
Fターム[3B150QA06]の内容
Fターム[3B150QA06]に分類される特許
861 - 877 / 877
電動ミシン
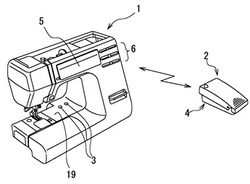
【課題】 無線コントローラの識別信号の登録と充電が容易にできる電動ミシンを提供する。
【解決手段】
ミシン本体1のベッド19には接続端子3が露出しており、コントローラ2のIDコードの登録とコントローラ2への充電を行う。コントローラ2の裏面の接続端子3に対応する位置に第2接続端子4が設けられ、コントローラ2をベッド19上に載置するだけで、接続端子3と第2接続端子4が接触することによりIDコードの登録と充電を行う。ミシン本体1は登録されたIDコードのコントローラ2からのコントロール信号のみを受信してミシンを制御する。
(もっと読む)
電動ミシン

【課題】 安全性の高い無線コントローラを備えたミシンを提供する。
【解決手段】
コントローラ2を踏み込むと最初にミシン本体1を起動する信号を出力し、更に該踏み込み量に応じた縫い速度(駆動速度)の信号を送る。制御装置11には、制御内容を変更する有効/無効切替装置30接続され、コントローラ2の指令信号を無効/有効に切り替える。有効/無効切替装置30を無効に切り替えると、制御装置11はコントローラ2からの指令を無視し、例えばミシン駆動信号を受信しても、モータ駆動装置12に対して停止信号を出して、モータを停止した状態に維持する。従って有効/無効切替装置30により無効を選択しておけば、コントローラ2の誤操作があっても、ミシン本体1はこれに応答せず、安全を維持できる。
(もっと読む)
刺繍縫製可能なミシン
【課題】 自動糸切り機構を備えた刺繍縫製可能なミシンにおいて、糸切りミスを減少させて刺繍縫製品の品質を高める。
【解決手段】 刺繍縫製可能なミシンは、押え足が取着される押え棒を昇降駆動する昇降用アクチュエータと、少なくとも上糸を切断する自動糸切り機構とを有し、刺繍縫製の動作中には押え足が加工布から上方へ所定小距離だけ離隔した位置を保持するように前記昇降用アクチュエータを制御すると共に、前記自動糸切り機構の糸切り動作に連動して少なくとも糸切り時には押え足で加工布を押えるように前記昇降用アクチュエータを制御する制御手段を設ける。
(もっと読む)
ミシン
【課題】 自動糸通し機構を備えたミシンにおいて、糸通しの際に押え足が自動糸通し機構と干渉しない位置に自動的に退避させて、押え棒がどのような位置であっても糸通し作業を全自動で行えるようにして作業能率を高める。
【解決手段】 ミシンは、縫針を支持する針棒と、縫針の目孔に上糸を貫入させて糸通しを行う為の糸通しフック部材を有する糸通し機構と、下端部に押え足が装着された押え棒を昇降させる昇降機構と、その昇降機構を駆動する駆動機構とを有し、糸通し機構を作動させる為の糸通し操作手段と、糸通し操作手段が操作されたとき、押え足と糸通しフック部材との干渉を回避する位置に押え棒を昇降移動させるように駆動機構を制御する駆動機構制御手段とを備える。
(もっと読む)
刺繍データ作成装置及び刺繍データ作成プログラム
【課題】 三次元のデータをもとに、立体的な表現の刺繍データを作成する刺繍データ作成装置及び刺繍データ作成プログラムを提供する。
【解決手段】 サーフェイスモデルで構成された三次元情報を入力し(S1)、糸密度とピッチの最低値・最高値を設定する(S2)。入力した三次元情報に縫製属性の値を仮に設定し(S3)、立体の俯瞰位置を決定する(S4)。その俯瞰位置から決定される中心点に基づき二次元に投影して、二次元での糸密度とピッチを計算し(S5)、二次元投影時の縫製状態を生成して表示装置に描画する(S6)。操作者がその状態で刺繍データを作成すると決定すれば(S7:YES)、S2で設定された最高値と最低値の範囲に収まるように糸密度とピッチを補正した上で(S8)、刺繍データを作成する(S9)。
(もっと読む)
刺しゅう位置設定装置を備えた刺しゅうミシン及び刺しゅうミシンの刺しゅう位置設定方法
【目的】 表示手段の画面と、刺しゅう枠との位置関係を確実に表示し、画面上でレイアウトを簡単にできるようにすること。
【構成】複数の縫い目情報が予め記憶されている記憶手段から所望の刺しゅう模様を選択して縫い目情報に基づいて刺しゅう縫い目を形成する刺しゅうミシンにおいて、布に刺しゅう基準位置qを付与して張設した刺しゅう枠Eと、これを移動操作する枠移動手段8と、前記刺しゅう基準位置qをミシンの針の下方位置に設定して操作により刺しゅう基準位置qを刺しゅう位置記憶手段11に記憶するとともに画面表示に関連させて登録するための位置登録キー9と、この操作により登録された画面位置にクロスラインXYを表示する画像制御手段10とからなること。所望の刺しゅう模様を選択して画面上に表示させるとともに前記クロスラインXYに関連させて配置すること。
(もっと読む)
畳側面の縫着方法及び畳用縫着装置
【課題】 一般的な厚さの畳だけでなく、薄畳の場合であっても、見た目が綺麗で、しかも押さえが利き易く、縫う時間も短くできる畳側面の縫着方法を提供すること。
【解決手段】 畳の縫着の際に、空縫い時に送りをかけることで、逆ハの字状の締付け部92を形成し、その後、畳11の稜線11cと平行となる第1の押え部94と、第2の押え部96とを形成し、更に再度前記締付け部92を形成するような縫い方とする。この新台形縫いは、畳11の側面11aにおいて、台形の左右両辺側に相当する左下がり斜め部92a、左上がり斜め部92bの縫い糸が、上下方向ではなく斜めで、畳11の表面から見た際に、その部分の縫い糸は見え難くなるため、見た目が綺麗である。また、台形の上底(上辺)は、第1の押え部94と第2の押え部96との間に往復縫い部93があるので、押さえが利き易い。更に、左下がり斜め部92a、左上がり斜め部92bで送りが入るので、縫着時間を短縮させることできる。
(もっと読む)
ミシン
【課題】 糸移送機構による複数の糸掛け部への自動糸掛けに際して、糸移送機構による糸移送の移送位置に応じて糸調子器の開閉状態を適宜切換えでき、各糸掛け部に対する糸掛けの確実性を高め得るようにすること。
【解決手段】 第1及び第2糸移送機構からなる糸移送機構を備え、予め所定の糸準備経路に保持された上糸を、糸移送機構により糸移送させながら、複数の糸掛け部の各々に順々に自動的に糸掛けしてから、最終的に糸通し機構へ糸渡しする場合に、第2糸移送部材の移送位置に対応付けて、つまり第2糸移送機構を駆動する第2ステッピングモータの駆動量に基づいて、糸調子機構の糸調子ステッピングモータを駆動制御するので、糸掛け部によって、糸張力を必要とする第1タイミングで糸調子器が閉状態に切換えられ、糸張力を必要としない第2タイミングで糸調子器が開状態に切換えられるため、複数の糸掛け部への糸掛けの確実性を高めることができる。
(もっと読む)
ミシンおよびその制御方法
【課題】 パルスモータの駆動停止状態においても、駆動対象部の移動量を検出することで、パルスモータの脱調を防止する制御を行なうことができるミシンおよびその制御方法を提供する。
【解決手段】 多針ミシンのキャリッジおよび枠ホルダを駆動するためのX方向駆動モータおよびY方向駆動モータにエンコーダを付設し、これら駆動モータを駆動するための制御装置を設け、この制御装置(CPU)は、駆動モータが停止状態を確認すると(S1:YES)、駆動モータに出力された駆動パルスに基づく目標位置とエンコーダで検出された回転量に基づく実際位置との差が脱調限界値以上と判断した場合に(S3:NO)、その差が脱調限界値以下になるように、目標位置を現在位置に近づけるように励磁相を変更し(S6)、その後、現在位置を停止位置に近づけるようにパルスを出力する(S4)。このような構成によれば、何らかの負荷が駆動モータに加わることにより脱調を起こす可能性がある場合でも、脱調を防止することができる。
(もっと読む)
水平多針キルティング機械および方法
選択的に動作可能なステッチ要素対(90)を有するブリッジ(21、22)が設けられる多針キルティング機械(10)および方法。材料またはブリッジ、あるいは両者が、枠台に対して移動可能である。連続型模様、個別型模様、連結多重型模様、360度型模様、緊密型模様をキルティングするための制御機構が設けられる。針プレートとルーパプレートとの間の材料通路を広い間隔として複数の小型押え金(158)が、1つまたは複数の針(132)にそれぞれ設けられている。タックシーケンス縫製時および縫製中の他の方向反転時に断続送出しと連続送出しとの組合せおよび送出しの移行が利用され、二重針ガードおよび糸デフレクタも使用される。  (もっと読む)
(もっと読む)
根巻きボタン付けミシン
【課題】見栄えのよい根巻きを形成する根巻きボタン付けミシンを提供する。
【解決手段】ボタンを布地に縫い付け、その後根巻き縫いを施す根巻きボタン付けミシンである。この根巻きボタン付けミシンは、針棒を上下動させる針棒上下機構と、布地を保持する布地保持部と、ボタンを水平状態及び垂直状態に切り換え自在に保持するボタン保持機構と、針棒、布地及びボタンの相対位置を変化させる相対位置変化機構と、針棒上下機構、ボタン保持機構及び相対位置変化機構を制御する制御装置とを備えている。制御装置は、根巻き縫いを施す以前に、布地近傍で根糸を少なくとも1回巻いた後に、ボタン近傍で根糸を少なくとも1回巻く巻き込み縫いを施すように、針棒上下機構及び相対位置変化機構を制御する。
(もっと読む)
ミシンのプログラム作成装置
【課題】記憶している複数の縫製プログラムの中から所望の縫製プログラムを検出しやすくするミシンのプログラム作成装置を提供する。
【解決手段】プログラム6の制御装置109 により、複数のパラメータのうちの何れか1つを選択するパラメータ選択制御、パラメータ選択制御で選択されたパラメータの設定値を選択する設定値選択制御、両選択制御で選択されたパラメータとその設定値を含む縫製プログラムをバックアップROM113 から検索してLCD70に表示させるプログラム検索制御を実行させる。
(もっと読む)
上下送りミシン
【課題】 縫製途中にいせ込み量が変化する場合でも、縫い上がり後の縫い目ピッチを均一にできるようにする。
【解決手段】 上布を送る上送り手段24Aと下布を送り下送り手段26Aとを備え、上送り手段による上送り量を下送り手段による下送り量より大きくして上布にいせを形成しながら縫製する上下送りミシンにおいて、目標上送り量を入力する初期設定手段32と、目標縫い目ピッチを設定する縫い目ピッチ設定手段34と、目標上送り量と目標縫い目ピッチとの差に基づいて、縫製後の縫い目ピッチが該目標縫い目ピッチになるように目標下送り量を決定する下送り量決定手段36と、前記目標上送り量に基づいて前記上送り手段を駆動制御し、前記目標下送り量に基づいて前記下送り手段を駆動制御する制御手段28とを備えた。
(もっと読む)
根巻きボタン付けミシンおよびミシンの糸調子装置
【課題】 ボタン付け・根巻きのそれぞれの工程に対応して、最適なタイミングや大きさで糸張力を制御することができる根巻きボタン付けミシンを提供する。
【解決手段】 ボタンを被縫製物に縫い付けるボタン付け工程と、ボタン付け工程によって縫い付けられたボタンと被縫製物との間の縫製糸を補強する根巻き工程とを行う根巻きボタン付けミシン10において、糸調子モータ41により駆動され、糸に与える張力を変更可能な糸調子装置20と、ボタン付け工程と根巻き工程のそれぞれにおいて、張力値とその変更時期を制御可能なマイコン50とを備える。
(もっと読む)
縫い糸の撚り戻り防止装置、ミシン、2本針ミシン及び千鳥ミシン
【課題】 後進縫いなどを行う縫製作業時において、縫い糸の撚り戻されてほぐれることを防止し、そのようなほぐれが原因となる糸切れや縫い目の乱れを防止する。
【解決手段】 糸巻き11から引き出されてミシン針4に至る縫い糸10に対してその縫い糸10の撚り合わせ方向と同じ方向に撚りを加える撚り加え機構12と、縫製作業時の縫い方向を検知する縫い方向検知部と、縫い方向検知部の検知結果に応じて撚り加え機構12を駆動させる撚り戻り防止手段とを有する。縫い方向が所定の方向であることを縫い方向検知部で検知した場合には、撚り加え機構12を駆動させ、縫い糸10に対してその縫い糸10の撚り合わせ方向と同じ方向に撚りを加え続ける。これにより、縫い糸10が縫製作業中に撚り戻されてほぐれること、及び、そのほぐれが原因となる縫い糸10の糸切れや縫い目の乱れ等を防止できる。
(もっと読む)
穴かがり縫いミシン
【課題】 形成される穴かがり縫い目の形状を微細に設定することのできる穴かがり縫いミシンの提供。
【解決手段】 本穴かがり縫いミシンでは、縫製機構及び送り台の制御によって形成される穴かがり縫い目70の形状(千鳥縫い長さA,千鳥ピッチB,千鳥巾C,閂止め長さD,閂止めピッチE,カッタスペースF等)を、操作パネルの操作によって個々に設定することができる。しかも、千鳥巾Cを左右の千鳥縫い目71,72で異ならせたり、閂止め長さDを前後の閂止め縫い目73,74で異ならせたりすることもできる。従って、穴かがり縫い目70の前後左右のバランスを良好に調整することができる。
(もっと読む)
ミシンの制御装置
【課題】 この発明の目的は、複数の電源仕様に対応可能で、且つ、その切り替え作業を操作性よく行うことのできるミシンの制御ボックスを提供することである。
【解決手段】 外部の交流電源を入力して整流平滑する整流平滑部8C,9Cと、整流平滑部8C,9Cで整流平滑した直流電源によりミシンモータを駆動するモータ駆動ドライバ11と、外部の交流電源を入力して電圧を変換する電源トランス24と、電源トランス24により電圧変換された交流電源によりミシンKアクチュエータを駆動するアクチュエータドライバとを備えたミシンの制御装置である。そして、整流平滑部8C,9Cは全波整流手段および倍電圧整流手段を有し、電源トランス24は独立した2つ以上の巻線n1,n2を有し、更に、整流平滑部8C,9Cにおける全波整流手段と倍電圧整流手段との切換え、並びに、電源トランス24における巻線の切換えを同時に行なう切換え手段23を備えている。
(もっと読む)
861 - 877 / 877
[ Back to top ]