
TPR工業株式会社により出願された特許
1 - 10 / 24
板状部材
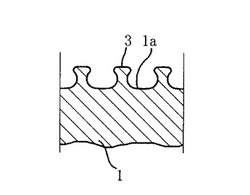
【課題】相手材との間で高い接合強度を保つことができる板状部材を提供する。
【解決手段】板状部材の一例としての裏板1は摩擦材2との接合面1aに複数の括れ形状の突起3を全体にわたって有している。前記突起3の高さが0.3〜3.0mm、突起数が5〜100個/cm2であることが好ましい。板状部材の材質は鉄鋼、アルミニウム、銅、チタン、マグネシウム、これらをベースとした合金、又は樹脂である。板状部材は材料を溶融し、金型を用いて鋳造又は成形により製造されている。
(もっと読む)
支持部材

【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転部材を直接又は軸受けを介して支持し、外周面に複数の突起を有する樹脂製の支持部材において、前記複数の突起は支持部材の成形時に外周面全体に形成され、少なくとも一部の突起が括れ形状を有している。樹脂製の支持部材は例えば射出成形により製造される。樹脂製の支持部材は、例えば樹脂又はゴム製の外側部材中に射出成形により装着される。
(もっと読む)
支持部材
【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転軸4を直接又は軸受け8を介して支持し、外周面5に複数の突起6を有する筒状の金属製の支持部材3において、前記複数の突起6は支持部材の鋳造時に外周面5全体に形成され、少なくとも一部の突起6が括れ形状を有し、前記突起6の高さが0.3〜2.0mm、突起数が5〜100個/cm2である。支持部材は例えば遠心鋳造により製造される。支持部材は例えばアルミニウム合金又はマグネシウム合金からなる部材中に鋳包みにより装着、あるいは樹脂又はゴムからなる部材中に一体成形により装着される。
(もっと読む)
支持部材
【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転軸4を直接又は軸受け8を介して支持し、外周面5に複数の突起6を有する金属製の支持部材3において、前記複数の突起6は支持部材3の鋳造時に外周面5全体に形成され、少なくとも一部の突起6が括れ形状を有している。あるいは、回転軸を直接又は軸受けを介して支持し、外周面に複数の突起を有する樹脂製の支持部材において、前記複数の突起は支持部材の成形時に外周面全体に形成され、少なくとも一部の突起が括れ形状を有している。
(もっと読む)
ブレーキドラム
【課題】連れ回り強度、径方向の強度と剛性、接合強度及び放熱性を向上することができるブレーキドラムを提供する。
【解決手段】ドラムブレーキに用いられるブレーキドラム3において、外周面5に複数の突起6を有し、前記複数の突起6はブレーキドラム3の鋳造時に外周面5全体に形成され、少なくとも一部の突起6が括れ形状を有している。前記突起6の高さが0.3〜5.0mm、突起6の個数が5〜100個/cm2であることが好ましい。ブレーキドラム3は遠心鋳造により製造されることが好ましい。
(もっと読む)
シリンダライナ
【課題】ライナ軸方向における温度差を小さくしつつ、シリンダブロックとの密着性を改善できるシリンダライナを提供する。
【解決手段】シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と中間部と下部に皮膜4,5,6が被覆され、前記上部と中間部に被覆されている皮膜4,5は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜5,6は皮膜材料が相違している。次の構成でもよい。すなわち、シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と下部にブラスト処理面8,9が形成され、中間部に皮膜5が被覆されている。
(もっと読む)
遠心鋳造方法
【課題】シリンダライナ等の中空鋳造品を製造する遠心鋳造方法に関し、特に径の小さな鋳造品でも良好に遠心鋳造できる遠心鋳造方法を提供する。
【解決手段】鋳型1の内部に溶湯21を供給して鋳型1の回転時の遠心力により鋳造品を鋳造する遠心鋳造方法において、鋳型1の軸心を垂直にした状態で鋳型1の内部に溶湯21を注湯する工程と、前記工程後、鋳型1を90度傾動させ、鋳型1の軸心を水平にした状態で遠心鋳造する工程とを有する。
(もっと読む)
シリンダライナ及びその製造方法
【課題】シリンダブロックとの接合力を保持でき、しかもシリンダブロックの変形に追従しにくいシリンダライナ、及びその製造方法を提供する。
【解決手段】外周面4に多数の突起5が形成されているシリンダライナ2において、突起が存在しない外周面部分4Aが周方向において部分的に存在する、あるいは突起5の高さが他の部分の突起高さよりも低い外周面部分が周方向において部分的に存在する。上記シリンダライナ2を遠心鋳造法により製造する方法において、外周面に多数の突起を形成した円筒状部材を遠心鋳造後に鋳型から引き抜く工程で、鋳型または鋳型の外部に配置された固定刃具に前記突起を接触させながら通過させることで、前記円筒状部材の外周面の突起を加工する。
(もっと読む)
鋳包用シリンダライナ
【課題】シリンダブロックとの熱伝導性が優れる鋳包用シリンダライナを提供する。
【解決手段】高さが0.3〜1.2mmで括れ部6を有する突起5を20〜80個/cm2形成した外周面4に溶射層7を被覆した鋳包用シリンダライナ2において、前記溶射層7が鉄系材料からなり、前記ライナ外周面4の一定領域における溶射層7表面の表面積と前記領域面積との比が12〜23である。前記溶射層の厚さが0.01〜0.2mmであることが好ましい。前記溶射層がワイヤー状の溶射材料を用いて形成されることが好ましい。
(もっと読む)
シリンダライナ
【課題】シリンダブロックとの密着性及び熱伝導性が優れるシリンダライナを提供する。
【解決手段】シリンダライナ1は鋳鉄や鋼から形成されている。シリンダライナ1は外周面3と上面4に溶射皮膜6が形成されている。溶射材料としてはAl、Al合金、Fe、Fe合金、Zn、Zn合金、Cu、又はCu合金などが使用される。シリンダライナ1はアルミニウム合金等の軽合金から形成されているシリンダブロックに外周面3と上面4と下面5が鋳包まれる。シリンダライナ1は上面4と内周面7との角部に面取りが形成され、溶射皮膜6は上面4部において面取り部までにわたって形成されていることが好ましい。
(もっと読む)
1 - 10 / 24
[ Back to top ]