
Fターム[2F069PP07]の内容
測定手段を特定しない測長装置 (16,435) | 測定の前処理 (185) | 搬送 (52) | コンベアによるもの (10)
Fターム[2F069PP07]に分類される特許
1 - 10 / 10
角型電池の外形測定装置
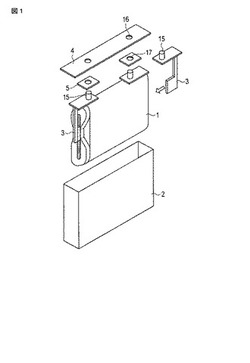
【課題】測定値のばらつきが小さく精度の良い角型電池の外形測定装置を得る。
【解決手段】電池7の垂直方向の外周面を把持しかつ7の水平方向の位置決めを行い、かつ電池姿勢を垂直に位置決めする側面位置決め機構22と、7の水平方向の外周面に当設可能であって7の水平面の垂直方向の位置決めをする水平面位置決め機構23と、搬送治具8に7を載置面から切り離す手段20を備え、7の垂直方向の外形を測定する際に、22により7の水平方向の位置決めと姿勢を垂直に位置決めし、かつ20により載置面から7を切り離した状態で、垂直方向外形測定手段12により7の垂直方向の外形を測定し、7の水平方向の外形を測定する際に、23により7の垂直方向の位置決めをし、かつ20により載置面から7を切り離した状態で、水平方向外形測定手段13により7の水平方向の外形を測定する角型電池の外形測定装置。
(もっと読む)
試験片の測寸装置

【課題】 試験片の位置を正確に設定することができ、試験片の寸法を精度よく測定することが可能な測寸装置を提供する。
【解決手段】 試験片1の両端をその下方より支持して搬送する一対のコンベア11と、このコンベア11により搬送された試験片1を撮影することにより試験片1の幅を光学的に測定する幅測定機構3と、このコンベア11により搬送された試験片1を上下方向から挟持することによりその上下方向の厚さを測定する厚さ測定機構4と、コンベア11による試験片1の搬送経路上に配設され試験片1の両端部に当接可能な当たりブロック6とを備える。
(もっと読む)
燃料電池材料の欠陥検出方法及び燃料電池材料の分別方法
【課題】本発明は、燃料電池用に用いられるセルおよび/またはハーフセルにおいて重大な欠陥を選定し、かつ各種の測定装置のうち製造工程に合致したものを選定することで、燃料電池材料製造工程において、欠陥検出を一連の工程の下に簡便かつ容易に検出することができることで、製造工程をコンパクト化、スピードアップ化を図ることにある。
【解決手段】本発明は、CCDカメラ、レーザー式反射検出機および/または接触式変位検出機により、燃料電池用のセルおよび/またはハーフセルの欠陥を検出することを特徴とする燃料電池材料の欠陥検出方法である。
(もっと読む)
寸法測定装置及び寸法測定方法
【課題】被測定物の寸法精度の評価を的確に行うこと。
【解決手段】被測定物2の寸法を測定する寸法測定装置1であって、被測定物2を搬送する搬送手段5と、被測定物2が搬送される搬送領域10,11内の温度を制御する温度制御手段と、搬送領域10,11における測定部6に搬送された被測定物2の寸法を測定する寸法測定手段15と、寸法測定手段による寸法測定時の被測定物2の温度を測定する温度測定手段14とを備え、寸法測定手段15によって測定された被測定物2の寸法は、温度測定手段14によって測定された温度を用いて、予め定められた基準温度における寸法に補正される。
(もっと読む)
小帯除去装置
【課題】 、把の厚さを測定し、その測定値に応じて湾曲量を設定することにより、小帯キャッチの挿入位置を自動的に設定することにより小帯除去処理不良を防止することのできる小帯除去装置を提供する。
【解決手段】 最初に把プレス装置14で把tの先端を押圧する。押圧された把tの先端を把クランプ装置16でクランプする。次に、把tをクランプしたときに得られた位置情報に基づいて把厚を測定する。次に、測定された把厚に応じた湾曲パラメータを把湾曲装置19に入力する。次に、把湾曲装置19は入力された湾曲パラメータに基づいて把湾曲動作を開始する。次に、小帯kを小帯キャッチ装置18で挟持し、小帯kを切断し、切断した小帯kを引き抜く。次に、小帯kを取り除いた把tを次工程に引き渡すための待機処理を行う。以上のように測定した把厚によって湾曲量Hを設定することにより把tの厚さにばらつきがあっても小帯kを確実にキャッチし除去できる。
(もっと読む)
取鍋搬送台車の停止位置決め方法および装置
【課題】 取鍋が搬送台車の中心に乗っていない場合でも、取鍋のレールは、常に、中継用取鍋移送手段としてのローラーテーブルのローラーの中心と一致するので、取鍋は、円滑に搬送台車からローラーテーブルに移送される。
【解決手段】 搬送台車6に設けられた、搬送台車6走行方向と直行する方向に取鍋2を移送可能なローラーテーブル11上に取鍋2を乗せ、搬送台車6を、搬送台車6の走行方向と直行する方向に設けられたローラーテーブル16Aまで走行させ、そして、ローラーテーブル11上の取鍋2を、ローラーテーブル16Aに移載する際の、搬送台車6の停止位置決め方法において、搬送台車6上の取鍋2の位置を検出し、取鍋2の中心とローラーテーブル16Aの中心とが一致するように、搬送台車6の停止位置を補正する。
(もっと読む)
段ボールシートの斜行検出装置及び検出方法並びにスリッタスコアラ
【課題】 段ボールシートの斜行検出装置及び検出方法並びにスリッタスコアラに関し、スリッタスコアラ内部で発生する段ボールシートの斜行を検出できるようにする。
【解決手段】 スコアラ10よりもシート搬送方向上流側に設けられ、段ボールシート5のシート幅方向における位置を検出する第1の位置検出手段20と、スリッタ11よりもシート搬送方向下流側に設けられ、段ボールシート5のシート幅方向における位置を検出する第2の位置検出手段22と、第1の位置検出手段20及び第2の位置検出手段22により検出された段ボールシート5の位置情報に基づいて段ボールシート5の斜行量を算出する算出手段27aとをそなえて構成する。
(もっと読む)
角折れ検知装置
【課題】 1つのセンサーで用紙の角折れを検知することが可能な封入封緘機における用紙の角折れ検知装置を提供する。
【解決手段】 用紙Aの届先印字部を測定可能な位置に距離検出センサー1を設置し、距離検出センサー1は、搬送コンベア上の用紙Aとの距離を常に測定する。比較手段2は、距離検出センサー1が検出した距離とあらかじめ設定した閾値とを比較し、距離が閾値以下となっている場合には、角が折れ曲がっているものと判断し、停止指示手段3がコンベア駆動手段4および通報手段5に停止を指示する旨の信号を送信する。
(もっと読む)
印刷媒体厚さ測定システム
【課題】 低コストで、完全に自動的な、直に、現存する紙経路シート輸送機器に統合化され得る、厚さ検知システムを提供する。
【解決手段】 システム内で、周期的で既知の小さな変位信号が生成され、シート厚さにおける差異に起因するシート輸送要素の小さな変位による信号と比較され、結合され、及び/又は、その上に重なられる、システム。ニップ・アイドラ変位を伴う通常のシート・フィーディング・ニップを通じて移動するシートの、サブ・ミリメータのシート厚ささえも、低コスト・センサを用いて測定され得る。ここで、このセンサが、追加的に、反復的に、既知の小さな動作によって駆動されて、回転するアイドラ・ローラ・シャフト領域の複数の小さな半径差によって提供されるもののような校正信号(存在するアイドラ及びアイドラ・シャフトのランアウト動作エラー・ノイズ信号が克服されるを可能とする)を提供する。
(もっと読む)
ワークピースの座標を確定するための方法
本発明は、ワークピース(9)に対して不動に位置決めされている第一座標系を固定すること、 ワークピース(9)の第一座標を、第一座標測定装置(3)を使用することにより測定すること、 ワークピース(9)の第二座標を、第二座標測定装置(5)を使用することにより測定すること、そして 第一座標と第二座標から、共通の座標組を、ワークピース(9)に不動に位置決めされた座標系に対する第一座標系においてあるいは第二座標系において作ることを特徴とするワークピース(9)の座標を確定するための方法に関する。特に多数のワークピース(9)の座標はワークピース(9)の製造工程および/または加工工程の最中および/または後に確定することができる。さらに本発明はワークピース(9)が両座標測定装置(3,5)を用いた測定の間に位置および/または姿勢が変化する場合にも関する。 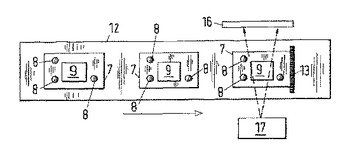 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]