
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
641 - 653 / 653
放電加工装置
電極(120)と被加工物(2)との間に発生させた放電により被加工物(2)を加工する放電加工装置(100)において、放電加工措置(100)の加工量算出部(70)は電極(120)の使用履歴に基づいて、被加工物(2)を加工するために入力された入力加工量を補正し、放電加工措置(100)の発振制御部(40)は補正された入力加工量に基づいて被加工物(2)の加工処理を制御する。これにより、電極(120)の使用履歴に関わらず正確な加工量だけ被加工物(2)を加工することができる。 (もっと読む)
放電加工用多層コーティング電極線およびその製造方法
放電加工(EDM)用多層コーティング電極線は、電極線の交換なしに、被加工物を所望形状に高速で精密に加工することができ、この電極線の製造方法は、心線の製造段階、前記心線に亜鉛をコーティングする段階、前記コーティングされた心線を乾燥させる段階、前記コーティングされた心線を拡散熱処理する段階と、前記コーティングされた心線から製品を引き抜く段階、および前記コーティングされた心線を安定化処理する段階を順次実施することにより得られる。  (もっと読む)
(もっと読む)
放電加工装置及び放電加工方法
所定のサンプリング時間のTs内での平均電圧Vgが、サーボ基準電圧SVとなるように加工軸制御を行う放電加工装置において、工具電極8と被加工物Wとの極間に電力を供給する電源手段9と、この電源手段9で供給された電力に基づき発生する上記極間での放電波形を検出
する放電検出手段13と、この放電波形において、所定のサンプリング時間Ts内での放電発生回数Ndをカウントする放電発生回数カウンタ手段14と、放電発生回数Ndに基づき、極間での想定平均電圧Vgsを演算する演算手段12と、この演算手段12により演算された想定平均電圧Vgsが、サンプリング時間Ts内でのサーボ基準電圧SVとなるように加工軸制御を行う電極位置制御手段10と、を備えた放電加工装置。
(もっと読む)
放電加工装置
放電加工用の細線電極8をスライド自在に収納した中空棒状のガイド電極7と、このガイド電極7を定位置に把持するガイド電極把持手段9,19,20と、前記ガイド電極7の内部に圧力流体を供給して当該ガイド電極7の内部から前記細線電極8を放電加工側に送り出す圧力流体供給手段10,11と、前記ガイド電極7から送り出された前記細線電極8を自動的に把持する細線電極把持手段21とを備えたものである。 (もっと読む)
構成要素の接合法
【課題】
【解決手段】本発明は、構成要素の構造体を製造するために利用される従来の融接技術にて本来的な過剰な内部応力及び微小構造体の問題点を回避するため、構成要素継手を形成し得るよう互いに動かされる第一及び第二の構成要素端縁上に比較的薄い現場のろう接合金層を形成する。この現場のろう接合金層6、23、26は、構成要素の端縁を切削すべく利用される、放電切削法による電極の消尽から銅又はニッケルのような、ろう接要素を電着させることにより形成される。次に、後続のろう接技術は、そのろう接合金層を構成要素の下方の材料基層との間に、間質移行を通じて堅固な構成要素継手を形成する。更に、現場のろう接合金層は、それぞれの構成要素の切削した端縁表面の制限された深さまで貫入し、このため、同様に幾何学的効果が制限され、また、下方の構成要素の材料構造体の性質が維持される。  (もっと読む)
(もっと読む)
チャックのための中間ブッシュおよびその製造方法

【課題】同心公差に関して、生産精度の高水準を可能にして、加えて、冷却剤流体漏れの危険度を減らすことを達成する。
【解決手段】中間ブッシュは、貫通穴の形をした中心クランプ穴(7)を有する円筒状本体(6a)を有し、チャックの中心受け口(4)に挿入されるべきものであって、本体(6a)は、中間ブシュ(6)の全長にわたってのびた外周面にそって配された幾つかの半径方向スロット(8)を有しており、スロット(8)が最大0.6mmの幅を有しており、外側の輪郭、スロット(8)および中間ブシュ(6)のクランプ穴(7)が、放電侵食され、本体(6a)が、その全長にわたって、その外面から内面までのびた貫通スロット(12)を有しているものである。
(もっと読む)
少なくとも1つのヒンジを備えるモノリシック構造
従来技術から既知の弾性ヒンジは、モノリシック構造(18)を回転構造部分(21)と固定構造部分(22)とに分離し、弾性ヒンジは、固定構造部分に対する回転構造部分の回転を可能にする。弾性ヒンジは、少なくとも1つの第一スロット状素子をモノリシック構造内に形成することによって形成され、そこでは、第一スロット状素子又は各第一スロット状素子は、弾性ヒンジ、よって、弾性ヒンジの少なくとも1つの回転軸を定める。従来技術から既知のそのような弾性ヒンジの主要な欠点は、特に回転軸の周りの傾斜剛性に関して、軸方向剛性に比較して低い横方向剛性である。増大した横方向剛性を備える弾性ヒンジをもたらすために、少なくとも1つの第二スロット状素子をモノリシック構造(18)内に形成することによって、少なくとも1つのロッド状又はプレート状素子(27)がモノリシック構造内に形成される。 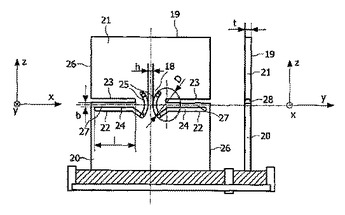 (もっと読む)
(もっと読む)
EDMプロセスによるホイールの均一性の改善
ホイールの振れを低減させるEDM装置が支持構造を備える。支持構造は、車両ホイールを支持し回転させるようになされている。車両ホイールの少なくとも1つの表面を放電加工するための電極も備えられている。  (もっと読む)
(もっと読む)
電気的加工装置
加工間隙Gの極を形成する工具電極Fと加工体電極Pに接続され、放電開始パルスを発生する第1電圧/電流源U1と、2個のスイッチSW1、SW2によって、開路される第2電圧電流源U2とを具えた電気加工装置である。
容量素子C1、C5が、第1電源を加工間隙Gの極に接続する接続線10,11に直列に設けられている。さらに前記極には、可調整DC電源Smに直列に接続された自己インダクタンスコイルLmが接続されている。これらの構成により、高品質の超精密表面仕上げ処理を得るための侵食放電のエネルギーが著しく低減されとともに、同時に、加工間隙の端子間の平均電圧が正確に制御される。  (もっと読む)
(もっと読む)
ワイヤ放電加工装置

【課題】放電加工により発生したスラッジがワーク上面に堆積するのを防止するとともに、スラッジの絶対量を削減することで堆積自体が起こらないようにすること。
【解決手段】ワイヤ電極をワーク2に対して微小間隙をおいて対向させ、このワイヤ電極とワーク2との双方の間にパルス電圧を印加して、加工液を介してアーク放電を発生させながら非接触加工を行うワイヤ放電加工装置であって、上方より下方のワークに向かって加工液を噴出する上部加工液噴出ノズル4と、下方より上方のワークに向かって加工液を噴出する下部加工液噴出ノズル5と、ワーク上面に沿って加工液を噴射するよう配置する加工液噴射ノズル13とを設け、更に加工液を吸引する吸引ダクト20を設けたこと。
(もっと読む)
ワイヤ放電加工装置
【課題】 実加工を行うことなく加工結果を予測し適切なワイヤ放電加工条件を決定することを目的とする。
【解決手段】被加工物形状またはワイヤ形状と加工条件を用いて被加工物形状等をシミュレーションすることにより、被加工物の加工結果を予測する。
(もっと読む)
細穴放電加工方法および細穴放電加工機
【課題】 細穴加工用電極とワークとの加工間隙から加工屑を効果的に排出する。
【解決手段】 主軸19に保持した細穴加工用電極27にZ軸方向の送りを与え、ワーク5に細穴を放電加工する際に、予め求められた細穴加工用電極の消耗率から前記細穴加工用電極の先端位置を演算し、または、前記細穴加工用電極と前記ワークとの極間状態を検出する極間状態検出手段と、前記極間状態検出手段の検出結果に応じて、前記細穴加工用電極にワーク表面の加工開始点直下の位置まで上昇させるジャンプ動作を行わせるようにした。更に前記主軸の後端部から前記主軸の内部に供給された加工液を前記主軸の内部で増圧し、増圧した加工液を前記細穴加工用電極に形成された加工液供給孔に供給し、前記細穴加工用電極の先端部から前記細穴加工用電極とワークとの間の加工間隙に向けて前記加工液を噴出するようにした。
(もっと読む)
ワイヤ放電加工機及びワイヤ放電加工機の原点復帰方法
【課題】 加工槽を小形に構成しながら、上ガイド及び加工槽を原点復帰させるときに、上ガイドが加工槽に衝突することを防止する。
【解決手段】 本発明のワイヤ放電加工機は、上ガイド33がUV軸の原点へ移動するときに上ガイド33が加工槽13に衝突しないようにする衝突回避位置へ加工槽13を移動させる手段を備えると共に、加工槽13が衝突回避位置へ移動した後、上ガイド33をUV軸の原点へ移動させる手段を備え、上ガイド33がUV軸の原点へ移動した後、上ガイド33を、ワイヤ32がXY平面に対して垂直方向に延びるように配置させるワイヤ垂直位置へ移動させる手段を備え、そして、上ガイド33がワイヤ垂直位置へ移動した後、加工槽13をXY軸の原点へ移動させる手段を備えるように構成されている。
(もっと読む)
641 - 653 / 653
[ Back to top ]