
バンドー化学株式会社により出願された特許
291 - 300 / 429
無機微粒子およびその製造方法
【課題】 発光材として安定でありかつ液体中での分散が容易である、高率で回収し得る無機微粒子、およびその製造方法を提供すること。
【解決手段】 液体中に浸漬した基板に対してレーザアブレーションを行う工程を包含する製造方法によって無機微粒子を製造する。
(もっと読む)
ゴム組成物ならびにゴム組成物が用いられた搬送ベルト
【課題】 ロール加工性や成形粘着性が損なわれることを抑制しつつ耐熱性と耐クラック性とを向上させ得るゴム組成物の提供を課題としている。
【解決手段】 エチレン・プロピレン共重合体ゴムがポリマー成分の90重量%以上含有されてなり、該エチレン・プロピレン共重合体ゴム100重量部に対して、メルカプトベンズイミダゾール系老化防止剤が6重量部以上含有され、ステアリン酸が0.5重量部以上含有され、有機過酸化物系架橋剤とエチレングリコールジメタクリレート系共架橋剤とが用いられて架橋されてなることを特徴とするゴム組成物を提供する。
(もっと読む)
ポリエステル樹脂シート
【課題】 優れた3次曲面への成形性、インク密着性、抗菌防カビ性及びカレンダー加工性を有するポリエステル樹脂シートを提供する。
【解決手段】 テレフタル酸、ナフタレンジカルボン酸、1,4−シクロへキサンジカルボン酸及びイソフタル酸からなる群より選択される少なくとも1種を含むジカルボン酸成分と、炭素数2〜10のジオール成分とを構成成分とするポリエステル樹脂(a)、テレフタル酸50〜95モル%、及び、イソフタル酸5〜50モル%を含むジカルボン酸成分と、エチレングリコールを含むジオール成分と、炭素数2以上の繰り返し単位を有するポリエーテルとを構成成分とするポリエステル樹脂(b)、滑剤(c)、並びに、抗菌防カビ剤(d)を含有し、上記(a)及び上記(b)の混合比〔(a)/(b)〕は、質量基準で2/98〜45/55である樹脂組成物を成形することにより得られるポリエステル樹脂シート。
(もっと読む)
ブレード素材とその製造方法および製造装置
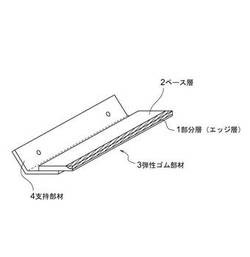
【課題】全面2層あるいは部分的に2層化した合成樹脂製ブレードを連続的に生産する方法を提供し、品質の安定した多層ブレードを提供する。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続成形する方法において、2種以上の異なる液状合成樹脂原料を別々に注型することにより、異種材料を組み合わせたブレード素材を製造する方法。
(もっと読む)
樹脂プーリ

【課題】プーリ本体の成形後にベアリングを圧入しても割れにくく、十分な保持力を有する樹脂プーリを提供する。
【解決手段】樹脂プーリ1は、フェノール樹脂で成形されるプーリ本体2にベアリング3を圧入して、プーリ本体2とベアリング3とが一体化されてなる。前記フェノール樹脂は、シャルピー衝撃値が3.5kJ/m2以上である特性を有する。リブ形状を有せず、プーリを成形するに当たり、側面のプーリ中心から樹脂を射出するフィルムゲートを使用する。
(もっと読む)
粗面を有するブレード素材とその製造方法および製造装置
【課題】粗面を形成した現像ブレード素材を製造する方法を提供する。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とする帯電用ブレードの素材を連続成形する方法において、該成形溝の底面を粗面化した成形ドラムを用いることにより、粗面を有する帯電用ブレード素材を製造する方法。
(もっと読む)
電子写真装置用クリーニングブレード
【課題】
低温においても優れた掻き取り性を発現しうる電子写真装置用クリーニングブレードを提供する。
【解決手段】
ポリウレタン製の弾性ゴム部材が支持部材に接着された電子写真装置用クリーニングブレード において、該ポリウレタン製の弾性ゴム部材が、23℃での硬さがJISK6253国際ゴム硬さ試験マイクロ試験法で65〜80IRHDであり、クリーニングブレードの弾性ゴム部材の先端をあらかじめ0.1mm押し込んだ後、更に秒速1mmで1.3mm押し込んだ時点で計測した圧接力(A)と、その状態で1分後に計測した圧接力(B)との圧接力比(A/B)が10℃雰囲気下において1.2以上であるポリウレタンからなる電子写真装置用クリーニングブレード 。
(もっと読む)
被覆発光体およびその利用
【課題】水分劣化が生じず、輝度が高く発光寿命が長い被覆発光体を提供すること。
【解決手段】以下の被覆方法により、被覆材料によって発光体を被覆する。(I)発光体を被覆材料によって被覆する工程;(II)被覆した発光体を溶媒中に分散させた分散液を得る工程;(III)該分散液を固相と液相に分離する工程;を包含し、該液相の電気伝導度が100μS/cm以下になるまで工程(II)及び(III)を繰り返す。
(もっと読む)
滑り軸受
【課題】 ポリフェニレンサルファイド樹脂を主成分とする耐熱性、導電性を有する耐摩耗性が良好な滑り軸受を提供する。
【解決手段】 ポリフェニレンサルファイド樹脂100重量部、鱗片状天然黒鉛5〜15重量部、四フッ化エチレン樹脂30〜40重量部、カーボンブラック1〜10重量部、アラミド繊維5〜15重量部を必須成分として成形されたことを特徴とする滑り軸受。
(もっと読む)
樹脂製薄肉ブレードの製造方法と同装置
【課題】製造が容易で自動化も可能であり、高精度で超小型の薄肉ブレードを効率よく大量に製造でき、低コスト化が図れる樹脂製薄肉ブレードの製造装置を提供する 。
【解決手段】遠心成形した円筒状の薄肉成形体を長手方向に沿って所定幅で切断した短冊状樹脂製薄肉ブレード材xから複数の薄肉ブレードwを打ち抜くプレス機1の下型15に、薄肉ブレード材xを位置決め可能な複数の位置決め部材16を突設し、各薄肉ブレードw位置ごとに給排気孔20を設けて各給排気孔20に連通する給排気路21を真空源およびエア噴射源に切換弁を介して接続する一方、プレス機1の上型10に、薄肉ブレードwの端部形状および前記取付孔形状に対応する打ち抜き部12を設け、プレス機1により打ち抜かれる各薄肉ブレードwを一斉に吸引可能な搬送パッド3を、下型15と上型10間に出入り可能に配備する。
(もっと読む)
291 - 300 / 429
[ Back to top ]