
Fターム[2H150BA16]の内容
光ファイバ、光ファイバ心線 (14,865) | 心線の製造 (799) | 目的 (158) | 熱処理 (7)
Fターム[2H150BA16]に分類される特許
1 - 7 / 7
光ファイバの製造方法及び光ファイバ
【課題】ポリイミド樹脂の被覆におけるコブの形成や発泡などによる塗布不良を抑えて、歩留まりを向上させることができる光ファイバの製造方法及び光ファイバを提供する。
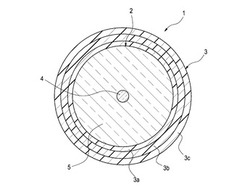
【解決手段】ガラスファイバ2の外周にポリイミド樹脂を3回以上重ねて塗布し、3層以上前記ポリイミド樹脂を被覆する光ファイバ1の製造方法であって、ガラスファイバ2側の第1層3aのポリイミド樹脂の厚さを、その外周側の第2層3b以降の層と同厚若しくは少なくとも第2層3b以降の何れか1層よりも薄くし、かつ3μmより厚くする。
(もっと読む)
光ファイバ素線の製造方法、光ファイバ素線の製造装置

【課題】光ファイバ素線の製造において、冷却装置に導入する冷却ガスの紡糸線速の高速化に伴う使用量(流量)の増大を抑えることができ、光ファイバ裸線をコートする樹脂のコート径偏肉のばらつきが小さい光ファイバ素線を製造できる技術の開発。
【解決手段】光ファイバ母材2から溶融紡糸した光ファイバ裸線3を冷却する冷却装置5が、冷却筒52の下側に冷却筒52内に供給された冷却ガスGの流出を防ぐファイバ出口シール部53が設けられ、冷却ガスGが上昇流を形成して冷却筒52の上端からのみ流出する構成であり、製造安定範囲の最大線速をνD(m/min)としたとき冷却ガスの上昇流の流速VQ(m/min)が5.5×10−3×νD−2.5×10−1≦VQを満たすようにする光ファイバ素線の製造方法、製造装置を提供する。
(もっと読む)
光ファイバ製造方法
【課題】低線速であっても小型で効率よくガラスファイバの外周面上にカーボンコートを形成することができる光ファイバ製造方法を提供する。
【解決手段】線引炉10において、光ファイバ母材Pの下端部が加熱され軟化されて、該下端部が下方に引かれることでガラスファイバが作製される。このガラスファイバは、ガスシールチャンバ20を経て、カーボンガス供給チャンバ40に導入される。カーボンガス供給チャンバ40内において、ガラスファイバはレーザ光Lの照射により加熱されて、該ガラスファイバの外周面上にカーボンコートが形成される。レーザ光Lの照射によるガラスファイバの外周面の加熱温度は、カーボンガス供給チャンバ40内においてガラスファイバの外周面上にカーボン膜を生成し得る温度に設定される。カーボンガス供給チャンバ40内の温度は、カーボン膜を生成し得る温度より低い温度に設定される。
(もっと読む)
プラスチック光ファイバケーブルの製造方法
【課題】被覆層の密着性が高く、且つ耐熱性に優れたプラスチック光ファイバケーブルを製造する。
【解決手段】ポリメタクリル酸メチル又は1種類以上のビニル系単量体とメタクリル酸メチルとの共重合体からなるコアと、テトラフルオロエチレン単位を含み、結晶融解熱が40mJ/mg以下である含フッ素オレフィン系樹脂からなる層を少なくとも最外層に有するクラッドとを有するプラスチック光ファイバを形成し、その外周に被覆内層(A)と被覆外層(B)とを一括して形成し、90℃〜110℃で2分〜60分間熱処理を行うプラスチック光ファイバケーブルの製造方法。
(もっと読む)
光学部品
【課題】光増幅器等において用いられ増幅用光ファイバから励起光源へのASE光の入射を抑制することができて製造が容易な光学部品を提供する。
【解決手段】光学部品14Aは、ガラス管41、6本の光ファイバ421〜426、光ファイバ43、光ファイバ44および樹脂45を備える。ガラス管41は、第1端41aと第2端41bとの間に貫通孔を有しており、その貫通孔の中に6本の光ファイバ421〜426および光ファイバ43それぞれの被覆除去部が挿入されている。ガラス管41の第1端41aの位置において、6本の光ファイバ421〜426は、光ファイバ43の周囲を取り囲むように細密構造で配置されていて、光ファイバ44の端面は、6本の光ファイバ421〜426,光ファイバ43およびガラス管41それぞれの端面と融着接続されている。
(もっと読む)
光ファイバ用ボビンおよびこのボビンを使用した光ファイバの製造方法
【課題】 耐熱性を有する熱硬化型樹脂を被覆した光ファイバの製造時間を短縮化することができる光ファイバ用ボビンおよびこのボビンを用いた光ファイバの製造方法を提供する。
【解決手段】 熱硬化型樹脂で被覆した光ファイバ18を製造する際に、光ファイバ母材11を加熱溶融してガラスファイバを線引きし、ガラスファイバ13の表面を熱硬化型樹脂で被覆して得られた光ファイバ18を巻取りボビン30に巻き取る。そして、巻き取った光ファイバ18を巻取りボビン30ごとまとめて追加加熱して熱硬化型樹脂に含まれている溶剤成分を除去して、被覆を硬化させるので、巻取り時に十分に加熱して被覆を硬化させる場合に比べて、製造時間の短縮を図ることができる。
(もっと読む)
プラスチック光ファイバプリフォーム及びその製造方法
アウタークラッド18の内部に形成された筒形状のインナークラッド19の中空部にコア用の原料を注入し、これを重合させてコア33を形成する。インナーコア用の原料は、インナークラッド19の構造単位を有する第1コアモノマーと、第1コアモノマーとは異なる第2コアモノマーと、非重合性の屈折率調整剤とを含む。第1及び第2コアモノマーを共重合させながら、コア33内の屈折率調整剤の濃度を徐々に変えることで、コア33内で屈折率分布を生じさせる。第2コアモノマー内の第2構造単位により、コア33の耐熱性を向上させるとともに、インナークラッド19とコア33との界面付近におけるミクロ相分離を防止する。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]