
住友電工ハードメタル株式会社により出願された特許
101 - 110 / 390
表面被覆切削工具
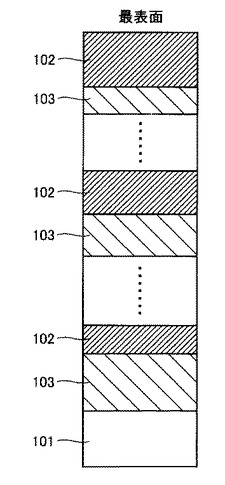
【課題】本発明は、AlNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlNからなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具の製造方法

【課題】導電性を有する酸化物膜を基材表面上に成膜することにより耐酸化性、耐欠損性、耐摩耗性の全てに優れ、また、物理蒸着法により成膜可能であり、さらに美しい外観色を呈することにより商品価値の高い表面被覆切削工具の製造方法を提供する。
【解決手段】基材上にコーティング層を備える表面被覆切削工具の製造方法であって、前記コーティング層は、前記基材側から内層および外層をこの順で備え、該内層は、周期律表4a族に属する金属、5a族に属する金属、6a族に属する金属、AlおよびSiからなる群より選択される1種以上の元素と、炭素、窒素および酸素からなる群より選択される1種以上の元素との化合物から構成され、前記外層は、導電性を有する酸化物膜から構成される表面被覆切削工具の製造方法を提供する。
(もっと読む)
表面被覆切削工具
【課題】耐摩耗性と靭性とを両立させたとともに、基材との密着性にも優れた被膜を備えた表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と該基材上に形成された被膜とを備え、該被膜は、第1被膜層を含み、該第1被膜層は、微細組織領域と粗大組織領域とを含み、該微細組織領域は、それを構成する化合物の平均結晶粒径が10〜200nmであり、かつ該第1被膜層の表面側から該第1被膜層の全体の厚みに対して50%以上の厚みとなる範囲を占めて存在し、かつ−4GPa以上−2GPa以下の範囲の応力である平均圧縮応力を有し、該第1被膜層は、その厚み方向に応力分布を有しており、その応力分布において2つ以上の極大値または極小値を持ち、それらの極大値または極小値は厚み方向表面側に位置するものほど高い圧縮応力を有することを特徴としている。
(もっと読む)
超硬合金
【課題】熱拡散率が高く、耐摩耗性に優れる超硬合金、この超硬合金からなる基材を具える切削工具を提供する。
【解決手段】WC粒子を主体とする硬質相がCoを主体とする結合相により結合されてなり、切削工具に用いられるWC基超硬合金である。上記結合相は、Co、又はCo及びNiから実質的に構成され、Co及びNiの合計含有量が4.5質量%以上15質量%以下である。この超硬合金中のWC粒子の平均粒径は、0.4μm以上4μm以下であり、WC粒子の平均粒径をx(μm)とするとき、この合金の熱拡散率X(cm2/sec)は、X>0.055x+0.238を満たす。この超硬合金は、更にCr,Ta,Nb,Zr及びTiから選択される1種以上の元素を合計で0.05質量%以上5質量%以下含有することができる。
(もっと読む)
回転切削工具
【課題】従来の単結晶ダイヤモンドや金属結合材を含むダイヤモンド焼結体を用いた回転切削工具よりも耐摩耗性及び耐折損性の優れた回転切削工具を提供すること。
【解決手段】超高圧高温下で非ダイヤモンド型炭素から焼結助剤や触媒の添加なしに変換焼結されて得られたダイヤモンド多結晶体であって、該ダイヤモンド多結晶体を構成するダイヤモンド焼結粒子の平均粒径が50nmより大きく2500nm未満であり、純度が99%以上であり、かつ、ダイヤモンドのD90粒径が(平均粒径+平均粒径×0.9)以下である多結晶ダイヤモンドからなることを特徴とする回転切削工具。
(もっと読む)
ダイヤモンド被覆工具
【課題】基材とダイヤモンド膜との界面で剥離が生じにくいダイヤモンド被覆工具を提供する。
【解決手段】本発明のダイヤモンド被覆工具は、基材と、基材の表面を被覆したダイヤモンド膜とを含むダイヤモンド被覆工具であって、基材の表面は、算術平均粗さRaが0.1μm以上10μm以下であり、かつ、粗さ曲線要素の平均長さRSmが1μm以上100μm以下であり、ダイヤモンド膜は、基材と接する部分から結晶成長方向に伸びる空隙を複数有することを特徴とする。
(もっと読む)
切削工具
【課題】チップブレーカを有する切削工具について、切削加工の更なる安定化のために、小切込み、小送りの加工で発生する切屑を確実に良好に処理できるようにすることを課題としている。
【解決手段】ブレーカ主壁6amとブレーカ副壁6asとでブレーカ壁を構成し、基準線S1に対して所定の前切れ刃角λを設定したときにコーナ切れ刃5aが基準線S1に接触するA点と基準線S1から平行方向に0.3mm以下離れた位置に設定されるB点を結ぶ領域にブレーカ主壁6amを対面させ、A点からブレーカ主壁6amまでの距離L1とB点からブレーカ主壁6amまでの距離L2を、L2>L1とし、かつ、距離L1を0.2mm以下に設定した。
(もっと読む)
防振エンドミル
【課題】エンドミルの加工中の共振が従来品よりも効果的に抑制されるようにしてエンドミルによる加工の安定性向上と加工精度の向上を図ることを課題としている。
【解決手段】底刃3とねじれ角のついた外周刃4とで構成される切れ刃、又は底刃3とねじれ角のついた外周刃4と円弧のコーナ刃5とで構成される切れ刃を4枚以上備えたエンドミルの前記切れ刃を周方向の不等分割点に配置し、全切れ刃の設置間隔α1〜α4をそれぞれに異ならせた。
(もっと読む)
ねじれ刃ラジアスエンドミル
【課題】底刃の耐欠損性を高めながら切屑の排出性も向上させ、工具の耐久性と併せて、加工の安定性向上、エンドミル加工での端面の加工精度向上を図ることを課題としている。
【解決手段】ねじれ刃ラジアスエンドミルを、底刃3が少なくとも2つの刃で構成され、コーナ刃4に連なる第1底刃3aは工具軸Cに対してほぼ直角で第1底刃以外の底刃の合計長よりも切れ刃長さが短く、底刃のすくい面9は、少なくとも2つの面で構成され、底刃に接した第1底刃すくい面9aはすくい角が負の角度に設定され、シャンク8側に配置される第2以降の底刃すくい面はすくい角が0°又は正の角度になっているものにした。
(もっと読む)
ダイヤモンド多結晶体
【課題】切削バイト等に用いるための、高強度で耐熱性に優れ、熱伝導率が低く切削点での温度を高く保ち、難削材の切削において高い切削性能が得られるダイヤモンド多結晶体を提供する。
【解決手段】非ダイヤモンド型炭素原料を超高圧・超高温下で焼結助剤や触媒の添加なしに直接変換して得られる95質量%以上がダイヤモンドからなる多結晶体であり、ダイヤモンドの粒子のD95粒径が100nm以下で、かつ平均粒径が50nm以下であり、ダイヤモンド粒子が3次元的に結合して気孔が形成されており、気孔率が1〜30vol%であることを特徴とするダイヤモンド多結晶体。
(もっと読む)
101 - 110 / 390
[ Back to top ]