
株式会社ソディックにより出願された特許
101 - 110 / 197
電子ビームスパッタリング装置
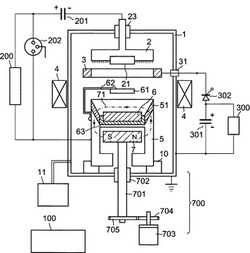
【課題】蒸着(スパッタリング)金属による形成成膜の接着力が強く、形成速度の速い電子ビーム蒸着装置を提供する。
【解決手段】プラズマ電子銃から発射される電子ビームパルスは、大きい断面積であってエネルギ密度が低いと言う特徴がある。スパッタリングに利用する場合には面積の大きなターゲットを使用できることと、スパッタ粒子が微細であるという利点がある反面、ターゲットと基板は近接しなければならないと言う制約がある。そこで、基板の周囲にターゲットを配置し、プラズマ電子銃からの電子ビームをターゲットに照射してスパッタ粒子を発生させるとき、基板表面に並行する磁力線を作っておくと、電荷を持つ金属イオンの運動との相互作用(ローレンツの力)により方向が偏向させられ、基板面に誘導されて薄膜が堆積される。
(もっと読む)
ワイヤカット放電加工方法

【課題】被加工物がグラファイトであるとき、セカンドカットでアウトコーナや切出し部分に欠損が発生する。
【解決手段】予め使用するワイヤ電極の材質と径および加工する被加工物の材質と板厚における所定の取り代毎に前記各取り代に対する被加工物に欠損が発生しない平均加工電流値を記録して加工データを準備しておく。少なくともアウトコーナや切出し部分において平均加工電流値を取り代Sに対応して初期の平均加工電流値よりも大きくして、薄く突出して残されている加工部分を吹き飛ばさないように加工する。取り代Sがセカンドカットにおける与えられ得る平均加工電流値で加工するときに被加工物に欠損が発生しない取り代よりも大きいときは、セカンドカットを複数の加工工程に分割して取り代を小さくするとともにその取り代に対応する被加工物に欠損が発生しない与えられ得る平均加工電流値にして加工する。
(もっと読む)
電子ビーム照射表面改質方法及び装置
【課題】ハウジング内の低圧電離ガスをプラズマ化して、カソード電極から電子ビームを照射する表面改質方法及び装置として、被照射体のキャビティまたは孔の内側面に対して照射改質ができる方法及び装置を提供する。
【解決手段】被照射体のキャビティまたは孔の内側面が、電子ビーム照射軸と平行または僅かな傾斜角であるときに、永久磁石または電磁石を磁力線が被照射面に沿うようにキャビティ内に配置して電子ビーム軸を偏向させ、前記内側面への照射を可能として内側面の改質を実現させる。
(もっと読む)
放電発生検出方法及び装置
【課題】放電エネルギが緻密で正確に一定に制御された放電オンパルスとして繰り返し得られる放電発生検出信号を得る方法を提供する。
【解決手段】スイッチ素子をオンとして放電間隙に電圧を印加したときの間隙電圧を検出し、間隙電圧が上昇したときにその電圧データ値を記憶する上昇電圧記憶手段と、次の時点での検出間隙電圧と記憶した電圧データ値とを比較する電圧上昇判断手段と、記憶した電圧データ値から所望の電圧差を減じる加工電圧差設定手段と、又次の時点での検出間隙電圧と加工電圧設定手段により設定された電圧データ値とを比較して所望の差電圧の有無を判断する電圧降下判断手段とを備え、検出間隙電圧が所定の電圧分降下した所定電圧降下信号を基に放電発生を判断する論理回路より放電発生信号を出力して設定値の放電オン時間のカウントを開始させるように制御する。
(もっと読む)
多数回射出成形方法
【課題】微細な成形品を射出成形するときに可塑化計量や逆止工程が省略される多数回射出成形方法において、充填量をより正確にすることが求められる。
【解決手段】スクリュウプリプラ射出装置の多数回射出成形方法は、多数回の射出に必要な全充填量を1回で可塑化計量する計量ステップと、その全充填量を1回の射出に必要な充填量に分けて1回ずつ射出を行う射出ステップとを含んだうえに、その1回の充填量に圧縮による収縮容積を考慮して、初回の充填量が最終回の充填量より大きく設定されると共にそれらの充填量が初回から最終回の充填量までの間で順次減少するように設定される。そして、望ましくは、任意のn回目の射出ストロークSnが、金型中のホットランナやスプールブッシュの中に存在する溶融樹脂容積とクッション量の合計容積と、各回の充填量と、多数回射出の射出回数と、樹脂材料の体積圧縮率とから導き出される1次関数によって算出される。
(もっと読む)
シリンダ式のバランス装置を備えた工作機械
【課題】バランス装置の圧縮空気または加圧油の圧力に異常が生じたときに工具と被加工物が衝突するおそれがある。
【解決手段】圧力センサ33は、数値制御装置10に空気圧異常信号を出力する。数値制御装置10は、ブレーキ信号を出力してブレーキ装置4を作動させる。数値制御装置10は、所定の相対移動軌跡上の各位置で速度を徐々に小さくした移動指令データをモータ制御装置20に出力して、所定の減速時間後に移動指令データの出力を停止する。モータ制御装置20は、移動指令データに基づいて同期して送りモータ13,15,17を駆動制御するとともに、各同期制御軸毎に検出される速度が0のときにそれぞれ停止信号を出力する。数値制御装置10は、全ての停止信号を入力したときに主軸の移動体16を上昇させる移動指令データを出力する。
(もっと読む)
複合加工における加工原点の設定方法
【課題】ウォータジェット加工とワイヤカット放電加工の複合加工を行なう場合は、加工の都度、それぞれの加工で位置決めをして加工原点を設定しなければならない。
【解決手段】予めジェットノズルの位置を検出する第1のリニアスケール30のある位置における機械座標値とワイヤ電極の位置を検出する第2のリニアスケール40の同じ位置における機械座標値との機械座標値差を測定して記憶させておく。ワイヤカット放電加工の加工原点を設定するときは、ワイヤ電極と被加工物との接触を検出して接触位置における第2のリニアスケール40の機械座標値を得て加工原点を設定する。ウォータジェット加工の加工原点を設定するときは、接触位置における第2のリニアスケール40の機械座標値と記憶されている機械座標値差とを加算して接触位置における第1のリニアスケール30の機械座標値を得て加工原点を設定する。
(もっと読む)
工作機械
【課題】停電等で突然電源が遮断されたときに、工具が被加工物に食い込んでしまい被加工物が傷付けられる。
【解決手段】無停電電源装置5は、数値制御装置10に電源遮断信号を出力する。数値制御装置10は、所定の相対移動軌跡上の各位置で各位置における速度を徐々に小さくした移動指令データをモータ制御装置20に出力して、所定の減速時間後に移動指令データの出力を停止する。モータ制御装置20は、移動指令データに基づいて同期して送りモータ13,15,17を駆動制御するとともに、各同期制御軸毎に検出される速度が0のときにそれぞれ停止信号を出力する。数値制御装置10は、全ての停止信号を入力したときに主軸の移動体16を上昇させる移動指令データを出力する。数値制御装置10は、主軸の移動体16が停止した後にブレーキ信号を出力してブレーキ装置4を作動させる。
(もっと読む)
工作機械
【課題】不正輸出を防止する工作機械において、移設するとき以外でも工作機械が起動できなくなる状態が発生し、あるいは無線が送受信できない場合に管理することができない問題がある。
【解決手段】機械本機1に機械的に開閉するスイッチ4が設けられる。オン信号発生装置5は、機械本機1が持ち上げられスイッチ4が導通したときにオン信号を識別値出力装置6に出力して出力を保持する。識別値出力装置6は、機械本機の移設の有無を識別する識別コードを保持しており、電源の投入時に乱数発生器7がオン信号を入力したときには不規則に識別コードを求めて保持している識別コードを新しい識別コードに置き換えて保持するとともに制御装置2に保持している識別コードを出力する。制御装置2は、識別コードを暗号化して暗号コードと予め設定された設定コードとを比較して一致しないときは起動しない。
(もっと読む)
NC装置と複数のサーボアンプとのシリアル通信方法
【課題】総伝送時間を低減してNC装置と複数のサーボアンプとのシリアル通信を実行する方法を提供する。
【解決手段】NC装置を双方向のシリアル通信ケーブル41、42、43、44、45、46を介してループ構成で複数のサーボアンプへ接続する。NC装置中の指令データを前半と後半へ分割し、指令データ前半をNC装置から反時計回りに出力し同時に指令データ後半部分をNC装置から時計回りに出力して複数のサーボアンプの一つへ送信する。複数のサーボアンプの前記一つにおけるフィードバックデータを前半と後半へ分割し、指令データ前半に応答してフィードバックデータ前半を反時計回りに出力し指令データ後半に応答してフィードバックデータ後半を時計回りに出力してNC装置へ送信する。
(もっと読む)
101 - 110 / 197
[ Back to top ]