
Fターム[3C047CC14]の内容
研削機械のドレッシング及び付属装置 (4,541) | 総形砥石のドレッシング (185) | クラウニング形状砥石のためのもの (8)
Fターム[3C047CC14]に分類される特許
1 - 8 / 8
ツルーイング方法及びツルーイング装置
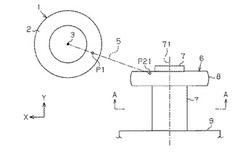
【課題】ツルアから遊離した砥粒の研磨作用を効率よく利用すると共に、砥石の回転軸の指向方向を変化させる必要がない簡単な装置により砥石の外周部を成形することが可能なツルーイング方法を提供する
【解決手段】砥石6を支持する支持部9が、X軸、Y軸及びZ軸の3軸のそれぞれに沿った方向に移動するに際し、回転軸7の軸心71は常にY軸方向を指向している。そして、円錐面に形成されたツルア1の砥面2により、砥石6の外周部8を成形するに際し、砥面2を形成する母線5上の点P1における法線と、外周部8上の点P21における法線とのそれぞれの方向が同一となるように、ツルア1と砥石6との位置関係が保持されている。即ち、点P1と点P21とが接触した接触部が、母線5に沿って移動するようになっている。
(もっと読む)
加工皿の作製装置及び修正方法

【課題】簡易かつ高精度で研磨皿その他の加工皿を作製することができ、高い再現性で加工皿を迅速に作製等することができる加工皿の作製装置及び修正方法を提供すること。
【解決手段】カーブジェネレータ型の駆動機構を有する駆動装置30が、第1ホルダ37と第2ホルダ38とを相対的に3次元的に変位させることによって、加工皿10の形状を砥石部材20によって修正するので、砥石部材20を利用して簡易かつ高精度で加工皿10を作製することができ、加工皿10の作製が迅速で再現性の高いものとなる。
(もっと読む)
砥石のツルーイング方法および研削加工方法
【課題】砥石の研削面の幅より狭い幅を有する工作物の外周面を砥石の研削面により研削加工する際に、工作物の外周面と端面とのなす角部に研削焼けを発生させない砥石のツルーイング方法およびその砥石を用いた研削加工方法を提供する。
【解決手段】砥石25は、工作物Wの外周面Waと端面Wbとのなす角部Wcが接触する研削面25baの接触部分25bbに曲率を持たせているため、かかる砥石の研削面の接触部分の工作物の角部との接触圧力を低減することができる。従って、工作物の角部の熱流束を低減することができるので、かかる角部の研削焼けを防止することができ、工作物の品質を向上させることができる。また、工作物の角部の研削焼けを防止することができるので、研削能率を高めて研削サイクルタイムを短縮させることができ、研削加工コストを抑えることができる。
(もっと読む)
加工方法及び加工機
【課題】特殊構造に因らず象限切換えに伴う加工精度低下の問題を解決する。
【解決手段】砥石面の断面形状が円弧状になるようにドレス用工具24により砥石車48を加工する方法。(1)砥石車48の一端側から他端側に向かってドレス用工具24を軸方向送りすると共に、砥石車48の径方向中心側から外側に向かって径方向送りすることにより最大径の位置まで砥石車48を加工する工程と、(2)ドレス用工具24を砥石車48から離間させ、その後、径方向送りの送り方向を反転させて砥石車48に対してドレス用工具24を再度接触させる工程と、(3)反転後の送り方向にドレス用工具24を径方向送りすると共に、ドレス用工具24を軸方向送りすることにより、最大径の位置から所定の加工終端位置まで砥石車48を加工する工程と、を連続して実施する。
(もっと読む)
研削装置
【課題】 円錐台形の工作物における大径側の端面を、ダレが生じることなく、しかも精度良く、球面状に研削できるようにする。
【解決手段】 円錐台形の工作物11における大径側の端面34を球面状に研削するための装置である。第1の駆動装置によって回転される下回転テーブル13と、第2の駆動装置によって回転されるとともに軸方向に移動される上回転テーブル12とを上下に重なった状態で配置する。下回転テーブル13と上回転テーブル12との間に、大径側を外向きとして工作物11を周方向に複数配列する、回転駆動装置を持たない工作物案内部材を備える。上下の回転テーブル12、13よりも外周側に、工作物11の大径側の端面34の一部に接してガイドするガイド装置20を備え、エアシリンダ50で加圧されて工作物11の大径側の端面34の他部に接する非回転研削砥石17A〜17Dを備える。
(もっと読む)
研削砥石のドレッシング方法およびそれを用いた弾性体ローラの研削方法
【課題】 弾性体ローラであるゴムローラの外周面を円筒研削機でクラウン形状などに研削仕上げする場合において従来問題となっていた、スクラッチの発生や、当り面の変化による表面の不均一などを解決し、ローラ形状によらず研削時間が短くて生産性が高く、かつ均一な平滑表面を形成できる弾性体ローラの円筒研削方法を提供する。
【解決手段】 逆クラウン形状の研削砥石1のドレッシング方法において、研削砥石に対して総型に形成した弾性体からなるドレッシング冶具3を研削砥石に対して対向配置してドレス冶具5と研削砥石間に遊離砥粒6を供給してドレッシング冶具と該研削砥石を回転させることにより研削砥石表面をドレッシングすることを特徴とする。また、そのドレッシングした研削砥石を用いてプランジカット方式円筒研削方法で弾性体ローラの外周面をクラウン形状に研削する。
(もっと読む)
砥石の成形方法及び成形装置
【課題】 砥石の回転方向に一様な成形痕が存在せず、高精度な光学素子加工に適用可能な砥石の成形方法及び成形装置を提供する。
【解決手段】 非球面研削を行うために用いる円環状砥石(8)とカップ型砥石(4)とを成形装置(1)上で回転させることで円環状砥石(8)を成形する砥石の成形方法において、カップ型砥石(4)の成形面がその直径両端で円環状砥石(8)に接するように、第1の回転軸(Z軸)の回りに回転駆動可能なカップ型砥石(4)と、第1の回転軸(Z軸)とは交差する第2の回転軸(X軸)の回りに回転駆動可能な円環状砥石(8)とを、少なくとも、互いに離接する方向、互いに交差する方向、及びカップ型砥石(4)に対する円環状砥石(8)の第2の回転軸(X軸)の角度を変化させる方向(B軸)に相対移動させる移動制御を行うことにより、円環状砥石(8)を成形することを特徴とする。
(もっと読む)
研削加工方法
【課題】 複列の玉軸受の内・外輪や自動車の車軸用のハブ軸受ユニットの外輪やハブなど、複雑な形状を一度に研削するに当たり、従来のように被加工物の種類に応じた形状のロータリードレッサーを用いることなく、かつ、ロータリードレッサーを用いる場合に比して砥石の切れ味を向上させることができ、もってロータリードレッサーを用いた総型研削方法に比して研削コストを低減させることのできる研削加工方法を提供する。
【解決手段】 ディスク31の外周に、当該ディスク31の軸平行断面が円の一部をなすR面形状に沿うように微小ダイヤモンド32aを分散配置したR面形状部32を備えた多石のディスクタイプのドレッサー3を用い、そのディスクドレッサー3を回転駆動しつつ、数値制御により砥石2の幅方向(x軸方向)および砥石外周面に接近/離隔する方向(y軸方向)の2軸方向に同時に位置制御して砥石2の表面を所要の輪郭形状に成形することで、数値制御のプログラム変更により被加工物Wの形状に対応可能とし、ディスクドレッサー3をトラバースさせることにより砥石2の切れ味を向上させる。
(もっと読む)
1 - 8 / 8
[ Back to top ]