
山陽特殊製鋼株式会社により出願された特許
81 - 90 / 601
燃料電池セパレータ
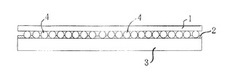
【課題】金属粉末からなる多孔体の空孔部を流路に用いる燃料電池用セパレータにおいて、セパレータに必要な導電性を確保し、かつ、焼結工程の省略による製造プロセスの簡易化、形状の高精度化、および、流路設計の自由度向上を目的とし、導電性接着剤を用いる構造を特徴とする燃料電池用セパレータを提供する。
【解決手段】金属粉末からなる多孔体の空孔部を流路に用いる燃料電池用セパレータは、金属粉末同士の結合および金属粉末と導電性を有するセパレータ基材3の接合に、導電性接着剤2を用いる。
(もっと読む)
チタン製品またはチタン合金製品の製造方法
【課題】 本発明は、成形用原料としてチタンまたはチタン合金の水素化まま粉末を用いて成形体を製造する方法を提供する。
【解決手段】 チタン粉末またはチタン合金粉末を、鉄系もしくはチタンまたはチタン合金製のカプセルに充填率90%以下になるように充填し、300〜850℃でカプセル内を0.133Pa以下に減圧し、その後20℃/min以下の速度で100以下に冷却し、該カプセルを密封した後、該カプセルを1〜50℃/minの加熱速度で800℃以上に加熱して一定時間保持した後、該カプセルを加圧してチタン粉末またはチタン合金粉末を固化成形することを特徴とするチタン製品またはチタン合金製品の製造方法。
(もっと読む)
導電性に優れるSi系合金負極材料およびその製造方法

【課題】 リチウムイオン2次電池やハイブリットキャパシタなど、充放電時にリチウムイオンの移動を伴う蓄電デバイスの導電性に優れるSi系合金負極材料およびその製造方法を提供する。
【解決手段】 Si相とSiとCuとの金属間化合物であるSixCuy合金からなるSixCuy相の複合相からなる粉体であり、かつSixCuy相の組成がx<yであり、またはSiを主相とするSi相の平均粒径を10μm以下とし、該Si相の少なくとも1部をSixCuy相で取り囲んでなることを特徴とする導電性に優れるSi系合金負極材料。
(もっと読む)
水素環境下で長寿命である転動部品や歯車の製造方法
【課題】 鋼材および部品の加工性についても考慮して、水素侵入環境下でも長寿命な鋼部品、例えば軸受部品や歯車の製造方法を提供する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.01〜1.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.035%以下、Cr:1.30〜3.50%、Al:0.003〜0.10%、N:0.004〜0.050%を含有し、残部がFeおよび不可避不純物である鋼材からなる転動部品もしくは歯車を、図2に示すパターンからなる浸炭もしくは浸炭窒化処理により、これらの転動部品もしくは歯車の鋼材表層面中の(C+N)量を0.50〜0.75%とすることにより水素環境下での寿命に優れた転動部品もしくは歯車の製造方法である。
(もっと読む)
導電性に優れるSi系合金負極材料
【課題】リチウムイオン2次電池やハイブリットキャパシタなど、充放電時にリチウムイオンの移動を伴う蓄電デバイスのSi系合金負極材料を提供する。
【解決手段】Si相とSiとCuとの金属間化合物であるSixCuy合金からなるSixCuy相の複合相からなる粉体であり、かつSixCuy相の組成がx<yであることを特徴とする導電性に優れるSi系合金負極材料。上記SixCuy合金である金属間化合物の組成がSiCu3であることを特徴とする導電性に優れるSi系合金負極材料。
(もっと読む)
鋼の連続鋳造用フロントパウダー
【課題】 溶鋼汚染などの点で問題となる金属発熱材や低級酸化物酸化剤を一切使用しない連々鋳の開始時の鋳造初期に使用するモールドパウダーであるフロントパウダーを提供する。
【解決手段】 炭素含有量が、質量%で、0.1〜1.5%である鋼を連続鋳造する際の連々鋳の開始時の鋳造初期に使用する、図1に模式的に示す、フロントパウダー1で、このフロントパウダー1のパウダー基材3およびフリーカーボン2の混合体は、質量%で、パウダー基材3がSi、Al、Ca、Mg、Na、Liの酸化物系化合物およびF化合物の100%と、この100%に対してフリーカーボン2〜8%との混合体からなり、これらのパウダー基材3およびフリーカーボン2からなる混合体は1300℃における粘度が0.1〜5.0Pa・sである連々鋳の開始時の鋳造初期に使用するモールドパウダーとしてのフロントパウダー1である。
(もっと読む)
鋼の連続鋳造方法
【課題】 鋼の連々鋳の鋳込開始時に組成に工夫を凝らしたフロントパウダーを用いて連々鋳初期材の表面疵の発生を防止する連続鋳造方法を提供する。
【解決手段】 炭素含有量が、質量%で、0.1〜1.5%の鋼を連続鋳造する際の連々鋳の開始時の鋳造初期に、Si、Al、Ca、Mg、Na、Liの酸化物系化合物およびF化合物からなるパウダー基材3とこのパウダー基材を100%とするとき、このパウダー基材100%に対してその含有量の2〜8%のフリーカーボン2からなる混合体を図1の(a)に示すフロントパウダー1としてモールド内に投入し、1300℃における粘度が0.1〜5.0Pa・sであるスラグ化率が40〜90%であるフロントパウダー1を使用する連々鋳の鋳込み開始時の鋳込み方法からなる鋼の連続鋳造方法。
(もっと読む)
Cu−Mn系ろう材細線およびその製造方法
【課題】1000℃以下において良好なろう付け性を有し、かつ冷間加工が可能なCu−Mn系ろう材における、酸化しにくい細線およびその製造方法を提供する。
【解決手段】質量%で、Mn:20〜45%を含む、残部Cuおよび不可避的不純物からなり、表面に下記式を満たす組成の被膜が形成させたことを特徴とするCu−Mn系ろう材細線。Cu%/(Cu%+Mn%)≧0.85…(1)また、上記Cu−Mn系ろう材細線の製造方法として、600℃以上、固相線温度以下での熱間加工および/または熱処理と、その後に冷間引抜き加工を行う。
(もっと読む)
汚染源のタンディッシュへの混入を防止する連続鋳造方法
【課題】 鋼の連続鋳造において、予めスライディングノズル内の詰め物および初期溶鋼をタンディッシュ外で捨湯し、開いた注湯孔の溶鋼凝固による閉塞を防いで、取鍋をタンディッシュに移して溶鋼をタンディッシュへ注湯する方法を提供する。
【解決手段】 タンディッシュ8外で取鍋2のスライディングプレート4の注湯孔を開いて取鍋底部の注湯孔2aの詰め物2bと初期溶鋼をタンディッシュ8外の捨湯ポット9に捨湯し、スライディングプレート4を閉め、スライディングプレート4の上プレート5を通じて上部のスライディングノズル3の注湯孔から取鍋底部の注湯孔2aに不活性ガスを吹き込み、溶鋼凝固による注湯孔の閉塞の防止し、この取鍋2をタンディッシュ8の注湯位置へ移してロングノズル3aをタンディッシュ8内に装着し、上プレート5の注湯孔5aと下プレート6の注湯孔6aを連通してタンディッシュ8へ注湯を開始する。
(もっと読む)
プラスチック成形金型用鋼
【課題】 従来のプラスチック成形用の金型用鋼より粒界炭化物が少ない靭性に優れたプラスチック成形用の金型用鋼を提供することである。
【解決手段】 プラスチック成型用に使用するための金型用鋼で、質量% で、C:0.05〜0.2%、Si:0.3〜2.0%、Mn:0.5〜2.5%、Cu:0.5〜2.0%、Ni:2.0〜4.0%、Cr:0.5〜3.0%、Mo:0.01〜2.0%、Al:0.5〜2.0%、S:0.030%以下、N:0.015%以下、O:0.01%以下を含有し、かつ、F(C、Si、Mn、Ni、Cr、Mo、Cu)=0.5C+0.7Si+5.1Mn+0.4Ni+2.2Cr+3Mo+0.4Cuの値がF≧12を満たし、残部Fe及び不可避不純物からなり、時効硬化熱処理したプラスチック成型用に使用する金型用鋼。
(もっと読む)
81 - 90 / 601
[ Back to top ]