
Fターム[3C021JA02]の内容
Fターム[3C021JA02]の下位に属するFターム
円板刃 (11)
Fターム[3C021JA02]に分類される特許
1 - 9 / 9
ダイの固定装置
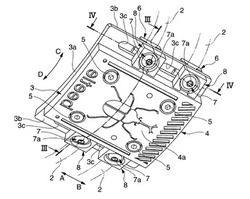
【課題】 プレート・ダイであってもブロック・ダイであっても、ダイを所定後へ容易に移動可能で、かつ位置の微調整が容易であるダイの固定装置を提供する。
【解決手段】 絵柄が形成されたブロック・ダイ4はボルト5によってベース・ブロック3に取り付けられている。ベース・ブロック3は、胴の周面に円周方向に延在する溝2に係合する係合部材6と、この係合部材6に螺合するボルト7とによって胴の周面に固定される。ベース・ブロック3の留めフランジ3bには、ボルト7が挿通される長孔3cが設けられており、この長孔3cは溝2と直交する方向(胴軸方向)に延在している。
(もっと読む)
コルゲートマシンにおけるトリム処理方法,コルゲートマシン及びエッジカット装置

【課題】コルゲートマシンにおいてオーダ替えの際に発生する不良シートの長さを大幅に抑制することができるようにする。
【解決手段】コルゲートマシンにおけるオーダ替え時に、段ボールシートのトリム幅を変更すると共に、エッジカット装置を用いて前記トリムを前後に切り離すエッジカットを行なうトリム処理方法であって、旧オーダのトリムをエッジカットする第1のエッジカット工程S21と、旧オーダトリムのエッジカット個所の後方で新オーダのトリムをエッジカットする第2のエッジカット工程S23と、を有するように構成する。
(もっと読む)
工業用刃物の取替えユニット
【課題】 ミシン胴での工業用刃物の取替えに際し、素人でも調整等がなく短時間で正確な取替えが可能な工業用刃物の取替えユニットを提供する。
【解決手段】 固定板4に工業用刃物3を固着させるためのマグネット部7を設ける。さらにミシン胴1に設けられた工業用刃物取付用の溝2に固着させるためのマグネット部7を設ける。さらに工業用刃物3をミシン胴1の溝2の側壁に押し付けるためのボルト5を設ける。前記のように構成された固定板4とミシン胴1の内方に設けた溝2との組み合わせからなる取替えユニットにより解決される。
(もっと読む)
シータにおけるカッター刃の調整方法及び調整装置
【課題】カッター刃の調整作業を容易にして、作業者の負担を大幅に削減し、調整作業時間を大幅に短縮させるシータにおけるカッター刃の調整方法及び調整装置を提供する。
【解決手段】調節ボルト63a,63bにより固定刃49と回転刃51a,51bの少なくとも一方を、互いの刃先が接近する方向に移動させて固定刃49と回転刃51a,51bを基準位置に位置付ける第1の工程と、固定刃49と回転刃51a,51bが基準位置に位置付けられた際に、互いの刃先の接触により回路に電流が流れてランプ153,153a,153bを点灯させる第2の工程と、ランプ153,153a,153bの点灯後、調節ボルト63a,63bにより固定刃49と回転刃51a,51bの少なくとも一方を、互いの刃先が離反する方向に移動させて固定刃49と回転刃51a,51bの位置調整を行う第3の工程と、を備えた。
(もっと読む)
ロータリダイカッタ
【課題】ダイシリンダの外周面に対して抜き型を簡単に強固に取付けることができると共に、その取付けの際に抜き型をダイシリンダの軸方向に簡単に位置調整することができるようにしたロータリダイカッタを提供することである。
【解決手段】アンビルシリンダ1に対設されたダイシリンダ2の外周面に軸方向に延びる複数の取付け溝5を周方向に間隔をおいて形成し、そのダイシリンダ2の外周面に取付けられる円弧状の抜き型3の内周面にはその取付け溝5内に挿入可能なロック片8を取付ける。取付け溝5内に回動自在に組込まれた締付けバー12に係合片13を設ける。ダイシリンダ2の外周面に抜き型3を嵌合し、締め付けバー12の一方向の回動により係合片13をロック片8に係合させてダイシリンダ2の半径方向の内方に引き込み、抜き型3の内周面がダイシリンダ2の外周面に密着する状態で締付けバー12を回り止め機構14で回り止めして、抜き型3の固定状態に保持する。
(もっと読む)
ロータリー切削装置のためのロータリーカッタ及びロータリー切削装置
【課題】 本発明は、ロータリーカッタの調節可能性を改良することができ、コストをかけずに実施できるメンテナンスを許容することができるロータリー切削装置のためのロータリーカッタ及びロータリー切削装置を提供する。
【解決手段】 ロータリー切削装置2は、シャフト8と、少なくとも一つの切削部材17を有するマント16を含む。シャフト8は回転不能である。マント16は、シャフト8に回転可能に取り付けられ、シャフト8から軸方向に外されることができる。シャフト8は、枠部品10a,10bに堅固に固定されるようになっている。マント16は、シャフト8に関連して回転可能に配置されている。シャフトは、一つの部品の形態とされたり、又は軸方向に間隔を開けたシャフト部分8a,8bとされたりすることができる。
(もっと読む)
保護テープの切断方法および保護テープ切断装置
【課題】 半導体ウエハの外周に沿ってカッタ刃を走行させて半導体ウエハの表面に貼り付けられた保護テープをウエハ外形に沿って切り抜くための方法において、半導体ウエハの表面に対するカッタ刃のウエハ径方向での交差角度を変更調節するに、カッタ刃の角度調整を速やかに行うことができるようにする。
【解決手段】 カッタ刃12の刃縁と保護テープTとが接触する切断部位を中心にしてカッタ刃12の角度を変更する。
(もっと読む)
スリッタースタンドの刃替装置および刃替方法
上下刃物回転軸に装着して刃物を構成する各種丸刃および各種丸刃位置決め部品を分別保管する保管庫と、前記丸刃および/または丸刃位置決め部品を複数個組み合わせて把持し、上刃物回転軸および/または下刃物回転軸まで移送し刃物を組み込み、かつ、上刃物回転軸および/または下刃物回転軸から保管庫まで前記丸刃および/または丸刃位置決め部品を複数組み合わせて把持し移送し戻す移送装置とからなるスリッタースタンドの刃替装置および刃替え方法。簡単な装置構成で、短時間にスリッタースタンドの刃物軸を交換可能な省力化を達成し得る。  (もっと読む)
(もっと読む)
製本処理装置
【課題】 ミ−リング処理部で冊子束の背面を切削する際に生じる切り屑が、回収袋に所定量回収されたことを自動的に報知する製本処理装置を提供すること。
【解決手段】 クランパ4に挟持された冊子束5の背面をレベルプレ−ト1に載置し、高さ調整用モ−タ2により矢視A方向に昇降して切り込み量Mを調整する。フライス盤6により冊子束5の背面5aを切削し、切り屑を吸収ブロワ−10を動作させて回収袋14に回収する。切り込み量Mはセンサ15により検出されて制御装置17に入力される。制御装置17は、用紙の長さL、冊子束の厚さW、係数K、ミ−リング処理の回数T、前記Mより回収袋の容積Vaを演算し、Vaが基準容積Vo以上になると報知装置19を動作させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]