
Fターム[3C059CB14]の内容
放電加工、電解加工、複合加工 (4,787) | 検出目的 (175) | 工具電極状態 (32)
Fターム[3C059CB14]の下位に属するFターム
Fターム[3C059CB14]に分類される特許
1 - 9 / 9
テーパ角度測定冶具
放電加工装置
【課題】ユーザにかかる負担を抑えつつ、電極の再利用の効率化を図ることのできる放電加工装置を得ること。
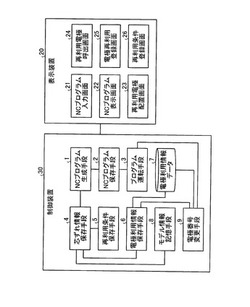
【解決手段】放電加工装置は、被加工物を形彫放電加工するための電極が装着される複数の電極装着部と、電極装着部に取り付けられる電極ごとの再利用条件として電極が被加工物の加工に使用される使用回数の上限値を記憶する再利用条件記憶部5と、再利用条件を設定する設定部26と、再利用条件に応じて電極を再利用して被加工物を加工させる加工プログラムを生成する生成部1と、を備える。
(もっと読む)
マルチワイヤ放電加工装置及びマルチワイヤ放電加工方法並びに炭化ケイ素板の製造方法

【課題】マルチワイヤ放電加工装置において、切断ワイヤ部分の共振を抑制し、効率よく炭化ケイ素の薄板を切り出す。
【解決手段】放電加工中に放電発生が停止した際に、高周波パルス電力の通電再開からの放電が検知されていた時間と放電が検知されない時間の合計時間である積算時間STが切断ワイヤ部分の振動の周期を固有周期tsより第一の離調時間Δts1だけ短くなった際に通電を停止し、その後一時停止時間Δtpだけ通電停止を継続し、高周波パルス電力の通電再開からの経過時間が切断ワイヤ部分の振動の周期を固有周期tsより第二の離調時間Δts2だけ長くなった際に高周波パルス電力の通電を再開する。
(もっと読む)
動作状態診断システム、監視装置、制御方法、及びプログラム
【課題】被加工物に対して管状の電極の先端から電解液を吐出させ、電極の先端と被加工物との間に電圧を印加すると共に、被加工物に向けて電極を送り出して被加工物を穿孔加工する電解加工機について、加工動作の状態を診断すること。
【解決手段】電解加工機が電極を送り出す際に、特定の物理量が一定となるよう定量制御している場合、特定の物理量と相関関係のある別の物理量を測定する物理量測定手段と、電解加工機の加工動作の状態を監視する監視装置110とを備え、監視装置110は、物理量測定手段によって測定された物理量、又は当該物理量の周期的な変化量がしきい値を超えたか否か判定するしきい値判定部113と、物理量、又は物理量の周期的な変化量のいずれが、如何なるしきい値を超えたのか、その判定結果に基づいて、電解加工機の加工動作の状態について、如何なる動作不良が生じているか診断する動作状態診断部114とを有する。
(もっと読む)
被加工物をマイクロ放電加工により加工する装置及び方法
【課題】
【解決手段】本発明は、被加工物をマイクロ放電加工により加工する装置に関し、この装置は、その構成を変更することにより、前記構成を、加工段階から尖鋭化段階に交互に、かつ可逆的に移行させる機構(44,45,46,48)を備え、前記尖鋭化段階では、同じエッチング電極(20)の先端、及び別の電極(64)を電解浴(62)に浸漬して、前記先端の尖鋭化を電解加工により行なう。
(もっと読む)
袋穴加工電解加工装置および袋穴加工電解加工方法
【課題】可視化した電解液の流れから、電極の支持方向を検証する他、電極の形状を事前判断できるようにした、袋穴加工電解加工装置および袋穴加工電解加工装置の電極形状最適化方法を提供する。
【解決手段】電極2を支持するガイド部3と、電極2の支持方向を微調整する調整部4とを有する。電極2は、中心軸に沿って電解液を流す通路5を備える。ガイド部3には、電極2における通路5からの電解液を装置外部に排出する排出路6を設ける。
電極2に被せる光透過性擬似ワーク15を通して、電解液流れを可視化して、電極2の支持方向を検証する他、電極2形状決定の事前判断に供するようにする。
(もっと読む)
ワイヤカット放電加工機のワイヤ支持位置測定方法およびワイヤ支持位置測定用部材
【課題】ワイヤ電極の傾斜張架時の上下ガイドによる支持位置を、ワイヤ電極を張架せずに、測定用部材を用いて測定すること。
【解決手段】凸状曲面を中心軸の周りで回転させたすり鉢状の案内孔の内周面(ワイヤガイド面)21に、頂角60度(40度)の円錐面(または多角錐面)31(41)を持つ先細りピン形状部を有する測定用部材30(40)が、らっぱ状に開いた開口部から差し込まれると、円錐面(または多角錐面)31(41)が内周面21に接点22(23)で接し、行き止まる。この時の測定用部材30(40)の所定箇所の高さ30D、高さ30Dを測った所定箇所から頂点32(42)までのZ方向距離から、基準ワイヤ電極支持位置から測ったQ30(Q20)のZ位置を求めることができる。
(もっと読む)
ワイヤ放電加工機及びワイヤ放電加工方法
【課題】 ワーク設置姿勢に誤差を補償したワイヤ放電加工。
【解決手段】 ワーク30をワーク置き台に設置・固定した後、上ガイド5がワーク上面31への接触検知等を利用し、上面31上の非一直線上の3点以上で3次元位置を測定する。単位法線ベクトルNincl(Xn,Yn,Zn)を求め、元々設定されている垂直位置(U0,V0)から補正位置(Uc,Vc)へシフトさせるシフト量Δshif(ΔU,ΔV)を計算する。加工時には、位置(U0,V0)にシフト量Δshif(ΔU,ΔV)を加算して加工面の角度誤差を補償し、更に、ワーク傾斜による加工点位置のずれを上/下ガイドの補正で補償する補正を適宜併行実施することで、加工図形も歪まない。
ワーク設置姿勢誤差は補償される。
(もっと読む)
放電加工装置
【課題】 放電加工装置のサドルをX軸方向に移動させると、シール板と加工液保持槽の側面の間に作用する摩擦力によってサドルが回転変位し、真の電極位置とX軸駆動装置が取得する電極位置との間に誤差が発生するが。従来の放電加工機における電極位置指令の補正方法では完全な補正が困難であった。
【解決手段】 コラム5とベッド1もしくは加工液保持槽3との間にコラム5とベッド1もしくは加工液保持槽3との間の第1の方向の相対位置を検知する位置検出器44を備え、位置検出器44の信号と第1の駆動装置4bに対する位置指令と第2の駆動装置5bに対する位置指令とに基づいて電極の変位量を生成し、この変位量により第1の駆動装置4bに対する位置指令を補正するように構成した。
(もっと読む)
1 - 9 / 9
[ Back to top ]