
製袋機の角部切断装置
【課題】製袋機の角部切断装置において、2段V字形状のような複数段形状の角部切断を容易に行うことを可能とすることである。
【解決手段】製袋機の角部切断装置30における切断部31は、パンチアーム38に取り付けられ、パンチアーム38の回転とともに中間包材99に対し回転し、ダイ部と協働して中間包材99の三角形部分62を切り落とす機能を有するパンチ部である。切断部31は、切刃として、主刃部40と補助刃部42とを備え、さらに、パンチアーム38に対し主刃部40の位置決め調整を行う主刃部調整機構としてのネジ52,53,54,55と、パンチアーム38に対し補助刃部42の位置決め調整を行う補助刃部調整機構を備える。
【解決手段】製袋機の角部切断装置30における切断部31は、パンチアーム38に取り付けられ、パンチアーム38の回転とともに中間包材99に対し回転し、ダイ部と協働して中間包材99の三角形部分62を切り落とす機能を有するパンチ部である。切断部31は、切刃として、主刃部40と補助刃部42とを備え、さらに、パンチアーム38に対し主刃部40の位置決め調整を行う主刃部調整機構としてのネジ52,53,54,55と、パンチアーム38に対し補助刃部42の位置決め調整を行う補助刃部調整機構を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋機の角部切断装置に係り、特に、シート状の包材を用いて複数の袋容器を製造する際に角部を切断する製袋機の角部切断装置に関する。
【背景技術】
【0002】
袋状の容器等をシート状の包材から作り出すには、シート状の包材を適当な順序で折り曲げ、必要な箇所を接着等で接合し、場合によっては適当な容器口部等を取り付け、また適当な外形とするために角部を切断し、その後に個々の容器に切断することが行われる。これらの工程を順序よく行って袋状容器を製造する機械は、製袋機等と呼ばれる。
【0003】
例えば、特許文献1には、スパウト付きパウチ容器の製造方法として、包材送出部から包材が送出されると、折目線形成部において複数の折目線が形成され、折畳部において、折目線に沿って、パウチの胴部、トップガセット部に相当する部分、ボトムガセット部に相当する部分が形成されることが開示されている。そして、トップガセット部にスパウトが装着され、その状態でトップガセット部に相当する部分が略八角形状になるように、不要部分の角が切断されることが述べられている。
【0004】
特許文献2には、合成樹脂複合フィルム製の注ぎ口付き自立袋に内容物を充填するまで連続的に製造する自動製袋計量充填包装方法として、注ぎ口がつけられかつ折り畳まれた本体形成用フィルムが連続的にマンドレルに供給され、底面部形成要フィルムがその間に介挿されて、山形形状のヒータでヒートシールされ、そのヒートシールされた三角形状の隣接部がパンチでもって両側からV字形に打ち抜かれることが述べられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開WO2008/096392A1号公報
【特許文献2】特平9−30506号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
シート状の包材から袋状の容器を製造する際には個別に分離するための切断が行われる他に、外形を整えるために角部が切断される。上記特許文献1の場合では、略八角形の形状とするために、矩形形状の角部が切り落とされる。このように、角部が切断されると、その箇所は、切断のために場合によっては鋭い先端となり、容器を持ったときに痛く感じる等、違和感を覚えることがある。これを避けるため、角部を丸くする追加工等を行うこともできるがコストがかかる。
【0007】
そこで、角部における角度をできるだけ鈍角側に緩和することが考えられる。特に、角部の端部が鋭い先端となるので、その端部の角度を角部の元々の角度よりも鈍角側に緩和する形状とすることが考えられる。そのためには、切断のための工具の角部端部の形状を鈍角側に広げればよい。例えば、V字形状に角部を切断する場合には、V字形状の端部を広げて、2段のV字形状となるように工具を設計すればよい。ところが、このような2段形状とすると、切断用パンチと切断用ダイとの間の位置合わせが非常に困難になり、切刃がうまく噛み合わないことが生じる。3段以上の形状となるとさらに困難性が増加する。
【0008】
本発明の目的は、複数段形状の角部切断を容易に行うことを可能とする製袋機の角部切断装置を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る製袋機の角部切断装置は、シート状の包材を用いて複数の袋容器を製造する際に切断によって角部を切断する製袋機の角部切断装置であって、ダイ部と協働し、包材の角部についてその主要形状を打ち抜く刃形を有する主刃部と、主刃部がダイ部と協働して打ち抜きを行う前にダイ部と協働するように配置され、包材の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部と、主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームと、を備えることが好ましい。
【0010】
また、本発明に係る製袋機の角部切断装置において、パンチアームは、補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有することが好ましい。
【0011】
また、本発明に係る製袋機の角部切断装置において、主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有することが好ましい。
【0012】
また、本発明に係る製袋機の角部切断装置において、主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備えることが好ましい。
【発明の効果】
【0013】
上記構成により、製袋機の角部切断装置は、角部の主要形状を打ち抜く刃形を有する主刃部と、主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部とを備える。このように、2つの刃を用いて角部の切断を行うので、例えば、主刃部と補助刃部とを別々に調整することで、ダイ部との位置決めが容易になる。なお、補助刃部は1以上あってもよいので、2段形状以上の複数段形状の角部切断を行うこともできる。
【0014】
また、製袋機の角部切断装置において、主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームを備える。これにより、パンチアームを回転駆動するだけで、複数段の角部の切断を容易に行うことができる。
【0015】
また、製袋機の角部切断装置において、パンチアームは、補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有する。このようにすることで、パンチアーム等を小型化にすることができる。また、回転中心を包材から離すことで、ゴミ等の汚染物質を出しやすい可動部分が包材の上方に配置しなくて済む。これによって、例えば、食品用容器、薬品用容器等の製造を汚染のより少ない環境下で行うことが可能となる。
【0016】
また、製袋機の角部切断装置において、主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有する。このように、補助刃部は包材の角部を完全に切り落とすわけではないので、切り屑の発生を抑制することができる。
【0017】
また、製袋機の角部切断装置において、主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備える。これによって、主刃部と補助刃部とを独立に位置決めできるので、複数段形状の角部の切断が容易となる。
【図面の簡単な説明】
【0018】
【図1】本発明に係る実施の形態の角部切断装置が適用される製袋機の構成の様子を説明する図である。
【図2】本発明に係る実施の形態の角部切断装置を有する製袋機によって製造される容器の様子を説明する三面図である。
【図3】図2に対応する斜視図である。
【図4】本発明に係る実施の形態の角部切断装置の構成を説明する図である。
【図5】図4の詳細な平面図である。
【図6】本発明に係る実施の形態の角部切断装置の切断部の様子を説明する図である。
【図7】図6で主刃部を除いたときの様子を説明する図である。
【図8】本発明に係る実施の形態の角部切断装置において、ダイ部の様子を説明する図である。
【図9】本発明に係る実施の形態の角部切断装置の作用を説明する図である。
【図10】比較のために、従来技術のV字形状1枚刃の様子を説明する図である。
【図11】比較のために、従来技術の2段階V字形状1枚刃の様子を説明する図である。
【発明を実施するための形態】
【0019】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下では、角部切断装置が適用される製袋機として、スパウト付容器を製造するものを説明するが、これは製袋機の適当な例として用いたものであって、これ以外の構成を有する製袋機に用いるものとしても勿論構わない。
【0020】
また、以下では、角部切断の対象となる包材として、既にスパウトが取り付けられている中間包材を用いて説明するが、これも説明の1例であって、スパウト取付前の包材の角部を切断する場合でも構わない。また、説明の中間包材の状態よりもさらに複雑な構造となっている半製品包材の角部を切断する場合であってもよい。
【0021】
また、以下では、スパウトが取り付けられるトップガセットを略八角形とするためにトップガセットの角部を切断するものとして説明するが、これも説明の一例であって、胴部、ボトムガセットその他の部分についての角部の切断であってもよい。また、略八角形の形状とするためにV字形状の切断を行うものを説明するが、これも例示であって、主刃部で切断される主要形状について補助刃部を用いてその角部を鈍角化するものであれば、直線形に角部を切断するような場合、あるいは矩形に角部を切断する場合であってもよい。
【0022】
以下で説明する形状、寸法、材質等は、説明のための例示であって、製袋機等の仕様に合わせ適当に変更が可能である。
【0023】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じそれ以前に述べた符号を用いるものとする。
【0024】
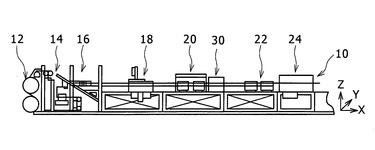
図1は、スパウト付容器を製造するための製袋機10の構成を説明する図である。この製袋機10は、原反のシートである包材が巻きつけられているリールユニット12と、包材を送り出すときのバッファ機構であるアキュムレータユニット14と、包材を折り曲げる折り曲げ装置16と、折り曲げられた包材にスパウトを供給し取り付けるスパウト取付ユニット18と、スパウト付包材のトップ部とボトム部を接合する接合ユニット20と、角部の切断を行う角部切断装置30と、トップ部とボトム部以外のその他の必要な箇所を接合するポイント接合部22と、個々のスパウト付容器に分離する分離切断ユニット24を含んで構成される。
【0025】
なお、以下の図では、図示されている内容がいずれの方向から見たものであるかを示すため、互いに直交するX,Y,Zの各方向を示してある。ここで、+X方向は、包材の流れる方向で、Z方向は製袋機10の上下方向、つまり設置床面に垂直な方向である。なお、設置床面はXY平面に平行な面である。+Y方向は、図1の場合で、紙面の手前側から奥側に向かう方向である。
【0026】
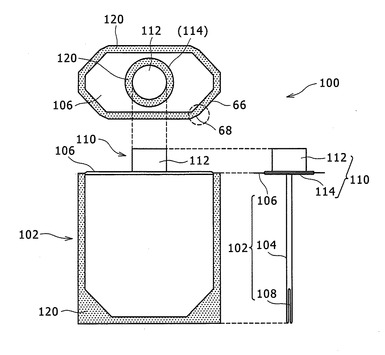
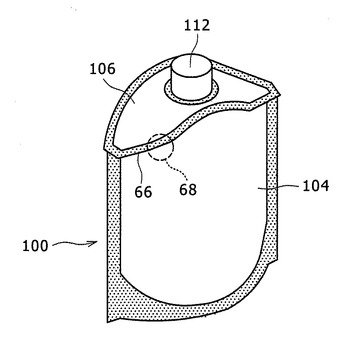
包材の角部切断を説明する前に、図1の製袋機10によって製造されるスパウト付容器100について三面図である図2と斜視図である図3を用いて説明する。スパウト付容器100は、パウチ102と呼ばれる容器本体と、スパウト110と呼ばれる容器内容物の蓋付き出入口を備えた袋状容器である。
【0027】
パウチ102の部分は、1枚のシート状の包材を折り曲げ装置16によって複数回、複数個所折り曲げて、胴部104と、トップガセットと呼ばれるトップ部106と、胴部104の下部のボトムガセットと呼ばれるボトム部108とが形成される。ボトム部108は、図2に示されるように、容器の膨らみを確保できるような折り畳み部である。これらの各部分は、接合ユニット20によって1つの袋状の容器となるように、周縁部がヒートシール技術等によって接合される。
【0028】
スパウト110は、蓋付き円筒であるスパウト主部112と、スパウト主部112の下部に設けられるフランジ部114とから構成される。トップ部106に開けられた穴にフランジ部114が嵌められ、そのフランジ部114と、トップ部106とがヒートシール技術等によって接合されて、スパウト110がパウチ102と一体化される。なお、図2、図3では、ヒートシール技術等によって接合された部分を接合部120として示されている。
【0029】
トップ部106は、図2に示されるように略八角形を有している。トップ部106は1枚のシート状の包材からこのように略八角形に形成される。略八角形の形成は、平面上の素材を複数の直線部分の辺で順次切断することで行うことができ、そのために角部切断ユニット30が用いられる。複数の直線部分の辺で略八角形を形成すると、各直線部分の交点のところが鋭い角部となって、ユーザがこのスパウト付容器100を手で持ったときに痛いと感じる場合がある。
【0030】
図2、図3に示されるように、このスパウト付容器100では、トップ部106の略八角形の形状の角部が痛くないように工夫がされている。すなわち、元々の切断辺66に対し鈍角に交差するように新たな切断辺68が設けられ、細かく言えば12角形とされている。この新たな切断辺68の追加を含めて、角部の切断について以下に説明する。
【0031】
図4は、角部切断装置30の構成を説明する正面図と側面図である。ここでは、角部切断の対象として、スパウトが取り付けられている中間包材99が示されている。この中間包材99は、図2のスパウト付容器100の角部がまだ落とされていず、個々のスパウト付容器100として分離されずに、連続した中間シート材の形態となっているものである。図4には、スパウト主部112、胴部104、トップ部106、ボトム部108が示されているが、胴部104、トップ部106、ボトム部108は個々に切り離される前の状態である。
【0032】
角部切断装置30は、中間包材99の流れる方向に沿って配置され、ダイ部70と切断部31と、切断部31が取り付けられるパンチアーム38と、パンチアーム38を回転駆動する駆動機構を含んで構成される。駆動機構は、エアシリンダ34と、駆動アーム36を含んで構成される。
【0033】
エアシリンダ34は、大気圧から適当に加圧されて供給される駆動用高圧によって、シリンダをZ方向に駆動軸を上下させる機構である。
【0034】
駆動アーム36は、角部切断装置30の筐体37に設けられる支持穴に支持される回転軸に一端部が取り付けられ、他端部がエアシリンダ34の駆動軸の先端部に接続されるアーム材である。駆動アーム36は、他端部がエアシリンダ34によって上下駆動されることによって回転軸を回転する機能を有する。この回転軸に、パンチアーム38が接続される。したがって、エアシリンダ34を上下させ、これによって駆動アーム36を介してパンチアーム38を回転駆動することができる。なお、この回転は、360度回転しなくてもよく、いわゆる揺動であってもよい。
【0035】
図4に示されるように、中間包材99の流れるX方向の両側に沿って、それぞれエアシリンダ34と駆動アーム36が配置される。したがって、パンチアーム38も中間包材99の流れるX方向の両側に沿って、すなわち、中間包材99をはさんでその両側にそれぞれ配置される。また、図4に示されるように、1つのパンチアーム38には、X方向に沿って3つの切断部31が配置される。したがって、2組のパンチアーム38の駆動によって、中間包材99は、3つのトップ部106について、それぞれ両側から角部の切断が同時に行われることになる。この6つの角部の切断のタイミングのときには、中間包材99の流れの一時停止が行われる。
【0036】
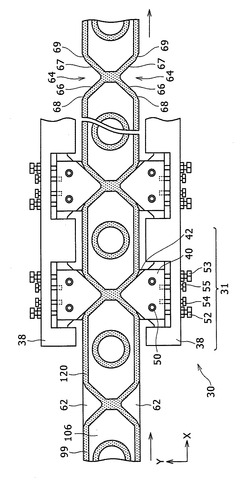
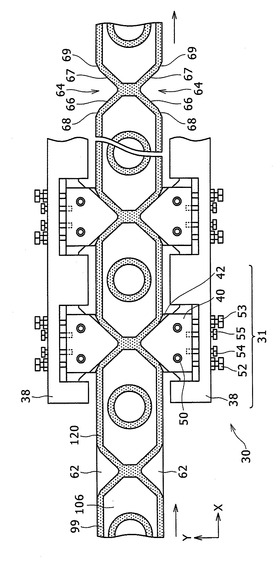
図5は、角部切断装置30の切断部31付近の詳細な平面図である。ここでは、中間包材99が+X方向に流れるように配置して示されている。上記に説明したように、切断部31は、中間包材99の両側にそれぞれ3つ配置されるが、図5ではそのうちのそれぞれの2つが図示されている。
【0037】
中間包材99は、角部切断装置30に送り込まれる前の状態において、2つのトップ部106の間に三角形部分62を有している。そして、角部切断装置30を通過した後は、その三角形部分62が切り落とされて、切欠部64となっている。切欠部64は、略V字形状であるが、図2、図3で説明したように、元々のV字形状を構成する切断辺66と、その切断辺66と鈍角で交わる追加的な切断辺68とで構成された2段階V字形状となっている。角部切断装置30は、このように、中間包材99の三角形部分62を切り落として、2段階V字形状の切欠部64とする機能を有する装置である。
【0038】
切断部31は、パンチアーム38に取り付けられ、パンチアーム38の回転とともに中間包材99に対し回転し、図5では図示されていないダイ部70と協働して中間包材99の三角形部分62を切り落とす機能を有するパンチ部である。切断部31は、切刃として、主刃部40と補助刃部42とを備え、さらに、パンチアーム38に対し主刃部40の位置決め調整を行う主刃部調整機構と、パンチアーム38に対し補助刃部42の位置決め調整を行う補助刃部調整機構を備える。主刃部調整機構としては、ネジ52,53,54,55が用いられ、補助刃部調整機構としては、ネジ56,57,58,59が用いられるが、図5では、補助刃部調整機構の4つのネジが、主刃部調整機構の4つのネジに隠れて図示されていない。
【0039】
パンチアーム38は、上記のように、角部切断装置30の筐体37の支持穴に支持される回転軸に接続される回転アームである。パンチアーム38は、X方向に沿って3つの切断部31をそれぞれ固定して保持する機能を有する。そして、個々の切断部31について、その構成要素である主刃部40と補助刃部42を一体化して保持する機能を有する。図5に示される固定ネジ50と、図5では主刃部40の下に隠れて図示されていないが補助刃部42を固定する固定ネジ51とが、この一体化保持のための締結部材である。
【0040】
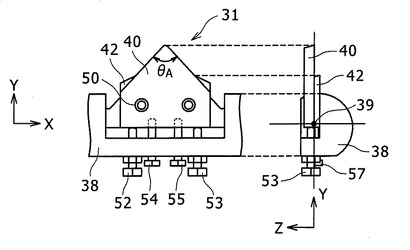
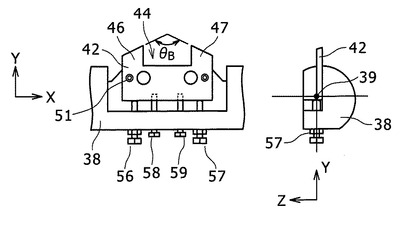
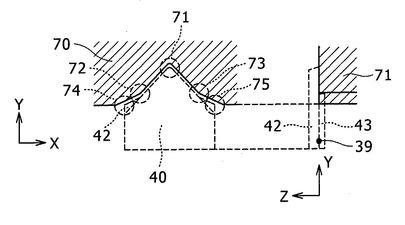
図6は1つの切断部31についての平面図と側面断面図である。図7は、図6から主刃部40を取り除いた状態の平面図と側面断面図である。図8は、切断部に対応する関係で示すダイ部70の平面断面図と側面断面図である。これらの図には、パンチアーム38の回転中心39がそれぞれ示されている。
【0041】
切断部31の主刃部40は、ダイ部70と協働し、中間包材99の角部についてその主要形状を打ち抜く刃形を有する主パンチである。ここで主要形状としては、頂角θAを有するV字形状が用いられる。頂角θAは、ここでは、例えば90度等とすることができる。刃形は、このV字形の辺のところに設けられる。
【0042】
補助刃部42は、主刃部40がダイ部70と協働して打ち抜きを行う前にダイ部70と協働するように配置される補助パンチである。補助刃部42は、中間包材99の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する。
【0043】
図7に示されるように、補助刃部42は、主要形状であるV字形状の中央部分44には刃形を有せず、中央部分の両側である両端部46,47のそれぞれに、主刃部40のV字刃形の頂角θAよりも大きな頂角θBを有し、中間包材99を部分的に切り込む部分V字刃形を有する。θBは、両端部46,47を延長して得られるV字形状の頂角で、例えば、135度等を用いることができる。
【0044】
このように、補助刃部42は、刃形としては両端部46,47のところにのみ設けられるので、中間包材99の端部からその両端部46,47の刃形の長さだけ切り込みを入れる機能を有し、中間包材99を完全に切り落とすことをしない。これによって、切り屑の発生を抑制することができる。
【0045】
固定ネジ50は、パンチアーム38に対し、補助刃部42が主刃部40よりも先にダイ部70に対し接近するように、補助刃部42と主刃部40とを回転方向に積層する積層手段である。具体的には、ダイ部70は切断部31の下部である−Z方向に配置されるので、補助刃部42を主刃部40よりも下部の−Z方向に配置し、補助刃部42の上部に主刃部40を重ねるように積層する。そして、固定ネジ51によって補助刃部42をまずパンチアーム38に締結した後、主刃部40を固定ネジ50によってパンチアーム38にしっかりと締結して一体化する。
【0046】
図6等に示されるように、パンチアーム38の回転中心39は、補助刃部42と主刃部40が積層されるその積み重ね位置に設けられる。この積み重ね位置のZ方向の位置をZ=0とすると、回転中心39は、Z=0または、Z=0近傍に設けられる。このようにすることで、ダイ部70の切刃のZ方向の高さをZ=0とすると、主刃部40が中間包材99の平面に対しほぼ垂直に刃形が当るようにできる。また、主刃部40は補助刃部42より先に中間包材99に当ることがないので、補助刃部42によって、中間包材99に対しその外側から切り込みを入れることができる。
【0047】
図6に示されるネジ52,53,54,55は、主刃部40のパンチアーム38に対する位置関係の調整のための主刃部調整機構である。なお、図6には、補助刃部調整機構の一番手前側のネジ57が僅かに図示されている。このうちネジ52,53は、主刃部40をパンチアーム38に対し+Y方向にせり出すためのものであり、ネジ54,55は逆に−Y方向に引き込めるためのものである。左右にそれぞれ設けられているのは、XY平面上での主刃部40の傾斜角度を調整できるようにするためである。
【0048】
同様に、図7に示されるネジ56,57,58,59は、補助刃部42のパンチアーム38に対する位置関係の調整のための補助刃部調整機構である。このうちネジ56,57は、補助刃部42をパンチアーム38に対し+Y方向にせり出すためのものであり、ネジ58,59は逆に−Y方向に引き込めるためのものである。左右にそれぞれ設けられているのは、XY平面上での補助刃部42の傾斜角度を調整できるようにするためである。このように、補助刃部42と主刃部40とは、それぞれが独立して、パンチアーム38に対する位置関係の調整を行うことができる。
【0049】
図8は、ダイ部70の様子を示す図である。ダイ部70は、中間包材99の三角形部分62を切欠部64として切り落とすように、設計上の切欠部64の形状と同じ刃形形状を有する。したがって、5つの曲がり角71,72,73,74,75を有する2段階V字形状の刃形形状を有する。この刃形形状に切断部31の刃形を合わせるために、主刃部調整機構と補助刃部調整機構が用いられる。
【0050】
すなわち、固定ネジ50を一旦緩め、主刃部調整機構であるネジ52,53,54,55を用いて、主刃部40の2辺を、曲がり角71と曲がり角72の間の辺、曲がり角71と曲がり角73の間の辺に合わせる。次にその状態で、補助刃部調整機構であるネジ56,57,58,59を用いて、補助刃部42を、曲がり角72,73,74,75に合わせる。上記のように補助刃部42の中央部分44には刃形を有していないので、曲がり角71に補助刃部42を合わせる必要がない。
【0051】
これらが終れば、再び固定ネジ50を回して、主刃部40と補助刃部42をパンチアーム38にしっかりと締結する。このようにして、切断部31の刃形がダイ部70の2段階V字形状の刃形に正確に合わせることができる。
【0052】
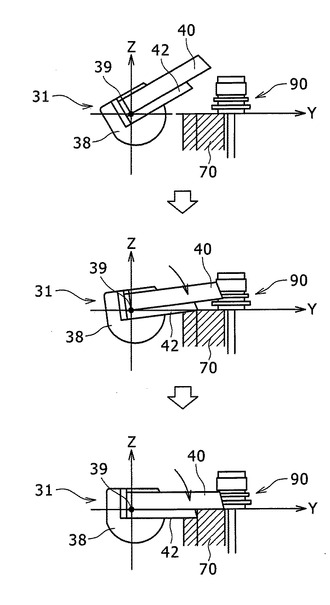
図9は、上記構成の作用を説明する図である。ここでは、切断部31が初期状態のとき、切断部31の補助刃部42による切り込みが行われるとき、切断部31の主刃部40による切り落としが行われるときが時系列に沿って示されている。
【0053】
図9の最上段の状態図は、切断部31が初期状態のときの様子を示す図である。ここでは、切断部31は、パンチアーム38の回転状態が図9の紙面上で反時計方向に最も回転したときの状態となっている。このように、パンチアーム38は、回転中心39の周りに1回転するのではなく、予め定められた回転角度の範囲で往復運動をする。つまり、いわゆる揺動運動をする。なお、既に述べたように、パンチアーム38は、360度回転するものとしてもよい。
【0054】
図9の中段の状態図は、初期状態から切断部31が回転中心39の周りに図9の紙面上で時計方向に回転し、切断部31の補助刃部42による切り込みが行われるときの様子を示す図である。ここでは、補助刃部42の両端部46,47の刃形がダイ部70の刃形にちょうど当っている。そこでさらに切断部31が回転することで、中間包材99に対し、切断辺68に相当する切込みが行われる。
【0055】
図9の最下段の状態図は、さらに切断部31が回転中心39の周りに図9の紙面上で時計方向に回転し、切断部31の主刃部40による切り落としが行われるときの様子を示す図である。ここでは、主刃部40の刃形がダイ部70の刃形にちょうど当っている。このとき、回転中心39のZ方向の位置をダイ部70の刃形上面に対しほぼ同じ位置に設定することで、主刃部40の刃形先端が中間包材99の表面にほぼ垂直に当り始めるようにすることができる。
【0056】
この状態からさらに切断部31が回転することで、中間包材99に対し、切断辺66に相当する部分が切り込まれる。このことで、先ほどの切断辺68の切込みとあいまって、中間包材99の三角形部分62が切り落とされて、切欠部64が形成される。
【0057】
この切欠部64は、上記のように、中間包材99の角部である三角形部分62について、主刃部40で形成される主要形状であるV字形状の端部を、補助刃部42によって、主要形状に対し鈍角で交差する形状に切断して、2段階V字形状としたものである。このように、角部が2段階V字形状となっているので、角部がV字形状である場合に比べ、ユーザが手に持ったときに痛いと感じることが少なくなる。
【0058】
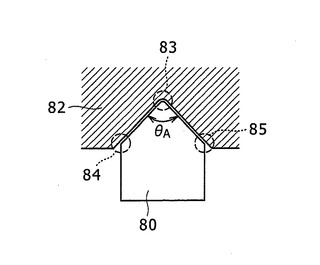
図10と図11は、比較のために、従来技術の切断部とダイ部の例を示す図である。図10は、V字形状の1枚刃80とこれに対応するダイ部82の様子を説明する図である。この1枚刃80は、頂角がθAを有する単純なV字形状であるので、ダイ部82の3つの曲がり角83,84,85に刃形を合わせればよい。この調整作業はあまり困難ではない。しかし、加工上がりの対象物の角部はV字形状であるので、ユーザが手に持ったとき、痛いと感じることがある。
【0059】
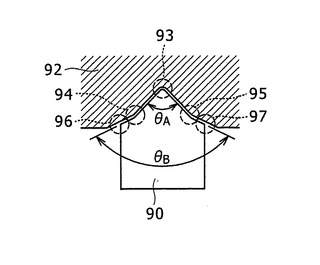
図11は、2段階V字形状の1枚刃90とこれに対応するダイ部92の様子を説明する図である。この1枚刃80は、頂角がθAを有し、その裾部分が頂角θBを有する2段階V字形状であるので、ダイ部92の5つの曲がり角93,94,95,96,97に刃形を合わせなければならない。この調整作業は非常に困難で、実際には、この1枚刃80の刃形とダイ部92の刃形をきちんと合わせることができないか、できたとしても、切断処理を続けているうちに刃当りが生じる。このように、1枚刃80で、2段階V字形状の切断を行うことは困難である。
【産業上の利用可能性】
【0060】
本発明に係る製袋機の角部切断装置は、シート状の包材から袋状の容器を作り出すことに利用できる。
【符号の説明】
【0061】
10 製袋機、12 リールユニット、14 アキュムレータユニット、16 折り曲げ装置、18 スパウト取付ユニット、20 接合ユニット、22 ポイント接合部、24 分離切断ユニット、30 角部切断装置、31 切断部、34 エアシリンダ、36 駆動アーム、37 筐体、38 パンチアーム、39 回転中心、40 主刃部、42 補助刃部、44 中央部分、46,47 両端部、50,51 固定ネジ、52,53,54,55,56,57,58,59 ネジ、62 三角形部分、64 切欠部、66,68 切断辺、70,82,92 ダイ部、71,72,73,74,75,83,84,85,93,94,95,96,97 曲がり角、80,90 1枚刃、99 中間包材、100 スパウト付容器、102 パウチ、104 胴部、106 トップ部、108 ボトム部、110 スパウト、112 スパウト主部、114 フランジ部、120 接合部。
【技術分野】
【0001】
本発明は、製袋機の角部切断装置に係り、特に、シート状の包材を用いて複数の袋容器を製造する際に角部を切断する製袋機の角部切断装置に関する。
【背景技術】
【0002】
袋状の容器等をシート状の包材から作り出すには、シート状の包材を適当な順序で折り曲げ、必要な箇所を接着等で接合し、場合によっては適当な容器口部等を取り付け、また適当な外形とするために角部を切断し、その後に個々の容器に切断することが行われる。これらの工程を順序よく行って袋状容器を製造する機械は、製袋機等と呼ばれる。
【0003】
例えば、特許文献1には、スパウト付きパウチ容器の製造方法として、包材送出部から包材が送出されると、折目線形成部において複数の折目線が形成され、折畳部において、折目線に沿って、パウチの胴部、トップガセット部に相当する部分、ボトムガセット部に相当する部分が形成されることが開示されている。そして、トップガセット部にスパウトが装着され、その状態でトップガセット部に相当する部分が略八角形状になるように、不要部分の角が切断されることが述べられている。
【0004】
特許文献2には、合成樹脂複合フィルム製の注ぎ口付き自立袋に内容物を充填するまで連続的に製造する自動製袋計量充填包装方法として、注ぎ口がつけられかつ折り畳まれた本体形成用フィルムが連続的にマンドレルに供給され、底面部形成要フィルムがその間に介挿されて、山形形状のヒータでヒートシールされ、そのヒートシールされた三角形状の隣接部がパンチでもって両側からV字形に打ち抜かれることが述べられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開WO2008/096392A1号公報
【特許文献2】特平9−30506号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
シート状の包材から袋状の容器を製造する際には個別に分離するための切断が行われる他に、外形を整えるために角部が切断される。上記特許文献1の場合では、略八角形の形状とするために、矩形形状の角部が切り落とされる。このように、角部が切断されると、その箇所は、切断のために場合によっては鋭い先端となり、容器を持ったときに痛く感じる等、違和感を覚えることがある。これを避けるため、角部を丸くする追加工等を行うこともできるがコストがかかる。
【0007】
そこで、角部における角度をできるだけ鈍角側に緩和することが考えられる。特に、角部の端部が鋭い先端となるので、その端部の角度を角部の元々の角度よりも鈍角側に緩和する形状とすることが考えられる。そのためには、切断のための工具の角部端部の形状を鈍角側に広げればよい。例えば、V字形状に角部を切断する場合には、V字形状の端部を広げて、2段のV字形状となるように工具を設計すればよい。ところが、このような2段形状とすると、切断用パンチと切断用ダイとの間の位置合わせが非常に困難になり、切刃がうまく噛み合わないことが生じる。3段以上の形状となるとさらに困難性が増加する。
【0008】
本発明の目的は、複数段形状の角部切断を容易に行うことを可能とする製袋機の角部切断装置を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る製袋機の角部切断装置は、シート状の包材を用いて複数の袋容器を製造する際に切断によって角部を切断する製袋機の角部切断装置であって、ダイ部と協働し、包材の角部についてその主要形状を打ち抜く刃形を有する主刃部と、主刃部がダイ部と協働して打ち抜きを行う前にダイ部と協働するように配置され、包材の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部と、主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームと、を備えることが好ましい。
【0010】
また、本発明に係る製袋機の角部切断装置において、パンチアームは、補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有することが好ましい。
【0011】
また、本発明に係る製袋機の角部切断装置において、主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有することが好ましい。
【0012】
また、本発明に係る製袋機の角部切断装置において、主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備えることが好ましい。
【発明の効果】
【0013】
上記構成により、製袋機の角部切断装置は、角部の主要形状を打ち抜く刃形を有する主刃部と、主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部とを備える。このように、2つの刃を用いて角部の切断を行うので、例えば、主刃部と補助刃部とを別々に調整することで、ダイ部との位置決めが容易になる。なお、補助刃部は1以上あってもよいので、2段形状以上の複数段形状の角部切断を行うこともできる。
【0014】
また、製袋機の角部切断装置において、主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームを備える。これにより、パンチアームを回転駆動するだけで、複数段の角部の切断を容易に行うことができる。
【0015】
また、製袋機の角部切断装置において、パンチアームは、補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有する。このようにすることで、パンチアーム等を小型化にすることができる。また、回転中心を包材から離すことで、ゴミ等の汚染物質を出しやすい可動部分が包材の上方に配置しなくて済む。これによって、例えば、食品用容器、薬品用容器等の製造を汚染のより少ない環境下で行うことが可能となる。
【0016】
また、製袋機の角部切断装置において、主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有する。このように、補助刃部は包材の角部を完全に切り落とすわけではないので、切り屑の発生を抑制することができる。
【0017】
また、製袋機の角部切断装置において、主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備える。これによって、主刃部と補助刃部とを独立に位置決めできるので、複数段形状の角部の切断が容易となる。
【図面の簡単な説明】
【0018】
【図1】本発明に係る実施の形態の角部切断装置が適用される製袋機の構成の様子を説明する図である。
【図2】本発明に係る実施の形態の角部切断装置を有する製袋機によって製造される容器の様子を説明する三面図である。
【図3】図2に対応する斜視図である。
【図4】本発明に係る実施の形態の角部切断装置の構成を説明する図である。
【図5】図4の詳細な平面図である。
【図6】本発明に係る実施の形態の角部切断装置の切断部の様子を説明する図である。
【図7】図6で主刃部を除いたときの様子を説明する図である。
【図8】本発明に係る実施の形態の角部切断装置において、ダイ部の様子を説明する図である。
【図9】本発明に係る実施の形態の角部切断装置の作用を説明する図である。
【図10】比較のために、従来技術のV字形状1枚刃の様子を説明する図である。
【図11】比較のために、従来技術の2段階V字形状1枚刃の様子を説明する図である。
【発明を実施するための形態】
【0019】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下では、角部切断装置が適用される製袋機として、スパウト付容器を製造するものを説明するが、これは製袋機の適当な例として用いたものであって、これ以外の構成を有する製袋機に用いるものとしても勿論構わない。
【0020】
また、以下では、角部切断の対象となる包材として、既にスパウトが取り付けられている中間包材を用いて説明するが、これも説明の1例であって、スパウト取付前の包材の角部を切断する場合でも構わない。また、説明の中間包材の状態よりもさらに複雑な構造となっている半製品包材の角部を切断する場合であってもよい。
【0021】
また、以下では、スパウトが取り付けられるトップガセットを略八角形とするためにトップガセットの角部を切断するものとして説明するが、これも説明の一例であって、胴部、ボトムガセットその他の部分についての角部の切断であってもよい。また、略八角形の形状とするためにV字形状の切断を行うものを説明するが、これも例示であって、主刃部で切断される主要形状について補助刃部を用いてその角部を鈍角化するものであれば、直線形に角部を切断するような場合、あるいは矩形に角部を切断する場合であってもよい。
【0022】
以下で説明する形状、寸法、材質等は、説明のための例示であって、製袋機等の仕様に合わせ適当に変更が可能である。
【0023】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じそれ以前に述べた符号を用いるものとする。
【0024】
図1は、スパウト付容器を製造するための製袋機10の構成を説明する図である。この製袋機10は、原反のシートである包材が巻きつけられているリールユニット12と、包材を送り出すときのバッファ機構であるアキュムレータユニット14と、包材を折り曲げる折り曲げ装置16と、折り曲げられた包材にスパウトを供給し取り付けるスパウト取付ユニット18と、スパウト付包材のトップ部とボトム部を接合する接合ユニット20と、角部の切断を行う角部切断装置30と、トップ部とボトム部以外のその他の必要な箇所を接合するポイント接合部22と、個々のスパウト付容器に分離する分離切断ユニット24を含んで構成される。
【0025】
なお、以下の図では、図示されている内容がいずれの方向から見たものであるかを示すため、互いに直交するX,Y,Zの各方向を示してある。ここで、+X方向は、包材の流れる方向で、Z方向は製袋機10の上下方向、つまり設置床面に垂直な方向である。なお、設置床面はXY平面に平行な面である。+Y方向は、図1の場合で、紙面の手前側から奥側に向かう方向である。
【0026】
包材の角部切断を説明する前に、図1の製袋機10によって製造されるスパウト付容器100について三面図である図2と斜視図である図3を用いて説明する。スパウト付容器100は、パウチ102と呼ばれる容器本体と、スパウト110と呼ばれる容器内容物の蓋付き出入口を備えた袋状容器である。
【0027】
パウチ102の部分は、1枚のシート状の包材を折り曲げ装置16によって複数回、複数個所折り曲げて、胴部104と、トップガセットと呼ばれるトップ部106と、胴部104の下部のボトムガセットと呼ばれるボトム部108とが形成される。ボトム部108は、図2に示されるように、容器の膨らみを確保できるような折り畳み部である。これらの各部分は、接合ユニット20によって1つの袋状の容器となるように、周縁部がヒートシール技術等によって接合される。
【0028】
スパウト110は、蓋付き円筒であるスパウト主部112と、スパウト主部112の下部に設けられるフランジ部114とから構成される。トップ部106に開けられた穴にフランジ部114が嵌められ、そのフランジ部114と、トップ部106とがヒートシール技術等によって接合されて、スパウト110がパウチ102と一体化される。なお、図2、図3では、ヒートシール技術等によって接合された部分を接合部120として示されている。
【0029】
トップ部106は、図2に示されるように略八角形を有している。トップ部106は1枚のシート状の包材からこのように略八角形に形成される。略八角形の形成は、平面上の素材を複数の直線部分の辺で順次切断することで行うことができ、そのために角部切断ユニット30が用いられる。複数の直線部分の辺で略八角形を形成すると、各直線部分の交点のところが鋭い角部となって、ユーザがこのスパウト付容器100を手で持ったときに痛いと感じる場合がある。
【0030】
図2、図3に示されるように、このスパウト付容器100では、トップ部106の略八角形の形状の角部が痛くないように工夫がされている。すなわち、元々の切断辺66に対し鈍角に交差するように新たな切断辺68が設けられ、細かく言えば12角形とされている。この新たな切断辺68の追加を含めて、角部の切断について以下に説明する。
【0031】
図4は、角部切断装置30の構成を説明する正面図と側面図である。ここでは、角部切断の対象として、スパウトが取り付けられている中間包材99が示されている。この中間包材99は、図2のスパウト付容器100の角部がまだ落とされていず、個々のスパウト付容器100として分離されずに、連続した中間シート材の形態となっているものである。図4には、スパウト主部112、胴部104、トップ部106、ボトム部108が示されているが、胴部104、トップ部106、ボトム部108は個々に切り離される前の状態である。
【0032】
角部切断装置30は、中間包材99の流れる方向に沿って配置され、ダイ部70と切断部31と、切断部31が取り付けられるパンチアーム38と、パンチアーム38を回転駆動する駆動機構を含んで構成される。駆動機構は、エアシリンダ34と、駆動アーム36を含んで構成される。
【0033】
エアシリンダ34は、大気圧から適当に加圧されて供給される駆動用高圧によって、シリンダをZ方向に駆動軸を上下させる機構である。
【0034】
駆動アーム36は、角部切断装置30の筐体37に設けられる支持穴に支持される回転軸に一端部が取り付けられ、他端部がエアシリンダ34の駆動軸の先端部に接続されるアーム材である。駆動アーム36は、他端部がエアシリンダ34によって上下駆動されることによって回転軸を回転する機能を有する。この回転軸に、パンチアーム38が接続される。したがって、エアシリンダ34を上下させ、これによって駆動アーム36を介してパンチアーム38を回転駆動することができる。なお、この回転は、360度回転しなくてもよく、いわゆる揺動であってもよい。
【0035】
図4に示されるように、中間包材99の流れるX方向の両側に沿って、それぞれエアシリンダ34と駆動アーム36が配置される。したがって、パンチアーム38も中間包材99の流れるX方向の両側に沿って、すなわち、中間包材99をはさんでその両側にそれぞれ配置される。また、図4に示されるように、1つのパンチアーム38には、X方向に沿って3つの切断部31が配置される。したがって、2組のパンチアーム38の駆動によって、中間包材99は、3つのトップ部106について、それぞれ両側から角部の切断が同時に行われることになる。この6つの角部の切断のタイミングのときには、中間包材99の流れの一時停止が行われる。
【0036】
図5は、角部切断装置30の切断部31付近の詳細な平面図である。ここでは、中間包材99が+X方向に流れるように配置して示されている。上記に説明したように、切断部31は、中間包材99の両側にそれぞれ3つ配置されるが、図5ではそのうちのそれぞれの2つが図示されている。
【0037】
中間包材99は、角部切断装置30に送り込まれる前の状態において、2つのトップ部106の間に三角形部分62を有している。そして、角部切断装置30を通過した後は、その三角形部分62が切り落とされて、切欠部64となっている。切欠部64は、略V字形状であるが、図2、図3で説明したように、元々のV字形状を構成する切断辺66と、その切断辺66と鈍角で交わる追加的な切断辺68とで構成された2段階V字形状となっている。角部切断装置30は、このように、中間包材99の三角形部分62を切り落として、2段階V字形状の切欠部64とする機能を有する装置である。
【0038】
切断部31は、パンチアーム38に取り付けられ、パンチアーム38の回転とともに中間包材99に対し回転し、図5では図示されていないダイ部70と協働して中間包材99の三角形部分62を切り落とす機能を有するパンチ部である。切断部31は、切刃として、主刃部40と補助刃部42とを備え、さらに、パンチアーム38に対し主刃部40の位置決め調整を行う主刃部調整機構と、パンチアーム38に対し補助刃部42の位置決め調整を行う補助刃部調整機構を備える。主刃部調整機構としては、ネジ52,53,54,55が用いられ、補助刃部調整機構としては、ネジ56,57,58,59が用いられるが、図5では、補助刃部調整機構の4つのネジが、主刃部調整機構の4つのネジに隠れて図示されていない。
【0039】
パンチアーム38は、上記のように、角部切断装置30の筐体37の支持穴に支持される回転軸に接続される回転アームである。パンチアーム38は、X方向に沿って3つの切断部31をそれぞれ固定して保持する機能を有する。そして、個々の切断部31について、その構成要素である主刃部40と補助刃部42を一体化して保持する機能を有する。図5に示される固定ネジ50と、図5では主刃部40の下に隠れて図示されていないが補助刃部42を固定する固定ネジ51とが、この一体化保持のための締結部材である。
【0040】
図6は1つの切断部31についての平面図と側面断面図である。図7は、図6から主刃部40を取り除いた状態の平面図と側面断面図である。図8は、切断部に対応する関係で示すダイ部70の平面断面図と側面断面図である。これらの図には、パンチアーム38の回転中心39がそれぞれ示されている。
【0041】
切断部31の主刃部40は、ダイ部70と協働し、中間包材99の角部についてその主要形状を打ち抜く刃形を有する主パンチである。ここで主要形状としては、頂角θAを有するV字形状が用いられる。頂角θAは、ここでは、例えば90度等とすることができる。刃形は、このV字形の辺のところに設けられる。
【0042】
補助刃部42は、主刃部40がダイ部70と協働して打ち抜きを行う前にダイ部70と協働するように配置される補助パンチである。補助刃部42は、中間包材99の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する。
【0043】
図7に示されるように、補助刃部42は、主要形状であるV字形状の中央部分44には刃形を有せず、中央部分の両側である両端部46,47のそれぞれに、主刃部40のV字刃形の頂角θAよりも大きな頂角θBを有し、中間包材99を部分的に切り込む部分V字刃形を有する。θBは、両端部46,47を延長して得られるV字形状の頂角で、例えば、135度等を用いることができる。
【0044】
このように、補助刃部42は、刃形としては両端部46,47のところにのみ設けられるので、中間包材99の端部からその両端部46,47の刃形の長さだけ切り込みを入れる機能を有し、中間包材99を完全に切り落とすことをしない。これによって、切り屑の発生を抑制することができる。
【0045】
固定ネジ50は、パンチアーム38に対し、補助刃部42が主刃部40よりも先にダイ部70に対し接近するように、補助刃部42と主刃部40とを回転方向に積層する積層手段である。具体的には、ダイ部70は切断部31の下部である−Z方向に配置されるので、補助刃部42を主刃部40よりも下部の−Z方向に配置し、補助刃部42の上部に主刃部40を重ねるように積層する。そして、固定ネジ51によって補助刃部42をまずパンチアーム38に締結した後、主刃部40を固定ネジ50によってパンチアーム38にしっかりと締結して一体化する。
【0046】
図6等に示されるように、パンチアーム38の回転中心39は、補助刃部42と主刃部40が積層されるその積み重ね位置に設けられる。この積み重ね位置のZ方向の位置をZ=0とすると、回転中心39は、Z=0または、Z=0近傍に設けられる。このようにすることで、ダイ部70の切刃のZ方向の高さをZ=0とすると、主刃部40が中間包材99の平面に対しほぼ垂直に刃形が当るようにできる。また、主刃部40は補助刃部42より先に中間包材99に当ることがないので、補助刃部42によって、中間包材99に対しその外側から切り込みを入れることができる。
【0047】
図6に示されるネジ52,53,54,55は、主刃部40のパンチアーム38に対する位置関係の調整のための主刃部調整機構である。なお、図6には、補助刃部調整機構の一番手前側のネジ57が僅かに図示されている。このうちネジ52,53は、主刃部40をパンチアーム38に対し+Y方向にせり出すためのものであり、ネジ54,55は逆に−Y方向に引き込めるためのものである。左右にそれぞれ設けられているのは、XY平面上での主刃部40の傾斜角度を調整できるようにするためである。
【0048】
同様に、図7に示されるネジ56,57,58,59は、補助刃部42のパンチアーム38に対する位置関係の調整のための補助刃部調整機構である。このうちネジ56,57は、補助刃部42をパンチアーム38に対し+Y方向にせり出すためのものであり、ネジ58,59は逆に−Y方向に引き込めるためのものである。左右にそれぞれ設けられているのは、XY平面上での補助刃部42の傾斜角度を調整できるようにするためである。このように、補助刃部42と主刃部40とは、それぞれが独立して、パンチアーム38に対する位置関係の調整を行うことができる。
【0049】
図8は、ダイ部70の様子を示す図である。ダイ部70は、中間包材99の三角形部分62を切欠部64として切り落とすように、設計上の切欠部64の形状と同じ刃形形状を有する。したがって、5つの曲がり角71,72,73,74,75を有する2段階V字形状の刃形形状を有する。この刃形形状に切断部31の刃形を合わせるために、主刃部調整機構と補助刃部調整機構が用いられる。
【0050】
すなわち、固定ネジ50を一旦緩め、主刃部調整機構であるネジ52,53,54,55を用いて、主刃部40の2辺を、曲がり角71と曲がり角72の間の辺、曲がり角71と曲がり角73の間の辺に合わせる。次にその状態で、補助刃部調整機構であるネジ56,57,58,59を用いて、補助刃部42を、曲がり角72,73,74,75に合わせる。上記のように補助刃部42の中央部分44には刃形を有していないので、曲がり角71に補助刃部42を合わせる必要がない。
【0051】
これらが終れば、再び固定ネジ50を回して、主刃部40と補助刃部42をパンチアーム38にしっかりと締結する。このようにして、切断部31の刃形がダイ部70の2段階V字形状の刃形に正確に合わせることができる。
【0052】
図9は、上記構成の作用を説明する図である。ここでは、切断部31が初期状態のとき、切断部31の補助刃部42による切り込みが行われるとき、切断部31の主刃部40による切り落としが行われるときが時系列に沿って示されている。
【0053】
図9の最上段の状態図は、切断部31が初期状態のときの様子を示す図である。ここでは、切断部31は、パンチアーム38の回転状態が図9の紙面上で反時計方向に最も回転したときの状態となっている。このように、パンチアーム38は、回転中心39の周りに1回転するのではなく、予め定められた回転角度の範囲で往復運動をする。つまり、いわゆる揺動運動をする。なお、既に述べたように、パンチアーム38は、360度回転するものとしてもよい。
【0054】
図9の中段の状態図は、初期状態から切断部31が回転中心39の周りに図9の紙面上で時計方向に回転し、切断部31の補助刃部42による切り込みが行われるときの様子を示す図である。ここでは、補助刃部42の両端部46,47の刃形がダイ部70の刃形にちょうど当っている。そこでさらに切断部31が回転することで、中間包材99に対し、切断辺68に相当する切込みが行われる。
【0055】
図9の最下段の状態図は、さらに切断部31が回転中心39の周りに図9の紙面上で時計方向に回転し、切断部31の主刃部40による切り落としが行われるときの様子を示す図である。ここでは、主刃部40の刃形がダイ部70の刃形にちょうど当っている。このとき、回転中心39のZ方向の位置をダイ部70の刃形上面に対しほぼ同じ位置に設定することで、主刃部40の刃形先端が中間包材99の表面にほぼ垂直に当り始めるようにすることができる。
【0056】
この状態からさらに切断部31が回転することで、中間包材99に対し、切断辺66に相当する部分が切り込まれる。このことで、先ほどの切断辺68の切込みとあいまって、中間包材99の三角形部分62が切り落とされて、切欠部64が形成される。
【0057】
この切欠部64は、上記のように、中間包材99の角部である三角形部分62について、主刃部40で形成される主要形状であるV字形状の端部を、補助刃部42によって、主要形状に対し鈍角で交差する形状に切断して、2段階V字形状としたものである。このように、角部が2段階V字形状となっているので、角部がV字形状である場合に比べ、ユーザが手に持ったときに痛いと感じることが少なくなる。
【0058】
図10と図11は、比較のために、従来技術の切断部とダイ部の例を示す図である。図10は、V字形状の1枚刃80とこれに対応するダイ部82の様子を説明する図である。この1枚刃80は、頂角がθAを有する単純なV字形状であるので、ダイ部82の3つの曲がり角83,84,85に刃形を合わせればよい。この調整作業はあまり困難ではない。しかし、加工上がりの対象物の角部はV字形状であるので、ユーザが手に持ったとき、痛いと感じることがある。
【0059】
図11は、2段階V字形状の1枚刃90とこれに対応するダイ部92の様子を説明する図である。この1枚刃80は、頂角がθAを有し、その裾部分が頂角θBを有する2段階V字形状であるので、ダイ部92の5つの曲がり角93,94,95,96,97に刃形を合わせなければならない。この調整作業は非常に困難で、実際には、この1枚刃80の刃形とダイ部92の刃形をきちんと合わせることができないか、できたとしても、切断処理を続けているうちに刃当りが生じる。このように、1枚刃80で、2段階V字形状の切断を行うことは困難である。
【産業上の利用可能性】
【0060】
本発明に係る製袋機の角部切断装置は、シート状の包材から袋状の容器を作り出すことに利用できる。
【符号の説明】
【0061】
10 製袋機、12 リールユニット、14 アキュムレータユニット、16 折り曲げ装置、18 スパウト取付ユニット、20 接合ユニット、22 ポイント接合部、24 分離切断ユニット、30 角部切断装置、31 切断部、34 エアシリンダ、36 駆動アーム、37 筐体、38 パンチアーム、39 回転中心、40 主刃部、42 補助刃部、44 中央部分、46,47 両端部、50,51 固定ネジ、52,53,54,55,56,57,58,59 ネジ、62 三角形部分、64 切欠部、66,68 切断辺、70,82,92 ダイ部、71,72,73,74,75,83,84,85,93,94,95,96,97 曲がり角、80,90 1枚刃、99 中間包材、100 スパウト付容器、102 パウチ、104 胴部、106 トップ部、108 ボトム部、110 スパウト、112 スパウト主部、114 フランジ部、120 接合部。
【特許請求の範囲】
【請求項1】
シート状の包材を用いて複数の袋容器を製造する際に切断によって角部を切断する製袋機の角部切断装置であって、
ダイ部と協働し、包材の角部についてその主要形状を打ち抜く刃形を有する主刃部と、
主刃部がダイ部と協働して打ち抜きを行う前にダイ部と協働するように配置され、包材の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部と、
主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームと、
を備えることを特徴とする製袋機の角部切断装置。
【請求項2】
請求項1に記載の製袋機の角部切断装置において、
パンチアームは、
補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有することを特徴とする製袋機の角部切断装置。
【請求項3】
請求項2に記載の製袋機の角部切断装置において、
主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、
補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有することを特徴とする製袋機の角部切断装置。
【請求項4】
請求項1に記載の製袋機の角部切断装置において、
主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、
主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備えることを特徴とする製袋機の角部切断装置。
【請求項1】
シート状の包材を用いて複数の袋容器を製造する際に切断によって角部を切断する製袋機の角部切断装置であって、
ダイ部と協働し、包材の角部についてその主要形状を打ち抜く刃形を有する主刃部と、
主刃部がダイ部と協働して打ち抜きを行う前にダイ部と協働するように配置され、包材の角部についてその主要形状の端部を、主要形状に対し鈍角で交差する形状に部分的に切り込む刃形を有する補助刃部と、
主刃部と補助刃部を一体化して保持し、回転中心を中心としてダイ部に対し回転するパンチアームと、
を備えることを特徴とする製袋機の角部切断装置。
【請求項2】
請求項1に記載の製袋機の角部切断装置において、
パンチアームは、
補助刃部が主刃部よりも先にダイ部に対し接近するように、補助刃部と主刃部とを回転方向に積層する積層手段を有することを特徴とする製袋機の角部切断装置。
【請求項3】
請求項2に記載の製袋機の角部切断装置において、
主刃部は、主要形状をV字形状として包材を打ち抜くV字刃形を有し、
補助刃部は、主要形状であるV字形状の中央部分には刃形を有せず、中央部分の両側である両端部のそれぞれに、主刃部のV字刃形のV字角度よりも大きなV字角度を有し、包材を部分的に切り込む部分V字刃形を有することを特徴とする製袋機の角部切断装置。
【請求項4】
請求項1に記載の製袋機の角部切断装置において、
主刃部とダイ部との間の位置関係を調整する主刃部調整機構と、
主刃部調整機構とは独立に、補助刃部とダイ部との間の位置関係を調整する補助刃部調整機構を備えることを特徴とする製袋機の角部切断装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−207037(P2011−207037A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−76881(P2010−76881)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]