5 : 裁断部の解れは全く無い
4 : 裁断部に僅かに解れが発生しているが、製品として問題ない
3 : 裁断部に少し解れが発生しているが、問題ないレベル
2 : 裁断部に解れが発生し、製品として問題のあるレベル
1 : 裁断部に解れが甚だしく発生し、問題である
【0033】
(2)着用感
実施例及び比較例で得られた筒状丸編地の、熱融着弾性糸を含有する部分の風合いと着用感を、実際の着用により、以下の評価基準で評価した。評価基準3以上であればソフトな風合いで、着用感を阻害せず、数値が高いほど好ましい。
5 : ソフトで適度な締め付け感が有り、快適である
4 : ソフトで締め付け感良好で、着用していて快適
3 : やや風合いが硬いが、着用していて不快ではない
2 : 風合いが硬く、締め付け感が強く着用していて不快である
1 : 風合いが硬く、伸縮性に劣るので締め付け感が強く、きわめて不快
【0034】
[実施例1]
同一の給糸口において任意に編み糸の変更が可能な釜径14インチ、28ゲージの丸編機(SANTONI社製 SM8 TOP1)を使用して、図1に示すノースリーブフィットインナーを製造した。
編成ではフィットインナーの裾部に当たる裾端部(1)より編出し、裾部(2)を編成後、着用時ウエストに当たるウエスト部(3)を編成し、次いで、胸部(3)を少し長く編成し、一着分の編地とした。なお、編成時の組織と糸使いは次の通りである。
裾部(2)は天竺組織で、熱融着弾性糸(商品名モビロンR−LL:日清紡績(株)製)110dtに、ナイロン加工糸13dt/7f(フィラメント、以下同じ記号を使用する)を撚り数600T/mでカバーリングした被覆弾性糸と、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製 TMAによる圧縮変形開始温度が150〜180℃の範囲内、180℃50%伸長での熱切断秒数30秒以上であり、非熱融着性であるが熱固着性を有する)78dtに、ナイロン加工糸13dt/7fを撚り数500T/mでカバーリングした被覆弾性糸を1本交互にプレーティングの裏糸として使用し、その際、表糸は、ナイロン加工糸56dt/48fとして編成した。
【0035】
ウエスト部(3)は、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製)78dtに、ナイロン加工糸33dt/24fを撚り数500T/mでカバーリングした被覆弾性糸のみを使用し、ウェール方向にニット、タックを交互に編成し、コース方向へは、タックを3回連続するようにして編成して、編地の締め付け感を強くした。
胸部(4)は、ウエスト部と同じ糸使いで天竺組織により、裾部の非熱融着弾性糸からなる被覆弾性糸を、被覆弾性糸のみを全コース使用して編成した。
編成できた1着分の編地を、金網ネット上にしわを伸ばして置き、オートクレープを使用しほぼ真空状態で120℃10分のスチームセットを行った。次いで、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、120℃60秒でスチームセットした。こうして得られた編地の裾部を裁断し、また、衿部、袖部をノースリーブ状に裁断し、その端部を3つ折縫製始末して、裾部は裁断したままの製品とした。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例1の製品は、繰り返し洗濯を行っても裾の裁断部の解れは発生せず、また、裾部の着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0036】
[実施例2〜8、比較例1〜3]
実施例1において、裾部に使用する弾性糸の種類、繊度の変更、および、熱融着弾性糸と非熱融着弾性糸の配置条件を、以下の表1に示すように変更した編地を作製し、これらの編地から製品を作製して、解れ性と着用感の評価を行った。結果を以下の表1に示す。
本実施例2〜8の製品は、比較例1〜3の製品に比較して、解れ性及び/又は着用感に優れていることが分かる。
【0037】
[実施例9]
実施例1において、フィットインナーの裾部の編成を、熱融着弾性糸110dtに、ナイロン加工糸13dt/7fを撚り数600T/mでカバーリングした被覆弾性糸と、非熱融着弾性糸78dtに、ナイロン加工糸13dt/7fを撚り数500T/mでカバーリングした被覆弾性糸を1本交互に編成した以外は、ウエスト部、胸部の編成、染色加工、縫製等は実施例1と同様にして製品を製造した。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例9の製品は、繰り返し洗濯を行っても裾の裁断部の解れは発生せず、また、裾部の着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0038】
[実施例10]
同一の給糸口において任意に編み糸の変更が可能な釜径16インチ、32ゲージの丸編機(SANTONI社製 SM8 TOP1)を使用して、図1に示すノースリーブフィットインナーで、裾、衿、袖とも裁断したままとする製品を製造した。
編成ではフィットインナーの裾部に当たる裾端部(1)より編出し、裾部(2)を編成後、着用時ウエストに当たるウエスト部(3)を編成し、次いで、胸部(3)を少し長く編成し、一着分の編地とした。
【0039】
尚、編成時の組織と糸使いは次の通りであった。
裾部(2)は天竺組織で、ナイロン加工糸56dt/48fに、熱融着弾性糸(商品名モビロンR−LL:日清紡績(株)製)110dtの裸糸と、非熱融着弾性糸(商品名ロイカSF:旭化成せんい(株)製)78dtの裸糸とを1本交互にプレーティングにより編成した。次いで、この糸使いのままウエスト部(3)は、ウェール方向にニット、タックを交互に編成し、コース方向へは、タックを3回連続するようにして編成して、編地の締め付け感を強くした。さらに、胸部(4)は同じ糸使いの天竺組織により編成した。
編成できた1着分の編地を、金網ネット上にしわを伸ばして置き、オートクレープを使用しほぼ真空状態で120℃10分のスチームセットを行った。次いで、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、120℃60秒でスチームセットした。こうして得られた編地の裾部を裁断し、また、衿部、袖部もノースリーブ状に裁断し、裁断部は裁断したままの製品とした。
得られた製品の解れ性、着用感を評価した結果を以下の表1に示す。
本実施例10の製品は、繰り返し洗濯を行っても、裾、衿、袖の裁断部の解れは発生せず、また、着用感もソフトで適度な締め付け感を有し、快適な製品であった。
【0040】
【表1】
【産業上の利用可能性】
【0041】
本発明に係る筒状丸編地を使用すれば、弾性糸を含有する筒状丸編地の端部を任意な形状に裁断し、裁断した状態のままで製品化が可能となるため、ソフトな風合いと良好な伸縮性を有する、インナー、スポーツウェアなどの衣服製品の製造に好適に利用可能である。
【符号の説明】
【0042】
1 裾の裁断部
2 裾部
3 ウエスト部
4 胸部
5 衿、袖の端部
【特許請求の範囲】
【請求項1】
裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【請求項2】
請求項1に記載の筒状丸編地から構成された開反されていない筒状の部位を有する衣料製品であって、該部位の端部が任意な形状に裁断され、該裁断端の少なくとも一部が、裁断された状態のままである前記衣料製品。
【請求項1】
裁断部が裁断されたままで製品化が可能な、弾性糸が含有された筒状丸編地であって、少なくとも該裁断部を構成する編地組織は、低融点の熱融着弾性糸と、非熱融着弾性糸とが、1本交互に天竺組織で編成されていることを特徴とする前記筒状丸編地。
【請求項2】
請求項1に記載の筒状丸編地から構成された開反されていない筒状の部位を有する衣料製品であって、該部位の端部が任意な形状に裁断され、該裁断端の少なくとも一部が、裁断された状態のままである前記衣料製品。
【図1】

【公開番号】特開2011−127231(P2011−127231A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2009−284122(P2009−284122)
【出願日】平成21年12月15日(2009.12.15)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成21年12月15日(2009.12.15)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]