
Fターム[3C050BC01]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 切削面の位置 (30) | 内面加工用 (25)
Fターム[3C050BC01]に分類される特許
1 - 20 / 25
突起型前案内部を有するブローチ工具
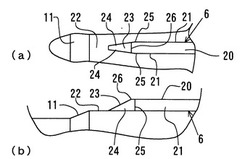
【課題】 前加工で加工された加工歯のひずみや誤差があっても、容易に芯だし及び周方向の位置決めが容易な突起型前案内部を有するブローチ工具を提供。
【解決手段】 ブローチ工具1に前案内部7と、前案内部の外周面22に突起案内部6を設ける。突起案内部は、外側案内面20、側面部21、外側傾斜部23、側面傾斜部24を設ける。側面傾斜部と側面部との側面接続線25の位置を外側案内面と外側傾斜部との外側接続線26の位置より後方に位置するようにする。外側傾斜部は、1段又は2段の段付き形状とする。又は外側傾斜部、側面傾斜部を曲面とする。さらに、突起部は前案内部の外周等分に配置する。
(もっと読む)
ブローチ

【課題】ブローチの製作工数や製作コストの抑制を図りながら、切刃の損傷を防止できると共に寿命判断が容易にできるブローチを提供する。
【解決手段】荒加工部10と、仕上加工部20と、を有するブローチ1であって、仕上加工部20の各切刃201、202、203のランド幅201a、202a、203aがブローチ1の最終切刃300側へ近づくにつれて漸減しているブローチ1とする。また、荒加工部10の各切刃101、102、103のランド幅101a、102a、103aを仕上加工部20へ近づくにつれて漸増することもできる。さらに、仕上加工部20の各切刃201、202、203間の刃溝幅201b、202b、203bをブローチ1の最終切刃300側へ近づくにつれて増減しながら小さくすることもできる。
(もっと読む)
ヘリカルブローチ
【課題】径上がり刃によりワークの歯形を歯丈方向に切削した時点で、ワーク歯形の側面をインボリュート曲線に近づけることができ、これにより、仕上げ刃に偏磨耗が生じるのを回避でき、長寿命化を図る。
【解決手段】複数の切刃のうちブローチ本体先端側の複数の切刃はワークの歯形を歯丈方向に切削するべく歯丈を漸次増大させた外径上がり刃とされるとともにブローチ本体後端側の複数の切刃はワークの歯形を歯厚方向に追い込んでインボリュート曲面に切削するべく歯厚を漸次増大させた歯厚上がり刃とされる。列をなす複数の外径上がり刃6a…6gを歯丈方向へ積層させたとき、外径上がり刃の鈍角側の側刃6aa、6ba、…6gaがインボリュート曲面Iaに対し歯丈方向に向かうに従い外方への偏倚量を漸次増加させるようにずれた形状に形成されている。
(もっと読む)
ヘリカルブローチ
【課題】仕上げ最終刃による過切削を防止し、良好な歯すじ精度でワークを加工する。
【解決手段】軸状のブローチ本体の外周部に、径方向外周側に突出する複数の切刃5が列をなして、ブローチ本体の先端側から後端側に向けてブローチ本体の軸線回りに捩れる螺旋状に、かつ、切刃の列が周方向に間隔をあけて配列され、これらの切刃によりワークの加工穴内周に所定のリードの捩れ溝を形成する。複数の切刃のうちブローチ本体先端側の複数の切刃は外径上がり刃とされるとともにブローチ本体後端側の複数の切刃は歯厚上がり刃とされる。ブローチ本体後端側の複数の歯厚上がり刃7Bのうちの最もブローチ本体後端側に位置する歯厚上がり刃7BBは、すくい面5Aとブローチ本体の周方向の一方の側を向く側面との交差稜線部に切削刃9に代わってガイド刃13が形成されている。
(もっと読む)
ブローチ
【課題】後部切れ刃群において歯部側面の刃先側に所定のフォームランドを残しながら逃がし溝幅、深さが漸増していくフォーム逃がしを施行したブローチを提供する。
【解決手段】ブローチ10は、前つかみ部11、前方案内部12、ブローチ本体16に多数のスプライン刃13を配列した切刃部20、後方案内部14および後つかみ部15等で構成されており、切刃部20は、前部切刃群21と、後部切刃群22と。を有する。後部切刃群22は、第1の刃先20aの刃径に2B(Bはフォームランド)を加えた刃径に形成されている。
(もっと読む)
内歯歯車加工用ヘリカルブローチ及びブローチ加工方法
【課題】荒切削用切刃部でのブローチ加工による発生熱の影響が小さく、仕上げ切刃のブローチの切れ刃の寸法転写性がよく、発生熱のばらつきによる加工寸法のばらつきの小さい内歯歯車加工用ヘリカルブローチ及びブローチ加工方法を提供。
【解決手段】図1(a)に示す、本体 1の軸心 5に対する長手方向の所定のねじれ角βに沿って後方に向かって歯丈方向(図2(a)、8)に歯高を漸増させるいわゆる歯高上がりに複数の荒切削用切刃 2を配列した第1の荒切削用ブローチ10と、図1(b)に示す、前方ガイド部50に続き、本体21の軸心25に対する長手方向の前記所定のねじれ角βに沿って後方に向かって歯厚方向(図2(b)、9)に歯厚を漸増させるいわゆる歯厚上がりに複数の仕上げ切削用切刃22を配列した第2の仕上げ切削用ブローチ20とを有する。
(もっと読む)
ヘリカルブローチ
【課題】加工精度を維持したまま、工具費用の抑制を図ることができるヘリカルブローチを提供する
【解決手段】外周面に複数の歯部32を有する多数のスプライン刃31を軸方向に沿って寸法順に配列し、ワークWに開口された下孔Waに挿通されることで各段のスプライン刃31によって下孔Waの内面を切削してヘリカル内歯車Gを加工するヘリカルブローチ1であって、歯部32の鈍角側歯面32bをヘリカル内歯車Gの歯面Gbに合わせて形成させ、当該鈍角側歯面32bが歯面Gbを切削すると共に案内面としてワークWを案内するようにした。
(もっと読む)
内歯歯車加工用ブローチ
【課題】ブローチが加工するワークが薄肉、ギヤ幅が短くなっても、ブローチの大径部を切削する歯底面切刃と、段部又はハカマ部を切削する切れ刃、及び/又は小径部を切削する小径部丸切刃と、が同時切削せず、加工中のワークが不安定となり、結果的に歯底面に対する小径面の同心度を悪化させることがない内歯歯車加工用ブローチを提供。
【解決手段】内歯歯車の狭幅の歯溝31の歯底面35の深さが順次増すようにワークを切削する複数の第1刃a1と、複数の第1刃a1に続く1対の肩部フランク面 eをガイドとして1対のハカマ部又は段部34を切削する複数の第2刃 14a〜 14b及び/又は前記肩部フランク面 eをガイドとして狭幅の歯溝の小径部33を切削する複数の第3刃 15a〜 15bと、複数の第2刃 14a〜 14b及び/又は複数の第3刃 15a〜 15bに続く狭幅の歯溝の1対のフランク面32の間隔を順次増すようにワークを切削する複数の第4刃a2と、を有する。
(もっと読む)
内面加工用バリレスブローチ
【課題】プレス加工品のような薄肉な加工物のブローチ加工の出口側のバリの発生を抑制した内面加工用バリレスブローチを提供する。
【解決手段】内面加工用ブローチの仕上刃群の各歯のすくい面と側面がなす側面稜線域に、歯形領域と緩衝領域とを設け、該歯形領域は、該切れ刃から0.1mm〜0.5mm、該緩衝領域は、側面稜線域の残部で、且つ、該歯形領域の仮想延長稜線よりも内側に設けたことを特徴とする内面加工用バリレスブローチである。
(もっと読む)
インボリュートスプラインブローチ
【課題】インボリュートスプライン刃部の後にインボリュートスプライン穴を加工する丸刃部を有するインボリュートスプラインブローチにおいて、ブローチの前加工穴中心と、ブローチ加工後のワークのスプライン大径及びスプライン小径との同芯度を向上させたインボリュートスプラインブローチを提供。
【解決手段】インボリュートスプライン刃部 2の後にインボリュートスプライン穴を加工する丸刃部 4を有するインボリュートスプラインブローチ 1において、スプライン刃部 2と丸刃部 4との間にブローチの前加工穴径と同径の切削を行わない中間案内部 3を設け、かつ中間案内部 3の軸方向長さLをワーク切削長より長くした。
(もっと読む)
ヘリカルブローチおよびブローチ加工方法
【課題】ワークの捩れ溝のリードや捩れ角に大きな誤差が生じてコスト高を招くことなく所定の範囲に補正する。
【解決手段】ブローチ本体の外周部に螺旋状に配列された切刃5のうち、ブローチ本体先端側の切刃5は荒刃とされるとともにブローチ本体後端側の切刃5は仕上げ刃7とされ、この仕上げ刃7においては、ブローチ本体先端側を向くすくい面7Aとブローチ本体の周方向のうちいずれか一方の側を向く側面7Bとの交差稜線部に切削刃9が形成されるとともに、この切削刃9とは反対側の側面とすくい面7Aとの交差稜線部はガイド刃10とされ、ガイド刃10に連なる側面がガイド面7Cとされてガイド面7Cとガイド刃10とで構成される部位がガイド部11とされ、このガイド部11は、荒刃のリードと異なるリードとなるように配列されている。
(もっと読む)
ヘリカルブローチ
【課題】ブローチ本体後端側の仕上げ刃において切削刃を周方向反対側のガイド刃により案内しつつ切削を行う場合に、溶着による異物の付着を防いで、より高精度のブローチ加工を促す。
【解決手段】軸状のブローチ本体1の外周部に螺旋状に配列された複数の切刃5のうちブローチ本体1後端側の切刃5を仕上げ刃7とし、この仕上げ刃7においては、ブローチ本体1先端側を向くすくい面7Aとブローチ本体1の周方向のうち一方の側を向く側面7Bとの交差稜線部に切削刃9を形成するとともに、周方向のうち他方の側を向く側面はガイド面7Cとし、このガイド面7Cに、そのブローチ本体1先端側の少なくとも一部が残りの部分の延長面Pに対して後退するように形成した逃がし部11を備える。
(もっと読む)
スプラインブローチ
【課題】ミスト加工を行う場合であっても、切刃がワークを切削する間中、加工部位に切削油を供給し続けることが可能なスプラインブローチを提供する。
【解決手段】複数の歯部311を有する多数のスプライン刃30を配列して構成された切刃部は、前部切刃群と後部切刃群とから構成され、後部切刃群は、全ての歯部側面314および歯底部312に切削油9を供給する切削油溝313を形成し、かつ、歯部側面314の歯先側には、切削時に加工物を案内するワーク案内部315とを備える構成とした。
(もっと読む)
ブローチおよびブローチ加工方法
【課題】バリやカエリを抑制して製品の品質を向上させると共に、ブローチ加工やバリ除去作業に伴う時間やコストを削減できるブローチおよびブローチ加工方法を提供する。
【解決手段】ブローチ10において、多数の切刃31を配列した切刃部3が、第一切刃群301、第二切刃群302および第三切刃群303から構成され、第二切刃群302および第三切刃群303はそれぞれ仕上刃を有し、かつ、第二切刃群302は切刃31の歯先部314に凹溝313を有する構成とした。
(もっと読む)
ブローチ及びブローチ加工方法
【課題】ブローチの撓みに起因して切れ刃に加えられる衝撃を低減してチッピング等の異常摩耗の発生や進行を抑制し、工具寿命を大幅に向上させることができるブローチを提供する。
【解決手段】ブローチ1の撓み量が大きい部位に位置する切れ刃Kの切削面積を小さくしてかかる部位に作用する切削荷重を減少させ、ブローチ1の撓み量が小さい部位に位置する切れ刃の切削面積を大きくしてかかる部位に作用する切削荷重を増大させて、ブローチ1の撓みを抑制する。これにより、ブローチ加工中に切れ刃Kに加えられる衝撃を低減してチッピング等の異常摩耗の発生や進行を抑制し、工具寿命の長期化を図る。
(もっと読む)
内歯車加工用ヘリカルブローチ
【課題】歯厚上がりシェルの切削部前半が鈍角側歯面を案内として鋭角側仕上刃で仕上げ切削し、後半部では鋭角側仕上刃が仕上げ切削した直後に鋭角側歯面を案内面として鈍角側仕上刃が仕上げ切削するとき、後半部の鋭角歯面側の仕上げ加工に起因するワーク歯すじ精度を悪くすることをなくし、ワーク歯すじ精度を向上させる内歯車加工用ヘリカルブローチを提供。
【解決手段】歯厚上がりシェルの切削部前半部2aが鋭角側仕上刃T1〜T8で切削し、歯厚上がりシェルの後半部 2c'が鈍角側仕上刃T9〜T17 で切削するとき、図3(a)に示すように、最終の鋭角側仕上刃T8位置から後方にワーク切削長wより長いスパンに鈍角開始仕上刃 T11を配置して、最終の鋭角側仕上刃T8と鈍角切削開始仕上刃 T11が同時にワークを加工しないようにした。
(もっと読む)
ヘリカルブローチ
【課題】 ワークの捩れ溝を高精度で加工できるとともに、ヘリカルブローチの製造コストやランニングコストの削減を図る。
【解決手段】 軸状のブローチ本体1の外周に、このブローチ本体1の軸線O回りに螺旋状に捩れる複数条の切刃列5を周方向に間隔をあけて形成し、これらの切刃列5に交差して延びる刃溝6を形成することにより、切刃列5に切刃7が形成された切刃部4を設け、この切刃部4を、ブローチ本体1先端側では刃溝6が軸線Oに垂直な平面に沿って延びる軸直刃溝6Aとされた軸直切刃部4Aとするとともに、ブローチ本体1後端側では刃溝6が軸線O回りに捩れる螺旋状刃溝6Bとされた螺旋切刃部4Bとし、これら軸直切刃部4Aと螺旋切刃部4Bとで切刃7をブローチ本体1に一体に形成する。
(もっと読む)
超硬ブローチ
【課題】ブローチに適用する超硬合金とその固着方法を最適化することによって、高精度を有し、しかもブローチの使用中に緩み等から精度に影響しない超硬ブローチを提供する。
【解決手段】少なくとも切れ刃部に超硬合金のシェルを用い、固着部材により、ブローチ本体に着脱自在に取り付けた組立タイプの超硬ブローチにおいて、該ブローチ本体と該固着部材とは、該固着部材の円周上に等分割された4箇所以上より、該ブローチ本体の軸線に向う6角穴付き止めネジにより該ブローチ本体に固着され、該6角穴付き止めネジの先端部にテーパ部を有し、該ブローチ本体には、該テーパに嵌合するテーパ状の溝部を有することを特徴とする超硬ブローチである。
(もっと読む)
高精度ヘリカルブローチ
【課題】ブローチ加工中に各列の切削荷重が階段式に増加することがなく、同時切削する各列の各切削荷重が変化せず、ワーク加工歯形精度が高いヘリカルブローチを提供。
【解決手段】フランク面加工領域10のブローチ切刃を、切削方向に仕上げ刃11方向に向けて、1刃当たり歯厚方向切刃幅Tを漸減させ同時に外径上がり外径切刃量UTを漸増させ、1刃当たり各切削断面積をほぼ一定にし、同時切削する各列の各切削断面積総和がほぼ一定に、即ちブローチ加工中フランク面加工領域10の切削荷重がほぼ一定になるようにした。
(もっと読む)
一体型内面ブローチ
【課題】 ブローチ本体の切刃の強度は先端側の粗加工切刃部から後端側の仕上げ加工切刃部に亙って確保しながらも、ワークに対しては確実に所定の加工精度で仕上げることが可能な一体型内面ブローチを提供する。
【解決手段】 軸状のブローチ本体1の先端側外周部に粗加工切刃部4Aが、後端側外周部には仕上げ加工切刃部4Bがそれぞれブローチ本体1に一体に形成されており、粗加工切刃部4Aの切刃6表面には硬質被膜が被覆されるとともに、仕上げ加工切刃部4Bの切刃6表面には酸化処理または/および窒化処理が施されている。
(もっと読む)
1 - 20 / 25
[ Back to top ]