
Fターム[3C034CB12]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 補助装置 (445) | ドレッサー (40)
Fターム[3C034CB12]に分類される特許
21 - 40 / 40
研削装置及び研削装置の観察方法
【課題】 研削装置の状態を常時観察できる研削装置及び研削装置の観察方法を提供することである。
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削砥石が配設された研削ホイールを有する研削手段と、研削領域に研削水を供給する研削水供給手段とを備えた研削装置であって、前記チャックテーブルに保持されたウエーハの研削によって発生する研削屑を含んだ研削水によって研削状態を観察する観察手段を具備したことを特徴とする。
(もっと読む)
研削部材のドレス方法および研削装置

【課題】研削装置の研削部材をドレスするドレス方法において、作業者による作業ミスの発生を抑え、かつ効率的にドレスすることができるドレス方法と、そのドレス方法を好適に実施する研削装置を提供する。
【解決手段】搬送ロボットにより供給カセットから位置決めテーブル上に載置されたドレス板100を供給手段73の吸着パッド74で吸着保持し、チャックテーブルの保持面に載置する。ターンテーブルを回転させてチャックテーブルに保持したドレス板100をドレスするスピンドルの下方に移動させ、砥石ホイールでドレス板100を研削する。このとき、厚さ測定ゲージでドレス板100の厚さを測定しながら研削する。研削が終了したら、ドレス板100を着脱位置に戻し、回収手段78によりチャックテーブル上からドレス板100を除去する。
(もっと読む)
半導体集積回路装置の製造方法
【課題】半導体集積回路装置の製造におけるCMP工程に用いられる研磨パッドは比較的高価なものであり、不要な交換は避ける必要がある。したがって、このパッドの磨耗量を正確に測ることが重要となっている。しかし、光による通常の測定では、スラリの存在が障害になり、接触型センサによるものでは、汚染物の溶出が問題となる。
【解決手段】CMP工程においてドレッサ稼働中にドレッサの高さ位置を計測することにより間接的に研磨パッドの磨耗量または厚さを検出し、それによって、研磨パッド交換時期の適正化を図る。
(もっと読む)
研削盤
【課題】ツルーイング前後において砥石車の研削面と接触検知ロールとの接触を検出することにより、砥石車の研削面の実際のツルーイング量を正確に把握する。
【解決手段】ツルーイング前に砥石車21を前進させ、接触検知ロール33との接触による接触信号が送出されたときに、砥石台20のツルーイング装置30に対する第1相対位置を検出し、砥石車の研削面をツルーイングロール32に対して所定切込み量切り込んでツルーイングした後に、砥石車を前進させ接触信号が送出されたときに、砥石台のツルーイング装置に対する第2相対位置を検出し、砥石車のツルーイング前の半径から第1相対位置と第2相対位置との差を減算することによりツルーイング後の砥石車の半径を求める。ツルーイングロールのツルーイング前の半径から、所定切込み量から第1相対位置と第2相対位置との差を引いた値を減算することによりツルーイングロールの半径を求める。
(もっと読む)
研磨装置
【課題】研磨開始前にトップリングの高さを検知するためにトップリングを研磨面に接地させる動作を可能な限り省略し、かつトップリングを保持するトップリングシャフトが温度上昇によって伸びても研磨時にトップリングを研磨時設定位置に保つことができる研磨装置を提供する。
【解決手段】研磨面22aと、基板Wを保持して研磨面22aに押圧するトップリング20と、トップリング20を昇降させるトップリングシャフト18と、トップリングシャフト18の伸び量を検知する伸び量検知手段70と、研磨時のトップリング20の高さ位置を設定し、この設定された高さ位置である研磨時設定位置までトップリング20を下降させる制御部47とを備え、制御部47は、伸び量検知手段70により検知されたトップリングシャフト18の伸び量に基づいて設定されたトップリング20の研磨時設定位置を補正する。
(もっと読む)
ロータリドレッサ
【課題】等速条件の自動設定が可能であるとともに、「びびり」や「たたき」の発生を未然に防ぐことができるロータリドレッサを提供する。
【解決手段】研削砥石のドレッシング・ツルーイングを行うロータリドレッサにおいて、ドレッシング砥石を回転駆動させる電動モータ6の負荷電流を検出する電流センサ32を設け、制御装置10によってドレッシング砥石の回転数を上限値と下限値の間で漸増・漸減させ、該ドレッシング砥石と研削砥石の当接面での周速がほぼ等しくなるときに急増する電動モータの負荷電流を前記電流センサ32が検出すると、その電流値が第1の判定レベルとそれよりも大きな第2の判定レベルを超えたときはドレッシング砥石の回転数を上限値又は下限値まで急変させ、電流値が第1の判定レベルと第2の判定レベルの中間値を示すときは回転数の漸増・漸減を中止してドレッシング砥石の回転数をそのときの回転数に保持する。
(もっと読む)
半導体製造プロセスの制御方法及び研磨装置
【課題】 コンディショナーの切削レートを高精度かつ簡便に管理することができ、研磨パッドの切削レートから見たコンディショナー使用限界(寿命)管理を可能とすること。
【解決手段】 研磨装置は、研磨パッドの凹凸(溝深さ)を測定する光学式変位計を有する。これにより研磨パッドの目立てに用いられるコンディショナーの切削レートを高精度かつ簡便に管理することが可能となる。変位計の出力データから、研磨レシピのコンディショナー荷重へフィードバックすることにより、コンディショナーの累積使用時間に依存しない安定した切削レートを維持することが可能となる。
(もっと読む)
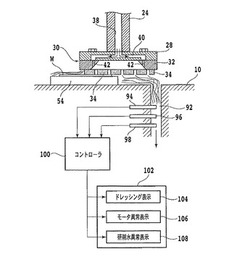
研削装置
【課題】 ワークの形状や研削条件などによらない判定が可能であり、しかも、ドレスのタイミングを適切に判定することができる研削装置を提供する。
【解決手段】 研削抵抗のワーク送り方向成分Fnを測定する研削抵抗測定手段11と、モータ電流Isを測定するモータ負荷測定手段12と、測定された研削抵抗Fnのプロファイルとモータ電流Isのプロファイルとを使用してその相似度を求める相似度演算手段14と、得られた相似度が所定値を超えたときに砥石2のドレス指示信号を出力するドレス指示手段15とを備えている。
(もっと読む)
研磨物品、CMPモニタリングシステム及び方法
本開示は、化学機械研磨(CMP)に有用な研磨物品に関し、この物品は、対向する主表面を有する基材と、主表面の少なくとも1つの少なくとも一部分にオーバーレイする研磨材と、基材の近くに位置付けられた、CMP情報を提供するための手段と、基材の近くに位置付けられかつCMP情報をリモートレシーバに送信するように適合されたトランスミッタとを包含する。本開示はまた、CMP情報を通信するための手段を有するCMPパッドコンディショナー、CMPプロセスモニタリングシステム、及びCMPパッドをコンディショニングするための方法に関する。  (もっと読む)
(もっと読む)
ウェハ研削方法及びウェハ研削装置
【課題】ウェハの不良が出ず、砥石の寿命が短くならないウェハ研削方法及びウェハ研削装置を提供する。
【解決手段】研削対象であるウェハ2に押し付けられる砥石3と、砥石3をウェハ2に対して相対的に回転させるモータ4と、モータ4が消費する電気量を検出する電気量検出器5と、その電気量が基準値を超えたとき砥石3に対するドレッシングの実行を指示する指示手段6とを備えた。
(もっと読む)
砥石車のツルーイング方法および装置
【課題】ツルーイングロールと砥石車との接触を高感度に検出できるようにする。
【解決手段】支持剛性を制御可能な制御軸受35,36にツルーイングロール30を取付けたツルア軸34を非接触で回転可能に支持し、ツルーイングロールに砥石車25を接触させ、ツルーイングロールと砥石車との接触によるツルア軸の変位に基づいてツルーイングロールと砥石車とが接触した位置を検出し、ツルーイングロールと砥石車とが接触した位置を基準にして、ツルーイングロールによって砥石車をツルーイングする。また、制御軸受によるツルア軸の支持剛性を、ツルーイングロールと砥石車の接触検出時には小さく、砥石車のツルーイング時には大きくするようにした。
(もっと読む)
溝加工装置および溝加工法
【課題】ツルーイング後の研削砥石の断面形状を正確に把握することができる溝加工装置および溝加工法を提供することを課題としている。
【解決手段】円筒状の加工対象物Rの外周面に対し、周方向に連続して溝加工を行う溝加工装置1において、加工対象物Rに溝加工を行う円盤状の研削砥石31と、研削砥石31を回転させる研削砥石回転手段32と、加工対象物Rが着脱自在に装着され、溝加工に際し加工対象物Rを研削砥石31と異なる周速で回転させる対象物回転手段8と、研削砥石31にツルーイングを行うツルーイング手段9と、略直角の交わる2つの面から成る加工部を有し、ツルーイング結果を検証するために、ツルーイング後の研削砥石31により加工部に一方の面側から他方の面に平行に切り込むように溝加工されるダミーワーク10と、加工面に形成された検証用の溝の断面形状を画像認識する画像認識手段11と、を備えるように構成する。
(もっと読む)
砥石車の修正方法及び修正装置
【課題】砥石車のツルーイング回数のバラツキをなくすと共にワークの形状に関係なく砥石車径を管理できる砥石車の修正方法及び修正装置を提供する。
【解決手段】回転可能に支承される砥石車と、砥石車をツルーイングするためのツルアと、砥石車と接触可能となるように所定位置に配置される検知ピンと、砥石車側に配置されるAEセンサ13と、AEセンサ13の検知信号に基づいて砥石車とツルア又は検知ピンとが接触したと判断する接触判断手段22と、接触判断手段22により砥石車とツルアとが接触したと判断されると所定のツルーイングを行うツルーイング実行手段23と、ツルーイング前後で接触判断手段22により砥石車と検知ピンとが接触したと判断された時の夫々の砥石車の位置から現在の砥石車の径を算出する砥石車径算出手段25とを備える。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、研磨パッド15の研磨面16をドレッシング工具1のドレッシング面2に当接させながら研磨パッド15をドレッシング面2内で相対移動させて研磨パッド15のドレッシングを行うように構成されたドレッシング装置DAにおいて、ドレッシング面2と平行な面内でのドレッシング工具1の振れ量を測定する変位センサ22,23と、変位センサ22,23により測定されたドレッシング工具1の振れ量に基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
砥石車のツルーイング装置
【課題】 砥石車の円弧研削面のツルーイング開始基準位置を接触検出手段を用いて正確に検出できるようにする。
【解決手段】 ツルーイング工具32と砥石車21との接触を検出する接触検出手段と、X軸方向移動手段による砥石車とツルーイング工具との相対移動によって砥石車の円筒研削面21aをツルーイングしている際に接触検出手段の信号変化に基づいて砥石車の円弧研削面21bのツルーイング開始基準位置を検出する円弧研削面開始基準位置検出手段と、円弧研削面開始基準位置検出手段によって検出された円弧研削面開始基準位置を基点にしてX軸方向移動手段およびZ軸方向移動手段を同期制御して円弧研削面をツルーイングする同期制御手段とによって構成した。
(もっと読む)
ドレッサと、ドレッシング方法
【課題】ドレッサ先端の研削刃が砥石面に当って切り込みが開始されたときの確認や砥石面の整形終了の確認を容易に行うことができる構造の簡単なドレッサ装置を提供する。
【解決手段】ドレッサ1の軸孔7に一対の圧電素子9、9を極性が逆になるように挿入し、圧電素子9、9間に通電板11を介在させてドレッサ1に捩じ込んだネジ13で圧電素子9を通電板11に圧着させる。通電板11には、ドレッサ1より突出する一端とドレッサ1間に順方向の発光ダイオード12aが、他端とドレッサ1間に逆方向の発光ダイオード12bが接続され、ドレッシング時に発生する圧電素子9、9の出力電圧により発光ダイオード12a、12bを発光させる。
(もっと読む)
CMPパッドコンディショニング用に改良されたエンドエフェクタアーム装置
【課題】
【解決手段】 エンドエフェクタアームを改良したCMPコンディショニング装置は、装置の信頼性及びコンディショニングと研磨操作の品質を改良したものであり、アームへのコンディショニングディスクの簡単な整列/取り付けを提供する機構を有するコンディショナーヘッドを具え、一方、メンテナンス操作のための「クイックリリース」機構も提供している。この改良されたアームは、静止力(「静止摩擦力」)をうけないアームの動き及び研磨パッドに対してコンディショニングディスクによって加える下方向の力のさらなる制御を提供する改良されたアクチュエータを具える。二重駆動プーリシステムを、改良されたエンドエフェクタアーム内で用いることで、アームが「摩耗した」研磨パッドの外形にそって旋回するときに、エフェクタアーム内の駆動ベルトの傾斜が最小になる。
(もっと読む)
研磨装置
【課題】 研磨工程が正常に行われているか否かを容易に、かつ低コストで判断することができる研磨装置を提供する。
【解決手段】 本発明の研磨装置10は、研磨面22aを有する研磨パッド22と、基板Wを押圧するトップリング本体200と、トップリング本体200の外周部に設けられ、研磨面22aを押圧するリテーナリング302と、研磨面22aをドレッシングするドレッサ50と、研磨装置10の少なくとも1つの構成部材の摩耗を検知する摩耗検知部60と、摩耗検知部60からの信号に基づいて少なくとも1つの構成部材の摩耗量を算出する演算部47とを備えている。演算部47は、1回または複数回の研磨工程当たりの摩耗量に基づいて研磨工程が正常に行われているか否かを判断する。
(もっと読む)
研磨方法
【課題】目立て部材の劣化状態を常時正確にモニターでき、交換時期を検知できる方法を提供する。
【解決手段】本発明では、モーターにより研磨布を駆動させて基板の研磨および研磨布の目立てを行う研磨方法において、研磨中に研磨布の目立てを行っているときの前記モーターの第一のトルク電流値を測定する工程と、研磨のみを行っているときの前記モーターの第二のトルク電流値を測定する工程と前記第一のトルク電流値と前記第二のトルク電流値の差分をとることにより、目立て部材と研磨布との間に生じる摩擦力をモニターする。研磨布を駆動させるモーターのトルク電流値を測定し、目立て部材と研磨布との間に生じる摩擦力をモニターすることにより、目立て部材の劣化を検知でき、目立て不足による研磨レートの低下を事前に検知できるため、製品の研磨異常発生を未然に防止することができる。
(もっと読む)
平面研削盤
【課題】砥石が摩耗や目詰まりしている場合でも、作業効率が良く且つ高精度な研削が自動で行なえる平面研削盤を提供すること。
【解決手段】ワーク(被研削物)を研削する砥石と、前記ワークを載置して左右に移動するテーブルと、前記ワークの研削量を制御するNC(数値制御)制御盤とから構成されて成る平面研削盤において、前記砥石の上部に該砥石の変位量を測定するレーザ変位計と、該レーザ変位計からの信号を解析する解析装置とを具備し、且つ該解析装置の解析結果が前記NC制御盤にフィードバックされるように構成したことにある。
(もっと読む)
21 - 40 / 40
[ Back to top ]