
丸玉産業株式会社により出願された特許
1 - 10 / 12
針葉樹合板の表面処理法
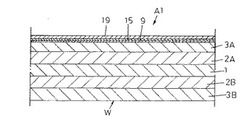
【課題】針葉樹合板をクロス下地用合板やコンクリート型枠用合板のみならず、住宅の内装材や家具・建具の表面材などになる化粧合板としても利用できるようにする。
【解決手段】割れや抜け節、凹み、その他の各種欠点部(P)に予じめパテ剤が充填された針葉樹合板(W)を用意して、先ずその表面を切削・研磨することにより平滑化し、その後目止め塗料の塗装とその目止め塗膜(9)に対する接着剤の塗布とを行ない、最後にその接着剤層(15)へ化粧シート(19)をラミネートする。
(もっと読む)
木質積層材とその製造法

【課題】針葉樹単板や植林木単板を利用しつつも、割れや抜け節などの欠点部が補修された高強度な木質積層材を得る。
【解決手段】合板やLVL、その他の木質積層材(M)を構成する複数の単板(1)(2a)(2b)(3a)(3b)のうち、糊芯単板(2a)(2b)の表裏両面に発泡剤入り接着剤(4)を塗布して、その接着剤(4)を塗布していない残余の単板と上記糊芯単板とを、全体的な積層状態のもとで冷圧した後、同じく全体的な積層状態にある複数の単板を熱圧して、上記発泡剤入り接着剤(4)を発泡・膨張させることにより、各単板の欠点部へ悉く充填し硬化させる。
(もっと読む)
化粧部材固定方法
【課題】難接着性の表面処理が施された板状部材の表面に、化粧部材を簡易な方法により見栄え良く、かつ強固に固定し得る化粧部材固定方法を提供する。
【解決手段】難接着性の表面処理が施された板状部材1の表面2に化粧部材20を固定する方法であって、前記板状部材の表面に、表面11が易接着性の捨板10を固定止具5で固定し、この捨板の表面に、前記化粧部材を接着固定するようにした。
(もっと読む)
框状パネル
【課題】パネル体への横框の取付強度を向上し得るとともに、見栄えを向上し得る框状パネルを提供する。
【解決手段】框状パネル1は、パネル体2の少なくとも一面側の両側端部に沿って設けられた一対の縦框部3,3と、前記一対の縦框部の対向面3a,3a間に、嵌め込まれるように設けられた横框5とを備えており、前記横框は、前記パネル体に固着された捨板30と、この捨板に連接するように一端部26が前記パネル体に固着されるとともに、折り返されて前記捨板の表面31に貼着された化粧板20とを備えている。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
化粧板の製造方法
【課題】合板の表面に木質繊維板が貼着一体化され、その木質繊維板の表面にシート状化粧材が貼着された化粧板を、反りやねじれ等の変形を生じることなく、また化粧板表面に上記浮き出し現象が生じるのを確実に防止して、生産性良く製造する。
【解決手段】厚さが4mm以下で気乾比重が0.6以上でかつ0.9以下である木質繊維板1の表面にシート状化粧材4を接着して化粧木質繊維板5を形成する。この化粧木質繊維板5の裏面に反応性ホットメルト樹脂接着剤11を塗布した後、直ちに、化粧木質繊維板5の裏面と合板10の表面とを積層し、この積層物をロールプレス装置17で押圧して接着する。
(もっと読む)
化粧板およびその製造方法
【課題】 植林木合板等の合板と木質繊維板とを複合した木質複合板の表面に化粧層を設けた化粧板とその製造方法に関し、製造時並びに使用時に反り、ねじれ等の変形が生じず、また、製造時に合板の抜け節や硬い晩材部の跡が表面に浮き上がらない化粧板を、生産性よく製造できるものを提供することを目的とする。
【解決手段】上から順に、防湿性表面化粧層と、厚さ4.0mm以下で気乾比重0.6〜0.9の木質繊維板と、JIS Z0208条件Bによる試験で30g/m2・24h以上の防湿性能を有している高防湿性ホットメルト樹脂接着剤層と、合板とからなる、使用時に反りやねじれなどの変形を生じない化粧板であり、このような化粧板を製造時に反りやねじれなどの変形や、抜け節や硬い晩材部の跡が表面に浮き上がることなく、生産性よく製造できる化粧板の製造方法である。
(もっと読む)
木質複合板
【課題】 木質繊維板と積層板とを複合した木質複合板であり、特に短手方向の凹反り等の反りやねじれ等の変形が生じ難いものを提供することを目的とする。
【解決手段】 4枚又は5枚の木質単板を積層接着して形成した積層板の上面に、厚さ4.0mm以下で気乾比重0.6〜0.9の木質繊維板を接着して形成した矩形状の木質複合板で、上記積層板は、その最上層の木質単板の木材繊維の方向を略短手方向になるように積層接着し、その最下層の木質単板の木材繊維の方向を略長手方向になるように積層接着して、反り等の変形が生じるのを防止した。
(もっと読む)
化粧板の製造方法
【課題】 植林木合板等の合板1と木質繊維板2とを複合した木質複合板Aの表面に化粧シート材10を貼着した化粧板Bの製造方法で、製造時並びに使用時に反り、ねじれ等の変形が生じない化粧板Bを、生産性よく製造できる化粧板の製造方法を提供することを目的とする。
【解決手段】 合板1と木質繊維板2とをホットメルト樹脂接着剤3を介して積層し、該積層物5を上記ホットメルト樹脂接着剤3が溶融状態にあるうちにロールプレス装置6で冷圧することにより、表面側に木質繊維板2が一体に接着された木質複合板Aに形成し、該木質複合板Aの裏面に補強シート材11を貼着し、表面に化粧シート材10を貼着することにより、反りやねじれ、浮き上がりのない化粧板Bを生産性良く製造する。
(もっと読む)
床材とその製造法
【課題】独特の粉砕木片模様が透過し、表面の平滑性や耐水性、耐候性などの諸性能に富む安価な床材の製造法を提供する。
【解決手段】約12〜18mmの厚みを備えたオリエンテッドストランドボード(OSB)から成る台板(10)の表面全体に、UV硬化樹脂を目止め塗層(13)として約70〜90μmの厚みに塗装し硬化させる工程と、その目止め塗層(13)の表面全体に、UV硬化樹脂を順次第1、2下塗り層(14a)(14b)として約50〜70μmの合計厚みに各々塗装し硬化させる工程と、その第2下塗り層(14b)の表面全体に、引き続きUV硬化樹脂を中塗り層(15)として約15〜25μmの厚みに塗装し硬化させる工程と、上記中塗り層(15)の表面研磨後、その表面全体にエポキシ系UV硬化樹脂を上塗り層(16)として約10〜15μmの厚みに塗装し硬化させる工程とから成る。
(もっと読む)
1 - 10 / 12
[ Back to top ]