
Fターム[3C047AA05]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 制御(輪郭形成用を除く) (256) | 切込み量の制御 (46)
Fターム[3C047AA05]に分類される特許
1 - 20 / 46
砥石成形方法および研削盤
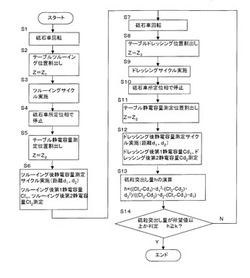
【課題】砥石成形工程中においても使用可能な砥粒突出し量測定方法を備えた砥石成形方法および研削盤を提供する。
【解決手段】メタルボンド砥石車のツルーイング後に、成形面fから鉛直方向にd1離離れた静電容量センサと所定成形面間の静電容量である第1静電容量Ct1と、成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第2静電容量Ct2を測定する。ドレッシング後に、所定成形面fの位置から鉛直方向にd1離れた静電容量測定装置と所定成形面f間の静電容量である第3静電容量Cd1と、所定成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第4静電容量Cd2を測定する。ドレッシング後の砥粒突出し量hを、式h=((Ct1−Cd1)・d12−(Ct2−Cd2)・d22)/((Ct2−Cd2)・d2−(Ct1−Cd1)・d1)で算出する。
(もっと読む)
歯面加工装置及び歯車製造方法

【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
ツルーイング方法および研削盤
【課題】ツルーイングロール8を砥石車7の外周面に接触させながら、移動させるツルーイング方法において、砥石車7に対するツルーイングロール8の法線方向の切込み量が変動しても、所望の砥石車7の表面粗さが得られるツルーイング方法及び研削盤を提供する。
【解決手段】
砥石車7の研削作用面の法線方向へのツルーイングロール8の切込み量に反比例させて接線方向の移動の速度を大きくする。さらに、砥石車7の周速度Vwとツルーイングロール8の周速度Vtの比Vt/Vwを、法線方向の切込み量が小さいほど大きくする。
(もっと読む)
研削盤および砥石車のツルーイング方法
【課題】ツルアの支持剛性を十分に確保することにより砥石車の形状成形精度を良好にしつつ、ツルアの偏摩耗の発生を防止することができる研削盤および砥石車のツルーイング方法を提供する。
【解決手段】砥石台60は、砥石車63の中心軸である第二軸C1の回りに回転可能に砥石車63を支持すると共に、第二軸C1に直交する第三軸Bの回りに回転可能にベッド10に支持される。制御手段80は、ベッド10に対して砥石台60を第三軸Bの回りに回転させながら、砥石車63におけるツルア72との接線Eに対するツルア72の向きが一定の状態となるように砥石車63のツルーイングを行う。
(もっと読む)
ドレッシング方法および研削盤
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法および研削盤
【解決手段】砥石車7で回転するドレッシングロール10を研削し、砥石車7とドレッシングロール10の接触弧の長さを所定の接触弧長さとすることで、ドレッシング後の砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の量とする。さらに、ドレス初期はドレッシングロール10の回転当りの砥石切込みを小さくし、ドレッシングの進行に伴い砥石切りこみを大きくする。
(もっと読む)
ドレッシングボードおよびドレッシングボード収容ケース
【課題】ドレッシングボードの厚みが規格の厚みに対して誤差範囲が大きくても、切削ブレードをドレッシングボードに所定の切り込み深さで切り込むことができるドレッシングボードおよびドレッシングボード収容ケースを提供する。
【解決手段】切削装置に装着される切削ブレードを目立てするためのドレッシングボードであって、所要位置に少なくともドレッシングボードの厚み情報を記録した記録媒体が配設されている。
(もっと読む)
2つの加工層をトリミングするための方法およびトリミング装置
【課題】結合砥粒を含むとともに、平坦なワークピースの同時両面処理のための研削装置の上側および下側加工板の相互に面する側上に適用される2つの加工層を、少なくとも1つのトリミング装置によってトリミングするための方法およびトリミング装置を提供する。
【解決手段】トリミング体8は、トリミング板9上にて、規定された幅を有する輪形の領域内に配され、トリミング板9の外歯部10は、トリミング板9に対して高さ調節可能であり、研削装置のすべての駆動部の回転方向が、トリミングまたは目立ての間に少なくとも2回変更され、2つの加工層の以前に測定した形状プロファイルに依って、下側および上側加工層からの材料除去が互いから独立して変動され得る。
(もっと読む)
研磨パッドの修正方法
【課題】 簡単な方法で研磨パッドの外周縁の振れ分を除去可能な研磨パッドの修正方法を提供することである。
【解決手段】 回転する研磨ヘッドの下面に装着された研磨パッドをチャックテーブル上に保持されたウエーハの上面に押し付けてウエーハを研磨する研磨装置における研磨パッドの修正方法であって、該研磨パッドの下端から所定の深さ分研削するため、該チャックテーブル上の該研削バイト上端の高さより該研磨パッドを該所定の深さに対応する距離下降させる下降動作と、該研磨パッドを回転させながら該研磨パッドの外周を研削するため、該研磨パッドと該研削バイトを該研磨パッドの面方向と平行方向に相対移動させる平行相対移動動作とを実施して、該研磨ヘッドに装着された該研磨パッドの回転中の外周縁を除去し、該研磨ヘッドの回転中心と円形に形成された該研磨パッドの中心とを合致させる研磨パッド外周研削工程を備えている。
(もっと読む)
仕上研削装置および仕上研削方法
【課題】後工程におけるラップ仕上における取り代を少なくして、ラップ仕上に要する時間およびスラリー使用量を抑える。さらに、研削砥石の寿命を長くする。
【解決手段】粗研削された基板(W)の表面を仕上研削する仕上研削装置(2)は、基板を研削する研削砥石(12)を備えていて回転可能な研削部(10)と、研削部の研削砥石に対面して配置されていて、基板を保持しつつ回転可能なチャック(20)と、研削部をその回転軸に沿ってチャックに向かって送込む研削送り部(15)と、研削送り部が前記研削部を送込む送り量に応じて、前記研削砥石に対する前記基板の研削比を変更する研削比変更部(30、35)とを含む。
(もっと読む)
歯車研削用砥石の段替方法
【課題】簡単な構成で、使用限界に達した砥石を容易に短時間で交換して精度よくワークを短時間で研削加工する.
【解決手段】砥石1が使用限界に達した場合に新たな砥石1に交換するものであって、最初に取付けられた砥石1とワークWとの歯合わせをするワークセットアップを行ってその初回ワーク位置関係データを読み込み記憶する初回ワーク位置関係データ読み込み工程と、各砥石1とドレッサ2との歯合わせをするドレスセットアップ(S2)を行ってそのドレスセットアップ位置関係データを読み込むドレスセットアップ位置関係データ読み込み工程(S3)と、初回ワーク位置関係データとドレスセットアップ位置関係データに基づいて、交換した新たな砥石1とワークWとのワーク位置関係データを演算により求める演算工程(S12)とを含んでいる。
(もっと読む)
研削装置及び研削方法
【課題】研削作業と並行して、研削砥石の研削面に対して常にほぼ同等の圧力でドレッサーボードを当接させてドレッシング作業を行うことを可能とする。
【解決手段】ドレッシング手段1を構成する位置付け機構11が、保持テーブル10に保持されたドレッサーボード8をチャックテーブル2の保持面20よりも上方の所定位置Z2に位置付け、保持テーブル10と位置付け機構11との間に介在する押圧部材13が保持テーブル10を下方から押圧した状態で研削砥石310のドレッシングを行い、規制部材12によって保持テーブル10が水平方向に揺動するのを規制することにより、簡単な構成で、ドレッサーボード8を研削砥石310の研削面310aに当接させ、ドレッシングと並行して被加工物Wの研削を行うことができる。
(もっと読む)
歯車研削用砥石のツルーイング方法及び歯車研削盤
【課題】ドレッサによる各パスの成形量を増大させ、短時間で効率的に歯車研削用砥石をツルーイングすることができるツルーイング方法及び歯車研削盤を提供する。
【解決手段】ワークWの研削を行う砥石17を砥石回転軸B1周りに回転可能に支持する一方、砥石17のツルーイングを行うドレッサ36a,36bを砥石回転軸B1と平行なドレッサ回転軸B2周りに回転可能に支持し、砥石17に対するドレッサ36a,36bのパス位置を砥石回転軸B1方向に複数設定し、ドレッサ36a,36bの1パスによる切り込みを砥石径方向から砥石17に与えて、これら砥石17とドレッサ36a,36bとを離間させた後、砥石17を砥石回転軸B1方向に移動させて、ドレッサ36a,36bを次回パス位置に配置させる。
(もっと読む)
砥石のドレッシング方法
【課題】ドレッシング処理に要する負担が少なく、必要最小限のドレッシング処理を行うだけで所望形状の砥面を完成させることが可能であり、これによる砥石の長期に亘る経済的な利用が実現されることで、ドレッシング処理に対する効率化及び低コスト化を図ることが可能な砥石のドレッシング方法を提供する。
【解決手段】砥石2をその回転軸Hを中心に回転させながら、ドレスヘッド8で砥面G1にドレッシング処理を施すための砥石のドレッシング方法であって、ドレッシング処理前の現状の砥面形状と、ドレッシング処理後の完成予定としての砥面形状とに基づいて(S3)、ドレッシング開始位置及び完了位置を演算し(S4〜S7)、現状の砥面形状から完成予定としての砥面形状に至るまでのドレッシング量及び回数を演算する(S8〜S11)。そして、演算された演算結果に基づいてドレッシング処理を施すことで、砥石の砥面を所望形状に形成する。
(もっと読む)
研削加工用ツインドレッサー装置等の駆動方法等に関する発明
【課題】研削加工用ツインドレッサー装置等で特殊な送りネジ等を使用せずにギア等やラック等を組み合わせることで大幅なコストの削減、さらにはナット等の付属品も使用せずにすむため装置の省スペース化、小型化を図る。
【解決手段】装置の中心部分に回転軸を付与させたギア等を配置し、ダイヤモンドツール等の固定台にラック等を対照に取り付ける。そしてそれぞれのラック等がギア等にかみ合うようにセットする。片方の固定台をマイクロメーター等の精密測定機器で押すまたは引くことで固定台を前進させる。その際に前進した固定台に取り付けてあるラック等がギア等を回転させ、対照側に配置したラック等を同時に駆動させるという構造である。固定台を後退させる機構はスプリング等を固定台と固定台との間に配置しておく。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
研磨装置及び方法、並びに、ドレッシングユニットの性能試験方法
【課題】研磨パッドとドレッシング部材とを接触させてドレッシング処理を行う際に、自励振動を防いで研磨パッドのドレッシングを確実に行い、パッド表面の研磨面の再生を行うことができるドレッシングユニットを備えた研磨装置を提供する。
【解決手段】本発明に係る研磨装置は、研磨テーブル上の研磨パッドに基板を押圧して研磨する基板保持ユニットと、該研磨パッドにドレッシング部材を接触させて該研磨パッドを目ならしするドレッシングユニットを備え、さらに該ドレッシングユニットは、ドレッシングユニット本体を内部に収容する容器と、該容器の上に載置される錘と、を備えている。
(もっと読む)
研磨パッドの形状修正方法
【課題】研磨パッド形状測定装置で測定した研磨パッド形状を、ドレスツールを用いてウェーハが所望の表面形状になるような研磨パッドの目標形状に修正する。
【解決手段】被加工物を所望の表面形状に研磨するための研磨パッド14の形状修正方法であって、研磨パッド形状測定装置10を用いて、定盤12に貼付した状態で研磨パッド形状を測定する測定ステップS9と、測定ステップS9の測定結果に基づいて予め備えられた複数のドレスレシピの中から、前記被加工物を所望の表面形状に研磨可能なドレスレシピを選択する条件決定ステップS10と、条件決定ステップS10で決定されたドレスレシピを用いて研磨パッド14をドレッシングする形状修正ステップS11を備える。
(もっと読む)
ツルーイング方法
【課題】研削盤の砥石車の研削量の差による凹凸を効率的に平坦化するツルーイング方法を提供する。
【解決手段】ツルーイングロール9は砥石車7の凸部幅より広幅で、ツルーイングロール9と砥石車7を砥石幅方向の相対運動をさせることにより、砥石車7の凸部のみを選択的に除去して効率的に平坦化する。
砥石車7とツルーイングロール9との接触状態を検知するツルーイングモータ動力検知手段331を備え、検知出力に基づきツルーイングの開始と終了を判定し、開始までの迅速な動作と終了後の過剰なツルーイングの防止により、ツルーイング時間の短縮と過剰な砥石消耗を防止する。
(もっと読む)
ツルーイング方法
【課題】研削盤の砥石車の研削量の差による凹凸を効率的に平坦化するツルーイング方法を提供する。
【解決手段】ツルーイングロール9は加工幅より広幅で、ツルーイングロール9と砥石車7を砥石幅方向の相対運動をさせることにより、砥石車の凸部のみを選択的に除去して効率的に平坦化する。
砥石車7とツルーイングロール9との接触状態を検知するツルーイングモータ動力検知手段331を備え、検知出力に基づきツルーイングの開始と終了を判定し、開始までの迅速な動作と終了後の過剰なツルーイングの防止により、ツルーイング時間の短縮と過剰な砥石消耗を防止する。
(もっと読む)
1 - 20 / 46
[ Back to top ]