
Fターム[3C049BA11]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(検知及び設定) (830) | 機械的手段による倣い (28)
Fターム[3C049BA11]の下位に属するFターム
自己ならい (3)
Fターム[3C049BA11]に分類される特許
1 - 20 / 25
ワーク内面の研削方法
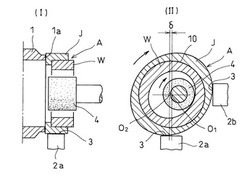
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
発電機ブラシ用研削装置

【課題】高精度で効率よくブラシの摺動面を加工することができる発電機ブラシ用研削装置を提供する。
【解決手段】ブラシ固定部11が、基準ブラシの基準面と交換用ブラシの摺動面とが同じ方向に向いて横に並ぶよう固定可能である。接触部33が、ブラシ固定部11に固定された基準ブラシの基準面に接した状態で、基準面に沿って移動するよう、基準ブラシに対して相対的に移動可能に設けられたローラ33aを有している。研削部34が、ローラ33aと同一軸で回転する研削材34aを有している。研削材34aは、ブラシ固定部11に固定された交換用ブラシの摺動面に接した状態で、交換用ブラシの摺動面を基準ブラシの基準面の形状に合わせて研削するよう、ローラ33aとともに交換用ブラシに対して相対的に移動可能になっている。
(もっと読む)
玉型形状測定方法及びその装置
【課題】全体が大型化せずに大きな玉型形状の測定ができる玉型形状測定方法及びその装置を提供すること。
【解決手段】回転軸線(回転中心O5)の周りに回転可能であると共に回転軸線に対して半径方向に進退移動可能な測定子(玉型用測定子36,レンズ枠用測定子37)をメガネMの玉型であるレンズ枠(RF,LF)の内周面又はメガネMの玉型である眼鏡レンズや型板(玉型Lm即ち玉型ML,MR)の外周面に当接させると共に、この当接状態で測定子を玉型の当接面に沿って周方向に移動させて、玉型の玉型形状の幾何学中心から測定子までの距離の変化である動径ρi(i=0,1,2,・・・n)を玉型形状の全周に亘って測定させるようになっている。しかも、玉型の測定領域において測定子で玉型形状を測定可能な位置まで回転軸線を移動させて、各測定領域毎に前記玉型形状を前記測定子で測定させるようになっている。
(もっと読む)
ねじ研削方法及びねじ研削盤
【課題】高精度にねじ研削を行うことができるねじ研削盤などを提供する。
【解決手段】ねじ研削盤1は、各研削領域K1,K2を順次研削してねじ形成領域Kの全体を研削するもので、有効径又は斜径を測定する第1測定機構45と第2測定子のワークW軸線方向における変位量を測定する第2測定機構50と、制御装置60などを備える。各測定機構45,50は、その測定子が第1研削領域K1のねじ溝に当接した状態から第2研削領域K2側に砥石車26とともに相対移動する。制御装置60は、第1研削領域K1の研削が完了して第2研削領域K2を研削する場合に、第1測定機構45によって測定される第1研削領域K2の測定値が第1研削領域K1の測定値と同じになるまで砥石車26及びワークWの相対移動を繰り返すとともに、第2測定機構50によって測定される測定値が一定となるように砥石車26とワークWとを相対移動させる。
(もっと読む)
単結晶基板の製造方法
【課題】単結晶ウェハの結晶軸に対する切断角度を所望の角度に調整することが可能な単結晶ウェハの製造方法に関する。
【解決手段】水晶ランバードから水晶の結晶軸に対して所望の切断角度を狙って切り出され、初期研磨が施された水晶ウェハの初期切断角度測定を行う(ステップS4)。初期切断角度測定により水晶ウェハの切断角度が規格値の許容範囲外であった場合(ステップS5でNo)には、ステップS8に示すように、予め確認された段差の形状と切断角度補正研磨前後の切断角度のシフト量との関係を示すデータに基づいて、初期切断角度測定で測定された水晶ウェハの切断角度の規格値との差を補正し得る段差形状を決定し、次に、ステップS9に示すように、ステップS8で決定された形状の段差を水晶ウェハに形成する。そして、段差が形成された水晶ウェハを所定量研磨する切断角度補正研磨を行う(ステップS10)。
(もっと読む)
玉型形状測定装置
【課題】フレーム枠の形状を簡単且つ正確に測定することのできる玉型形状測定装置を提供する。
【解決手段】眼鏡のフレーム枠を保持する保持部を有する保持手段と、フレーム枠のヤゲン溝に当接可能な測定子と、測定装置本体から離れた位置にある仮想軸を中心にして保持手段をスイングさせる保持手段スイング機構とを備え、測定子をヤゲン溝に当接させることによりフレーム枠の形状を測定する玉型形状測定装置であって、保持手段スイング機構によって保持手段をスイングさせたときの保持手段のスイング角度を記憶し、フレーム枠の一方の玉型形状を測定し、そのときのフレーム枠の反り量が一定値を超えた場合、保持手段スイング機構を制御して、保持手段を一方向にスイングさせて一方の玉型形状を再度測定するとともに、フレーム枠の他方の玉型形状を測定する場合に、逆の方向にスイングさせる制御手段を設けた。
(もっと読む)
球面研磨装置
【課題】光学素子の表面に対して、真球度の高い研磨加工面を容易に得る事ができる。
【解決手段】光学素子の表面を球面研磨皿に摺り合わせてその表面を球面状に研磨する球面研磨装置である。前記光学素子を前記球面研磨皿に当てた状態で支持する研磨シャフトと、軸心が、前記光学素子の表面の研磨目標球面の曲率中心を通り前記研磨シャフトを回転させる回転駆動部と、当該回転駆動部と前記研磨シャフトとの間に設けられ、前記研磨目標球面の曲率中心を中心とする球面状又は円筒状の曲面を有し、この曲面に沿って前記研磨シャフトをずらすことで当該研磨シャフトをその軸心又は軸心の延長線が前記曲率中心を常に通るように傾けて支持し、当該研磨シャフトの回転に伴って当該研磨シャフトに支持された前記光学素子を前記研磨目標球面に沿って移動させる支持機構とを備えた。
(もっと読む)
レンズ加工装置
【課題】カム機構を利用することなく各種の加工方式によりレンズ表面を精度良く加工可能なレンズ加工装置を提案すること。
【解決手段】レンズ加工装置1の移動機構10では、第2駆動機構50によってX軸方向に移動可能な第1支軸41が支持部材31に回転可能な状態に連結され、第3駆動機構60によってX軸方向に個別に移動可能な第2支軸42が支持部材31に対して回転可能、且つ、第1支軸41に対して接近および離れる方向に移動可能に連結されている。第1、2支軸をX軸方向に個別に移動させると、支持部材がY軸に平行な軸線回りに旋回し、ここに搭載されている第1駆動機構30も一緒に旋回し、第1駆動機構に搭載されているレンズ加工具8がレンズホルダ7の中心軸線(Z軸)に対して傾斜する。第1、第2、第3駆動機構によってレンズ加工具を各種に移動軌跡に沿って移動させることができる。
(もっと読む)
眼鏡レンズの玉形加工可否判定方法、玉形加工可否判定プログラム、玉形加工可否判定装置及び眼鏡レンズ製造方法
【課題】与えられたレンズ周縁形状データ通りにレンズの玉形加工が可能である否かを判定する方法を提供すること。
【解決手段】眼鏡レンズの玉形加工可否判定方法では、二次元座標系における座標点群でレンズの周縁形状を表すレンズ周縁形状データを基に、そのレンズの周縁形状どおりに玉型加工が可能か否かを判定する。この玉形加工可否判定方法は、外接点特定工程と、加工可否判定工程を有する。外接点特定工程では、外接点特定線に接する2つの座標点を外接点P1,P2として特定する。加工可否判定工程では、外接点特定工程によって特定された2つの外接点P1,P2の間に少なくとも一つの座標点Qnがある場合に、2つの外接点P1,P2の間を所定の工具半径Rを有する加工具で玉型加工が可能か否かを判定する。
(もっと読む)
ベルトの製造方法
【課題】加工性に優れ、生産性の高いベルトの製造方法を提供する。
【解決手段】無端ベルト1を一つの金型3に挿入し回転させ、前記金型3上の無端ベルト1に回転砥石5を圧接しながら金型3又は回転砥石5を幅方向にトラバースさせるようにしたベルトの研磨方法であって、無端ベルト1の外周の半径値を入力し、その値に応じた距離回転砥石5が無端ベルト1方向に接近して研磨するベルトの製造方法。
(もっと読む)
ドラム型調整車の研磨装置
【課題】テーパーローラベアリングをセンタレス研磨するに必要なドラム型状の調整車の螺旋ねじ溝を高精度に研磨加工するためのドラム型調整車の研磨装置を提供する。
【解決手段】調整車1を回転及び軸線方向に移動すると共に調整車1の研磨用の砥石9を回転及び調整車1の外輪郭2に対応する位置に位置付けるための回動や、砥石9を調整車1に近接又は離隔する方向に移動させる動作を同期制御することにより所望の螺旋ねじ溝3を研磨仕上げすることができる。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、前記端部の位置を端部位置検出器により検出し、この端部位置検出器で検出された端部位置に基づいて研削加工ヘッド5aの位置をコントローラ6で制御しながら耳状突起物2を除去するようにした。
(もっと読む)
研磨アームを使用して基板の縁部を研磨する方法及び装置
【課題】基板の縁部を研磨するように適合されたシステムが提供される。
【解決手段】基板の縁部を研磨するように適合された装置及び方法は、(1)研磨表面及び第2の表面を有する研磨テープ、及び(2)長手方向軸を有し、上記研磨テープの研磨表面を基板の縁部に接触させるように適合された研磨アーム201を含む。研磨アーム201は、i)上記研磨テープの第2の表面に接触するように適合された研磨ヘッド204と、ii)上記研磨ヘッド204に結合されて、上記研磨アーム201の長手方向軸の回りに上記研磨ヘッド204を回転させるように適合されたロッカーアーム304と、iii)上記ロッカーアーム304に隣接して延長されて、上記研磨アーム201の長手方向軸に直交する方向に上記研磨ヘッド204を移動させるように適合されたロードアーム314とを含む。多数の他の態様が提供される。
(もっと読む)
回転する金属壁を研磨する環状研磨装置
本発明は、ユニバーサル支持体に同軸に取付けられ、円周に環状電気コレクター(35)を有する固定環状プレート(30)と、回転可動し且つ固定環状プレート(30)に同軸に取付けられた環状プレート(50)を備えるタイプの回転金属壁の研磨用環状装置(20)に関する。可動環状プレート(50)は、電気コレクター(35)と相互に作用する一組の集電器(55)と、可動環状プレート(50)を回転駆動するための手段(60)と、金属壁を研磨するための手段(70)と、研磨手段(70)を金属壁に押し付け且つ保持するための空気供給手段(80)とを支持する。 (もっと読む)
眼鏡レンズ周縁加工装置
【課題】 ファセット加工等のコバ側面の加工状態を確認でき、適切な加工の設定が行える眼鏡レンズ周縁加工装置を提供する。
【解決手段】 玉型形状、コバ位置及びファセット加工領域の設定データに基づき加工データを演算し、コバ角部をファセット加工する装置は、レンズ屈折面の傾斜角入力手段と、加工設定データ,屈折面の傾斜角データ及びファセット加工具の加工面の傾斜角に基づきコバ上のファセット加工軌跡を演算する手段と、玉型形状データ及びコバ位置データに基づき玉型正面図形と仕上げ加工後のレンズを側面から見た図形を表示手段により表示すると共に、演算手段により得られたレンズコバ上のファセット加工軌跡をコバ側面図形上に表示する手段と、コバ側面図形についてのレンズの観察方向を任意に指定する手段と、指定された方向に対応する観察状態にコバ側面図形及びファセット加工軌跡の表示を変更する表示変更手段と、を備える。
(もっと読む)
眼鏡レンズ研削加工装置
【課題】装置全体を複雑かつ大型化せずに、通常のレンズのヤゲン加工も小形の横長でカニ目状の玉型形状をした湾曲の度合いが大きいプラスチックレンズのヤゲン加工も実現することができる眼鏡レンズ研削加工装置を提供する。
【解決手段】レンズ回転軸に保持された眼鏡レンズの周縁部を、枠入れする眼鏡フレームのレンズ枠又は該レンズ枠に倣った型板の玉型形状に基づき、粗加工後、V溝ヤゲン砥石200によりヤゲン加工する眼鏡レンズ研削加工装置において、回動アーム500と、この回動アーム500に回転可能に取付けられ、眼鏡レンズを研削するための、少なくとも小径のヤゲン砥石200を支持する支持軸518と、この支持軸518を回転する回転駆動手段503と、小径のヤゲン砥石200を眼鏡レンズに接近させたり離反させたりするように回動アーム500を搖動させる搖動駆動手段504とを備える。
(もっと読む)
基板処理装置及びその基板処理方法
【課題】 基板周縁部等に発生する表面荒れや基板周縁部等に付着し汚染源となる膜を効果的に除去することができる基板処理装置及びその基板処理方法を提供する。
【解決手段】 基板処理装置は、半導体ウェハ等の被処理基板10を保持する基板保持機構20と、水平方向に移動可能な研磨ヘッド30と、研磨ヘッド30に装着され、被処理基板の周縁部の研磨に供される研磨テープ40と、被処理基板10上に純水を供給するための純水供給ノズル50とを備えている。研磨ヘッド30は、被処理基板10のベベル部及びデバイス面側のエッジ部に対して、接触・加圧・角度調整を行うことができる。研磨ヘッド30には、被処理基板10と接触・加圧させる部分に突出部を有する研磨パッド60が設けられている。
(もっと読む)
研磨方法と研磨装置
【課題】熟練した技能を要することなく、レンズを高い形状精度と研磨面精度で加工する。
【解決手段】レンズ3を回転傾斜自在に保持し、レンズ3の回転軸に対し研磨皿5の回転軸を傾斜した状態で、研磨皿5の傾斜自在な支持を固定して研磨皿5にレンズ3を当接配置し、レンズ3と研磨皿5の回転運動と揺動運動により研磨加工を行う第1の研磨工程と、レンズ3の傾斜自在な支持を固定すると共に、研磨皿5を回転傾斜自在に保持して引き続きレンズ3と研磨皿5の回転運動と揺動運動による研磨加工を行う第2の研磨工程とを備えている。
(もっと読む)
光学レンズの外形加工方法および光学レンズ
【課題】 本発明は、光学レンズの外形を加工する光学レンズの外形加工方法および光学レンズに関し、少ない工数で光学レンズの表裏面を容易,確実に判別可能にすることを目的とする。
【解決手段】 表裏面の凹凸形状が類似するレンズ素材の外周を機械加工して、所定形状の外形を有する光学レンズを得る光学レンズの外形加工方法において、前記機械加工時に、前記光学レンズの外周に、前記表裏面を判別するための表裏面判別部を加工することを特徴とする。また、表裏面の凹凸形状が類似するレンズ素材の外周を、所定形状の外形に機械加工してなる光学レンズにおいて、前記光学レンズの外周に、前記機械加工時に形成され前記表裏面を判別するための表裏面判別部を有することを特徴とする。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズ屈折面に貼り付けられたテープ等の異物が有る場合にも、これによる加工不良を事前に防止する。
【解決手段】 レンズ回転軸に保持された眼鏡レンズの屈折面のコバ位置を玉型データに基づいて測定するコバ位置測定手段を備え、玉型データ、コバ位置データ等により得られる加工データに基づいてレンズ周縁を加工する眼鏡レンズ加工装置は、コバ位置測定手段により測定されたコバ位置データの変化情報に基づいてレンズ屈折面上の異物の有無を検知する異物検知手段を備える。異物検知手段はコバ位置データの変曲点の近傍に玉型データの変曲点が有るか否かの相関、又はコバ位置データの急峻に変化する点の近傍に玉型データの急峻に変化する点があるか否かの相関に基づいて異物の有無を検知する
(もっと読む)
1 - 20 / 25
[ Back to top ]