
積水化成品工業株式会社により出願された特許
901 - 910 / 1,335
型内発泡成形用ポリ乳酸系樹脂発泡粒子の製造方法
【課題】 本発明は、型内発泡成形によって耐熱性及び機械的強度に優れたポリ乳酸系樹脂発泡成形体を得ることができる型内発泡成形用ポリ乳酸系樹脂発泡粒子の製造方法を提供する。
【解決手段】 本発明の型内発泡成形用ポリ乳酸系樹脂発泡粒子の製造方法は、構成モノマー成分としてL体成分を95モル%よりも多く含有するポリ乳酸系樹脂と、構成モノマー成分としてD体成分を95モル%よりも多く含有するポリ乳酸系樹脂とを含有し且つ上記ポリ乳酸のうちの何れか一方のポリ乳酸を80〜98重量%含有し、他方のポリ乳酸を2〜20重量%含有しているポリ乳酸系樹脂混合物を押出機に供給して発泡剤の存在下にて溶融混練し押出発泡して押出発泡体を製造し、この押出発泡体を粒子状に切断してポリ乳酸系樹脂発泡粒子を製造することを特徴とする。
(もっと読む)
板状のワークの梱包資材およびそれを用いた梱包体

【課題】傷の付きやすい板状のワークであっても、角部や周縁部に梱包資材による傷が付くのを回避することのできる梱包資材A、およびそれを用いた梱包体Bを得る。
【解決手段】梱包資材Aは、4隅に位置決めされる樹脂発泡体製の4個のベース部材10a〜10dと、位置決めされたベース部材を利用して対して互いに平行にかつベース部材よりも内側に取り付けられる一対のワーク支持部材30a,30bと、位置決めされた対向する2つのベース部材10a,10bの間にワーク支持部材30a,30bと直交する方向に掛け渡される棒状の剛性部材40と、棒状の剛性部材40に取り付けられる樹脂発泡体製の緩衝材50とからなる。板状のワークWは、ワーク支持部材30a,30bに形成した幅の狭いワーク支持用リブ31、31のよって、その裏面から支持される。梱包した板状のワークWの上方への移動は、棒状の剛性部材40に取り付けられる樹脂発泡体製の緩衝材50によって阻止される。
(もっと読む)
推進管の連結構造及びこれに用いられるクッション材
【課題】 施工時に推進管の端面が破損するのを確実に防止することができる推進管の連結構造及びこれに用いられるクッション材を提供する。
【解決手段】 推進工法における推進管1,1’の連結構造に用いられる本発明に係るクッション材5は、先行する推進管1の後端部と後続する推進管1’の先端部との間に介装される発泡樹脂製のクッション材4と少なくとも先行する推進管1の後端部との間に介装され、軸長方向においては推進力に基づく圧縮応力よりも大きな圧縮強度を有し且つそれと直交する方向においては推進管の引張強度よりも小さい剪断強度を有することを特徴とする。
(もっと読む)
板状体搬送用ボックス
【課題】発泡樹脂製パッド30の寸法が大型化した場合であっても、発泡樹脂製パッドの成形を容易にし、安定した状態で外装ケース20内に配置することが可能なガラス基板等の板状体搬送用ボックスを得る。
【解決手段】外装ケース20と、その中に配置する左右一対の発泡樹脂製パッド30、30とを少なくとも備える板状体搬送用ボックスAにおいて、発泡樹脂製パッド30を底パッド40と底パッド40に垂直姿勢で係止可能な側面パッド50との2部材で構成し、側面パッド50は左右の側壁51と背面壁52とを有する水平断面コ字型とする。
(もっと読む)
ポリプロピレン系樹脂発泡体の製造方法及びポリプロピレン系樹脂発泡体
【課題】特に表面平滑性及び耐熱性に優れ、更に柔軟性、圧縮回復性、緩衝性、断熱性、環境適合性、機械的物性等にも優れるポリプロピレン系樹脂発泡体の製造方法及びそれにより得られるポリプロピレン系樹脂発泡体を提供すること。
【解決手段】メルトフローレート0.2〜5g/10minのポリプロピレン系樹脂100重量部、熱可塑性エラストマー10〜100重量部及び気泡核剤を含有する熱可塑性樹脂組成物を押出機に供給し、発泡剤の存在下にて溶融混練した後、押出機先端に取り付けた金型の樹脂出口での樹脂の吐出速度Vが50〜300kg/cm2・hrである条件下に、押出発泡させることを特徴とするポリプロピレン系樹脂発泡体の製造方法、並びにそれにより得られるポリプロピレン系樹脂発泡体。
(もっと読む)
粘着性ハイドロゲル、その製造用組成物及びその用途
【課題】皮膚に対する繰返し粘着力が発現し、加工性や貼付中の衣服へのゲル付着のない粘着性ハイドロゲルを提供する。
【解決手段】重合性単量体と架橋性単量体との共重合体からなる高分子マトリックスに、構成単位にN−アルキルスルホン酸アクリルアミドを含有するポリマーを含むことで上記の課題を解決する。
(もっと読む)
合成樹脂発泡体製の板状体搬送用ボックス
【課題】ガラス基板のような板状体のための合成樹脂発泡体製の板状体搬送用ボックスにおいて、発泡成形後の養生時に、側壁に形成した縦溝に生じがちな寸法変化を抑制する。
【解決手段】収容した板状体を容器本体10から取り出すときに用いるロボットアームが入り込むため等の目的で形成される幅の広い空間部分を形成するために設けられている、左右の側壁13,14における縦溝20が形成されていない側縁領域b1,b2に、縦溝20の少なくとも1ピッチ以上の幅を持つ凹溝(肉盗み)21,22を形成する。
(もっと読む)
自動車内装部品の組立方法
【課題】自動車内装部品を緩衝性がある袋体で梱包し、袋体をクラフトテープで接着した後に、該クラフトテープが剥がれることを防止する。
【解決手段】車室内に装着され、本体10と、緩衝性を有して本体10全体を覆う袋体8にて構成される自動車内装部品の組立方法は、本体10を覆った袋体8を、粘着性を有するクラフトテープ80にて結束し接着する工程と、該クラフトテープ80をアイロン90にて一定時間だけ熱圧着する工程を有する。また、他の自動車内装部品の組立方法は、本体10に粘着性を有するクラフトテープ80を直接に接着する工程と、該クラフトテープ80をアイロン90にて一定時間だけ熱圧着する工程を有する。
(もっと読む)
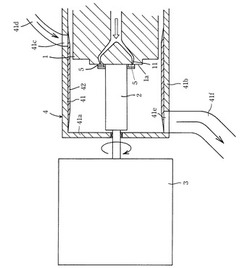
帯電防止性熱可塑性樹脂発泡成形体とその製造方法、帯電防止性熱可塑性樹脂発泡成形体製造用成形型及び帯電防止性熱可塑性樹脂発泡成形体製造用成形装置
【課題】予備発泡粒子が水蒸気に接触した場合にカチオン系帯電防止剤の流亡が少なくなり、低コストで帯電防止特性に優れた発泡成形体を得ることが可能な技術の提供。
【解決手段】熱可塑性樹脂粒子に発泡剤を含ませ、少なくとも粒子表面にカチオン系帯電防止剤を付着させた発泡性熱可塑性樹脂粒子を用意し、該発泡性熱可塑性樹脂粒子を加熱し発泡させて予備発泡粒子を作製し、次いで該予備発泡粒子を、所望の成形体形状と合致するキャビティを有する成形型の該キャビティ内に充填し、成形型のベントホールを通してキャビティ内に水蒸気を流して加熱し、予備発泡粒子を膨張・融着させる型内発泡成形を行って発泡成形体を製造する方法において、成形型の発泡成形体が接触する成形面の面積に占めるベントホールの開口面積の割合である開口率を0.5%〜1.0%の範囲として型内発泡成形を行うことを特徴とする帯電防止性熱可塑性樹脂発泡成形体の製造方法。
(もっと読む)
外断熱構造とその施工方法
【課題】工期を長くすることなく、ひび割れのない厚さの厚いセメントモルタル層6を断熱材2の表面に備えた外断熱構造を得る。
【解決手段】コンクリート壁1と、その外壁面に取り付けた断熱材2と、その外側に塗布したモルタルセメント層8とを少なくとも備えてなる外断熱構造において、前記セメントモルタル層7の外側表面には第1のメッシュ状物8を埋設する。
(もっと読む)
901 - 910 / 1,335
[ Back to top ]