
Fターム[3B153DD07]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 撚合によるもの (88) | 供給リール側回転式 (25) | リールの直列配列(チューブラ型) (12)
Fターム[3B153DD07]に分類される特許
1 - 12 / 12
磁気軸受式チューブラー型撚線機
【課題】チューブの動バランスの調整の簡易化と低振動化を図り、極細線ケーブルに適用可能な、高速・低騒音・低消費電力・高稼働率のチューブラー型撚線機を提供する。
【解決手段】長手方向の回転軸の廻りに回転駆動されるチューブ10と、素線ボビン20と、素線ボビンをチューブの長手方向に配列し、チューブの回転に伴って回転しないようにチューブの回転軸に軸承されるクレードル30と、素線ボビンから引き出されてチューブの外周部を介してチューブの一端側に導かれた素線を集合する集合ダイス60と、チューブの回転によって撚り合わされた撚線を引き取る引取装置70とを備え、チューブの回転軸を軸承する軸受として磁気軸受70を用い、チューブの回転軸を回転駆動する駆動装置として回転軸を非接触で駆動するビルトインモータ80を用い、チューブの同一回転軸上にビルトインモータと磁気軸受を配備することによって簡易な動バランスの調整を行うだけで運転中のチューブの振動を大幅に低減させた。
(もっと読む)
チューブラー型撚線機

【課題】高強度の素線を用いてスチールコードを製造する際における断線の発生を抑制することで、生産性を向上するとともに製造コストを低減することが可能なチューブラー型撚線機を提供する。
【解決手段】抗張力が360kg/mm2以上の素線を50本以下にて撚り合わせてスチールコードを製造するチューブラー型撚線機である。素線または素線が2本以上にて撚り合わされてなるストランド1が撚線機内を通過する経路のうち、素線またはストランドの進行方向が変更される箇所であって、進行方向変更前後の経路同士がなす通線角度αが160度以下の箇所の少なくとも一部に、ガイドプーリー12が設置されている。
(もっと読む)
円筒状回転体の手回し補助装置
【課題】チューブラー型撚線機の回転バレルに代表される円筒状回転体を手回しする際に、この作業を安全かつ軽便に行うための補助装置を提供する。
【解決手段】円筒状回転体を手回しする際に用いる補助装置であって、把持部および該把持部から延びる足の先端に取り付けられる回転軸力伝達部を有し、把持部からの入力を回転軸力伝達部から円筒状回転体に伝達して円筒状回転体に回転を強制する。
(もっと読む)
スチールコードの製造方法およびそれに用いる撚線機
【課題】工程中におけるオイル飛散の発生なしで、撚り線工程において安定した巻き出しテンションを保証することができるスチールコードの製造方法およびそれに用いる撚線機を提供する。
【解決手段】スチールワイヤ1を撚線機10で撚り合わせてスチールコード2を製造する方法である。撚線機10として、少なくとも回転体11を覆うカバー12を有するものを用い、カバー12のワイヤ進行方向後方側からカバー12の内部に向かいオイルミストを噴霧するとともに、カバー12のワイヤ進行方向前方側で、カバー12の内部に噴霧されたオイルミストを吸引しながら、スチールワイヤ1の撚り合わせを行う製造方法である。オイルミストの噴霧流量をA(m3/min)、吸引流量をB(m3/min)としたとき、下記式、
1.70×A≧B≧1.02×A
で示される関係を満足する。
(もっと読む)
スチールコードの製造方法
【課題】断線発生の懸念がより少なく、かつ、大きな設備投資なしで安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
【解決手段】複数本のスチールフィラメント1を、チューブラー型の撚線機10を用いて撚り合わせてスチールコードを製造する方法である。スチールフィラメント1を撚り合わせる撚り合わせ部12と、撚り合わされたスチールフィラメントに繰り返し曲げ加工を施す矯正ロール部13との間に、2個以上のプーリおよび/またはキャプスタン14を配置して、撚り合わせ後、繰り返し曲げ加工が施される前のスチールフィラメント1を、撚り合わせ部12と矯正ロール部13との間で、プーリおよび/またはキャプスタン14に2回以上通過させる。
(もっと読む)
ワイヤロープ製造装置
【目的】充填材入りワイヤロープを,比較的高速に製造する。
【構成】筒形撚線機10およびかご形撚線機20が,縦列(タンデム)に配置されている。筒形撚線機10の回転軸14とかご形撚線機20の回転軸21が連結されている。筒形撚線機10の繰出しボビン12に6本の側ストランド3が,かご形撚線機20の繰出しボビン27に6本の充填材4がそれぞれ巻き回されている。外部から供給される心ロープ2の周囲に,6本の側ストランド3と,6本の充填材4とが交互に撚られて充填材入りワイヤロープ1が製造される。
(もっと読む)
波面付き要素を有する鋼コード
【課題】鋼構造体の鋼フィラメントに異なる波形を提供する。
【解決手段】エラストマーの補強に適した鋼構造体であって、鋼補強体は一つ以上の鋼要素10からなる。鋼要素10の少なくとも1つは第1波面および第2波面を備えている。第1波面は第2波面の面と実質的に異なる面に延在する。両波面の形成は、外部から駆動されない2対の歯車12、14によって効率的に行われる。これらの波面によって、ゴムの浸透性が向上し、または破断点伸びの向上した鋼構造体。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線、及び撚り乱れの無いゴム物品補強用スチールコードを製造する。
【解決手段】チューブラータイプの撚り線機の型付け装置36において、シース素線用の型付け軸42をジグザグ状に配置する。面中心線CLから型付け軸42の軸中心までの距離をa、面中心線CLに沿って計測する型付け軸相互の中心距離をb、型付け軸42の直径をcとしたときに、1.5×10−2≦(c−2a)/b2≦5.0×10−2を満足させる。これにより、断線の無い、撚り性状の安定したスチールコード26が得られる。
(もっと読む)
撚線機
【課題】筒型ロータの高速回転時におけるクレードルの振動や横揺れを軽減して、繰り出し張力の安定化を図り、撚線性を改善することができる撚線機を提供する。
【解決手段】撚線機10は、複数のサプライリール13を筒型ロータ12の内側に直列に配置し、各サプライリール13に巻回された線条体14をそれぞれ通線ガイド26a,26bにより筒型ロータ12の内面に沿ったパスラインを経てサプライリール13の直列方向の一端側のダイス16に導いて、線条体14を撚り合わせるものであって、筒型ロータ12の内側に回転軸11に直交する方向に設けられた支持部21と、支持部21を筒型ロータ12の回転軸11方向に貫通するとともに支持部21に対して回転可能に支持される支持軸22と、サプライリール13を回転可能に支持する支持部材24と、を複数有し、支持部21を挟んだ支持軸22の回転軸11方向両側に、支持部材24がそれぞれ設けられている。
(もっと読む)
スチールコードの製造方法および製造装置
【課題】コア要素に形状崩れを生じることのないコードの製造方法を提供する。
【解決手段】コア要素のまわりにシース要素を集合させて撚り合せ部において撚り合せて、コアのまわりにシースを配置したコードを製造するに当り、該撚り合せ部から延びる仮想回転軸に沿ってコア要素を撚り合せ部まで導く一方、該仮想回転軸の周りに設定したシース要素通過経路を介して、シース要素を撚り合せ部まで導き、シース要素通過経路上のシース要素を仮想回転軸周りで回転させて、コア要素のまわりにシース要素を撚り合わせる。
(もっと読む)
スチールコード、スチールコードの製造方法及びこの方法に用いる撚線機
【課題】無撚り状態で並列に引き揃えられたスチールからなる複数本のコアフィラメントの周囲に、スチールからなるシースフィラメントを1層偏在させながら撚り合わせるようにしたスチールコードに関して、加硫時にフィラメント間の隙間が確保されるようにしてゴムペネ性を高めることを目的とする。
【解決手段】撚り合わせ前に、コアフィラメント又はシースフィラメントのうちの少なくとも1本(コアフィラメント16、シースフィラメント26A)に対して、他のコアフィラメント18及びシースフィラメント26Bとは異なる型付けを施し、コアフィラメント−シースフィラメント間に隙間A,Bを強制的に確保する。加硫時には、この隙間からゴムが入り込むことができ、ゴムペネ性が良好となる。加硫時においてスチールコード30に対し張力や周囲のゴムからの圧力が加わっても、この隙間がなくなることはない。
(もっと読む)
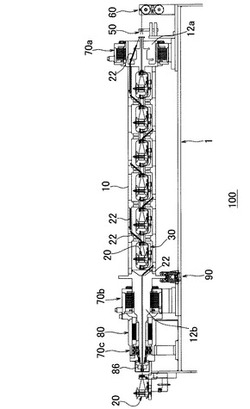
チューブラー撚線機
【課題】 小型化が可能でしかも高速回転による線条体の撚り合わせができる撚線性に優れたチューブラー撚線機を提供する。
【解決手段】 本発明のチューブラー撚線機11は、線条体14を繰り出すための複数のサプライリール13を筒型ロータ12の内側に直列に配置し、各サプライリール13に巻回された線条体14をそれぞれ通線ガイド15により筒型ロータ13の内面に沿ったパスラインを経てサプライリール13の直列方向の一端側の撚り合わせ点に導いて、線条体14を撚り合わせるチューブラー撚線機であって、サプライリール13は、その回転軸が筒型ロータ12の中心軸に直交する方向に配置されるとともに、筒型ロータ12の中心軸と同軸回転するように筒型ロータ12の中心軸方向の一方側のみで支持されており、サプライリール13から通線ガイド15によって筒型ロータ12の内面へ向けて線条体14を送り出す角度θが、筒型ロータ12の中心軸に対して60°以上である。
(もっと読む)
1 - 12 / 12
[ Back to top ]