
小林工業株式会社により出願された特許
1 - 6 / 6
樹脂部品の溶着装置及び樹脂部品の溶着方法
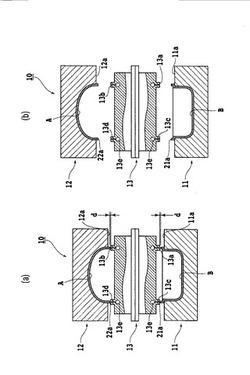
【課題】観見栄えを損なうことなく、確実に樹脂部品同士を溶着することができるようにした樹脂部品の溶着装置及び樹脂部品の溶着方法を提供する。
【解決手段】樹脂部品A,Bの接合面を互いに溶着するための樹脂部品の溶着装置10において、各樹脂部品A,Bの接合面を軸方向に対向させて支持し、互いに軸方向に沿って移動可能である支持部材11,12と、上記樹脂部品A,Bの間の挿入位置に移動可能である熱風型と、上記熱風型13が挿入位置に在る状態で各樹脂部品の接合面21a,22aを上記熱風型13のノズル面13a,13bに所定間隔まで接近した加熱位置に、あるいは上記熱風型が退避位置に在る状態で各樹脂部品A,Bを互いに圧接させる溶着位置に、上記支持部材11,12を移動させる第一の駆動手段と、上記熱風型13を挿入位置と退避位置との間で移動させる第二の駆動手段と、を備える、樹脂部品A,Bの溶着装置。
(もっと読む)
継手構造

【課題】2つの部材の接合作業の作業効率を向上して工期短縮を図る。
【解決手段】2つの部材1,2の接合を雄型継手3と雌型継手5との係合により行う。雄型継手3は、先端側に設けた頭部9の基端側に係合凹部11を設けた雄型継手本体7を有する。雌型継手5は、接合棒7を挿入可能な挿入孔35を有するハウジング21、挿入孔35の内周面35aから径方向外側に窪む収容部37に収容され挿入孔35の径方向に移動可能な球体23、及び、これを内周面35aよりも径方向内側に突出させるように付勢する球体付勢手段27を有する。そして、接合棒7が挿入孔35に挿入された際に、球体23が球体付勢手段27の付勢力によって係合凹部11に向けて付勢され、収容部37及び係合凹部11に跨って配されることで、収容部37及び係合凹部11を係合させる。
(もっと読む)
セグメント継手
【課題】簡易でしかも強固な接合構造とすることで、雄型継手が雌型継手より抜けないようにした。
【解決手段】リング間継手は、雌型接合面10aに設けられていて略円筒形状をなす円筒嵌合体12を有する雌型継手10と、雄型接合面20aに設けられていて円筒嵌合体12に挿通するピン22を有する雄型継手20と、円筒嵌合体12の外周面12aに嵌合するように配置される係止リング部材30と、ピン22の挿入と共に係止リング部材30を挿入方向Eに移動させる押し込みリング部材40とを備えている。円筒嵌合体12にピン22を挿入させて係止リング部材30を挿入方向Eへ移動させるにしたがって、円筒嵌合体12が径方向内側に移動してピン22の周部を締め付けて固定する。
(もっと読む)
セグメントの継手構造
【課題】製造が容易でコストを低く抑えることである。
【解決手段】ピンボルト3を雌継手10の内筒12内に挿入すると、ピンボルト3に押されてコイルバネ13が圧縮し、内筒12は外筒11の後端部プレート14の方に後退する。それと同時に、スリット12bが設けられている内筒12の先端部12aが拡径され、ピンボルト3が内筒12内部に進入する。双方のセグメント1、2の接合端面1a、2aが密接し、ピンボルト3に作用していた押圧力が解除されると、コイルバネ13の弾性力により、内筒12は先端側に移動し、内筒12のテーパをなす先端外周部12cがテーパに形成した外筒11の先端部11aに当接する。スリット12bが設けられている内筒12の先端部12aは、外筒11の先端部11aに側方から押圧されて縮径し、ピンボルト3の側部を挟みつけて係止する。
(もっと読む)
燃料インジェクター用ホルダー及びその製造方法
【課題】 位置決め用突出部に充分な強度を確保できる上に、ホルダー内壁の寸法精度や真円度を確保できる燃料インジェクター用ホルダー及びその製造方法を提供すること。
【解決手段】 ホルダー10は、燃料供給配管20に形成された孔部22に挿通される第1の筒状部12を有する。ホルダー10は、第1の筒状部12と連通する頂部15と、軸方向にて頂部15とは逆側に設けられた開口端16とを含み、開口端16より燃料インジェクター30が受け入れられる、第1の筒状部12の外径よりも大きな外径を有するの第2の筒状部14をさらに有する。ホルダー10には、第2の筒状部14の開口端16より径方向外側に突出する位置決め用突出部18が、板材をプレス加工することで第1,第2の筒状部12,14と共に一体的に形成され、位置決め用突出部18は、板材の変形可能な肉部を塑性流動させることで形成されている。
(もっと読む)
燃料インジェクター用ホルダー及びその製造方法
【課題】 製造安価で、騒音の発生・伝達・伝播・放射を低減できる構造でありながら、燃料供給配管へのロウ付け信頼性を高めることができる燃料インジェクター用ホルダーとその製造方法を提供すること。
【解決手段】 燃料インジェクター用ホルダー(10)は、燃料供給配管(20)に形成された孔部(22)に挿通される第1の筒状部(12)と、第1の筒状部に連設されて燃料供給配管より突出して配置され、燃料インジェクター(30)が受け入れられる第2の筒状部(14)と、第1の筒状部と第2の筒状部との境界にて、第1,第2の筒状部の外周壁より径方向外方に膨出成形されて、孔部の周縁にて燃料供給配管に当接するフランジ部(16)とが、板材をプレス加工することで一体的に成形される。プレス加工時に第1の筒状部(12)の肉厚が第2の筒状部(14)の肉厚よりも薄く減じられることで流動した肉部によって、フランジ部(16)が成形されている。
(もっと読む)
1 - 6 / 6
[ Back to top ]