
Fターム[3C021HA08]の内容
Fターム[3C021HA08]に分類される特許
1 - 6 / 6
テープ処理装置およびテープカッターロック方法
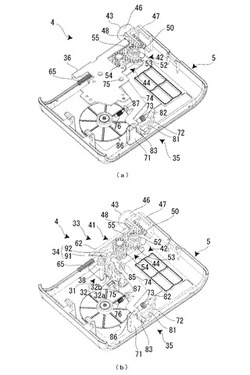
【課題】開閉蓋の開放時にテープカッターを切断動作不能とすることができるテープ処理装置およびテープカッターロック方法を提供する。
【解決手段】印刷テープTが着脱自在に収容されるテープ収容部7と、テープ収容部7を開閉する開閉蓋5と、テープ収容部7に連なる印刷テープTの繰出し経路10に配設され、印刷テープTを切断するテープカッター41と、テープカッター41を切断動作させるカッターボタン43、およびカッターボタン43に加えた力をテープカッター41に伝達する作動ギヤ列44を有するカッター作動機構42と、カッター作動機構42の作動をロック・アンロックするロック部34と、開閉蓋5の開放に連動してロック部34をロック動作させ、閉塞に連動してロック部34をロック解除動作させる蓋連動機構35と、を備えたものである。
(もっと読む)
連続包装体の送り制御装置

【課題】収容部との厚みの差の少ない横シール部を安定して検出して横シール部を正確に切断可能にできる連続包装体の送り制御装置を提供する。
【解決手段】送り制御装置は、所定の小袋部分26の袋長の測定値が前記許容範囲を超えたと判定された場合に、所定の小袋部分26についての袋長を前記算出した平均袋長に代替えし、かつ、所定の小袋部分26の次に搬送される小袋部分26の袋長の測定を行い(測定制御手段46)、前記代替えした平均袋長および次の小袋部分26の袋長の測定値を合計した値が、2つ分の小袋部分26の前記許容範囲内か否かを判定し(第2の袋長判定手段48)、前記平均袋長および次の袋長測定値の合計した値が、2つ分の小袋部分26の前記許容範囲内であると判定された場合に、送り制御は正常であるとして送り制御を続行する。
(もっと読む)
用紙切断装置及び記録装置
【課題】カッター機構への異物挟まりの誤検出を抑制するとともに、切断を確実に行わせる。
【解決手段】用紙搬送方向と交差する方向の一端をホームポジション(HP)、他端をバックポジション(BP)とし、モータによりHPからBPまで移動する切断機構と、切断機構のBPへの到達を検出するBP側停止位置検出センサ(S)と、用紙の種類及び幅の判定手段と、記憶された切断機構移動速度と用紙の種類及び幅とを用いて、切断機構のHPからの移動開始から切断するまでの用紙切断時間と、切断機構のHPからの移動開始からSに到達するまでのBP到達時間との算出手段と、モータ駆動電流値の検出手段と、モータ駆動電流を制御して用紙切断機構の移動を制御する駆動制御手段とを具備する。駆動制御手段は、用紙切断時間が経過してからBP到達時間が経過するまでの間に駆動電流値に所定の変化が生じた場合、BPに到達する前に切断機構を停止させる。
(もっと読む)
シート材の裁断機
【課題】ワークテーブルにおけるシート材の着脱を自動的に短時間で行う。
【解決手段】シート材の裁断機1は、シート材3を切断する切断刃を上下動自在に備えた裁断機本体5と、切断すべきシート材3をクランプすると共に前記シート材3を前記裁断機本体5の切断位置に移動位置決めして切断後に再び原点位置に復帰せしめる往復動自在なワークテーブル7と、このワークテーブル7上に、シート材3の幅方向の両側縁側からシート材3の少なくとも4隅をクランプ可能なクランプアーム9を回転運動自在に設けたワーククランプ装置11と、で構成されている。
(もっと読む)
裁断装置
【課題】押さえレールの挟み付け面から先に回転刃の刃先が誤操作により突き出す事態を、簡素な構造をもって確実に防止できるようにする。
【解決手段】スライダベース31にはロック位置とアンロック位置とに亘る横移動操作可能に組み合わされたスライダロック314が備えられている。マウント体32には上部室325aと下部室325bとの間に下方に向いたロック用段差面325cを備えたスライダロック314の脚部314bの通し部325が形成されている。スライダロック314のロック位置において、スライダロック314の脚部314bがロック用段差面325cの下方に位置され、かつ、スライダロック314のアンロック位置においてスライダロック314の脚部314bが付勢手段33の付勢に抗したマウント体32の下降位置に向けた押し込み操作によって上部室325aに入り込む位置に位置されるようになっている。
(もっと読む)
製本処理装置
【課題】 ミ−リング処理部で冊子束の背面を切削する際に生じる切り屑が、回収袋に所定量回収されたことを自動的に報知する製本処理装置を提供すること。
【解決手段】 クランパ4に挟持された冊子束5の背面をレベルプレ−ト1に載置し、高さ調整用モ−タ2により矢視A方向に昇降して切り込み量Mを調整する。フライス盤6により冊子束5の背面5aを切削し、切り屑を吸収ブロワ−10を動作させて回収袋14に回収する。切り込み量Mはセンサ15により検出されて制御装置17に入力される。制御装置17は、用紙の長さL、冊子束の厚さW、係数K、ミ−リング処理の回数T、前記Mより回収袋の容積Vaを演算し、Vaが基準容積Vo以上になると報知装置19を動作させる。
(もっと読む)
1 - 6 / 6
[ Back to top ]