
Fターム[3C059CG04]の内容
放電加工、電解加工、複合加工 (4,787) | 制御対象(電源) (87) | 加工エネルギ (50) | 電流値 (16)
Fターム[3C059CG04]に分類される特許
1 - 16 / 16
ワイヤ放電加工における工作物切り残し加工方法
【課題】このワイヤ放電加工における工作物切り残し加工方法は,工作物からの切り抜き物の落下を防止し,切り残し部を再度の放電加工で加工することなく,溶着部を外力で破壊して切り抜き物を切り離し,加工時間を短縮して加工効率を向上させる。
【解決手段】この工作物切り残し加工方法は,工作物6の所定の加工形状の少なくとも一箇所において,ワイヤ電極5と工作物6との間に印加する電気加工条件を加工サイクルから溶着サイクルに変更し,ワイヤ電極5の一部を溶融して工作物6と切り抜き物26とをワイヤ電極溶融物で溶着させ,切り抜き物26を工作物6にワイヤ電極5による溶着部20で保持し,工作物6から切り抜き物26が脱落するのを防止する。
(もっと読む)
ワイヤ放電加工装置

【課題】複数の並列するワイヤ電極で構成される切断ワイヤとの放電加工によって被加工物に同時に形成される複数の加工溝の溝幅のばらつきを低減する。
【解決手段】複数のガイドローラ3a〜3dに巻回された1本のワイヤ2により多数本の並列ワイヤが被加工物8に対向するように構成された切断ワイヤ2aと、ワイヤ2を切断ワイヤ2aに順次送るワイヤ送り機構と、切断ワイヤ2aの多数本の並列ワイヤに対して独立して給電することで被加工物8との間に電圧を印加する給電機構6、7と、切断ワイヤ2aと被加工物8を相対移動させる加工送り機構を備え、並列ワイヤと被加工物8との間に放電を発生しながら被加工物8に複数の加工溝を同時に形成することで被加工物8を複数の部分に切断するワイヤ放電加工装置に、切断ワイヤ2aの並列ワイヤのうち切断ワイヤ2aに最後に送られた最新のワイヤの放電加工エネルギを調整する加工エネルギ制御装置110を備える。
(もっと読む)
白金の電解溶出方法及び電解処理装置
【課題】化学的に安定であり溶解が溶解ではない白金を、電解法により効率的に溶解させる方法を提供する。
【解決手段】本発明は、電解液中で白金を陽極として電解することで白金を溶出させ電解溶出方法であって、前記電解液は、8〜11.5規定の塩酸溶液であり、電解条件として、液温60〜80℃、電流密度60〜100A/dm2の電流を印加して前記白金電極を溶出させる方法である。また、電解液は、更に、錯化剤としてモノエタノールアミンを含むものが好ましい。
(もっと読む)
被加工品を電解加工する電解加工方法
本発明は、少なくとも1つの被加工品の電解加工方法に関し、この方法は、少なくとも、a)第1フェーズ(1)において、電解液中における第1電流密度(2)を設定するステップと、b)前記第1フェーズ(1)に後続する第2フェーズ(3)において、前記第1電流密度(2)を維持するステップと、c)前記第2フェーズ(3)に後続する第3フェーズ(4)において、前記第1電流密度(2)を、前記第1電流密度(2)と比べた場合に少なくとも30%だけ高い第2電流密度(5)に増大するステップと、d)前記第3フェーズ(4)に後続する第4フェーズ(6)において、前記第2電流密度(5)を、最大で100マイクロ秒(μs)以内において、最大で前記第2電流密度の1%に低減するステップと、を有する。  (もっと読む)
(もっと読む)
形彫放電加工装置
【課題】ブースタ電源装置の投入直後に電流の大幅な低下と極間電圧の瞬間的な落ち込みが発生する。
【解決手段】加工電源装置1は、主電源装置5とブースタ電源装置6を有する。加工制御装置2は、加工条件に基づいて主電源装置5のスイッチング素子TR1−TR16を選択的にオンオフ制御して放電電流を加工間隙に供給する。加工制御装置2は、主電源装置5が供給可能な最大電流値の電流を供給するときは、主電源装置5から放電電流を供給している状態でブースタ電源装置6のスイッチング素子TR32を選択的にオンしてからブースタ電源装置6から供給される電流の立上がり特性に依存して発生する誤差電流を主電源装置6から供給される電流で補充するように主電源装置5のスイッチング素子TR1−TR16を選択的にオンオフ制御し、ステップ状に電流を減少させる。
(もっと読む)
形彫放電加工装置の加工用電源装置
【課題】高ピーク電流値で短いパルス幅の放電電流パルスおよび電流振幅の変動が小さい放電電流パルスを供給することが困難である。
【解決手段】放電加工回路10は、加工間隙に直列に直流電源12と電流検出器14を備える。直流電源12と加工間隙に直列に第1のスイッチング素子16と第2のスイッチング素子18が設けられる。直流電源12に並列かつ加工間隙と第1のスイッチング素子16に直列に第1のバイパス電路30が接続され、直流電源12に並列かつ加工間隙と第2のスイッチング素子18に直列に第2のバイパス電路40が接続される。オン時間中の電流上昇期間中は各スイッチング素子16,18を同時に導通させるとともに、交互に非導通にされることになるように、電流検出器14の検出信号に応答して第1のスイッチング素子16と第2のスイッチング素子18の一方を所定時間非導通にする。
(もっと読む)
放電加工方法
【課題】電極にグラファイトを用い、被加工物に銅、亜鉛、アルミニウムなどの非鉄金属合金を用いた放電加工方法において、電極の低消耗加工を実現することができる放電加工方法を得ること。
【解決手段】電極と被加工物とを所定の間隙で対向させて配置し、電極をプラス極とし、被加工物をマイナス極として間隙に電圧を印加して放電を発生させ、電極と被加工物との間にパルス状の放電電流を流して被加工物を加工する放電加工方法において、電極がグラファイトであり、被加工物が非鉄金属合金である場合に、放電電流の立ち上がりから、設定された放電電流のパルス幅の30%以上の時間まで勾配をつけるように、放電電流を制御する。
(もっと読む)
放電加工装置
【課題】 加工電源制御回路の動作周波数によらず、その最小単位以下の加工エネルギーを供給することで、高精度な加工が行えるワイヤ放電加工装置を得る。
【解決手段】 加工電源制御手段からの駆動信号によって放電電流パルスを加工間隙に供給する加工電源と、を備えた放電加工装置において、加工電源制御手段は、所定の電流パルス個数のうちパルス幅変調を行うパルス個数が規定される変調パルス個数、該変調パルス個数でのパルス幅変調量を示す変調パルス幅を記憶し、該記憶された変調パルス個数及び変調パルス幅に応じて、NCプログラム或いは加工条件パラメータによって定められた加工電源への駆動信号を変調するものである。
(もっと読む)
電解複合研磨方法および研磨方法
【課題】ディッシングやエロージョンなどの過研磨を防止しつつ、研磨速度を向上させることが可能な電解複合研磨方法を提供する。
【解決手段】基板表面と研磨パッドとの接触面圧を0とした状態で、基板表面の導電膜に印加する電圧を増加させた場合に、電流密度が増加から減少に転じる第1変化点Cの電圧を最小電圧とし、接触面圧を有限値とした状態で、前記電圧を増加させた場合に、電流密度が増加後の減少から一定値に転じる第2変化点Bの電圧を最大電圧とし、前記最小電圧以上かつ前記最大電圧以下に前記電圧を維持しつつ、導電膜の表面を研磨する。
(もっと読む)
電解研磨装置
【課題】個片状の複数のワークを連続的に処理する電解研磨装置において、簡単な構成により、ワーク数の変動やワークの脱落、欠損による電流密度変化に対応してワークに対して所望の電流密度となるように電流を制御し、高品質処理を実現可能とする。
【解決手段】電解研磨装置1は、電解槽2に満たされた電解液2a中に個片状の複数のワークWを連続的に通すことにより該ワークWを電解研磨する装置であり、電解槽2中に投入されたワークWを検知するセンサ3と、センサ3による検知結果に基づくワーク数に応じて電解研磨用の電流を制御する制御部4と、を備えている。制御部4は、ワーク1個あたりの最適電流値にワーク数を掛け算して得られた電流値となるように電解研磨用の全体電流を制御して高品質処理を実現する。
(もっと読む)
ワイヤカット放電加工方法
【課題】被加工物がグラファイトであるとき、セカンドカットでアウトコーナや切出し部分に欠損が発生する。
【解決手段】予め使用するワイヤ電極の材質と径および加工する被加工物の材質と板厚における所定の取り代毎に前記各取り代に対する被加工物に欠損が発生しない平均加工電流値を記録して加工データを準備しておく。少なくともアウトコーナや切出し部分において平均加工電流値を取り代Sに対応して初期の平均加工電流値よりも大きくして、薄く突出して残されている加工部分を吹き飛ばさないように加工する。取り代Sがセカンドカットにおける与えられ得る平均加工電流値で加工するときに被加工物に欠損が発生しない取り代よりも大きいときは、セカンドカットを複数の加工工程に分割して取り代を小さくするとともにその取り代に対応する被加工物に欠損が発生しない与えられ得る平均加工電流値にして加工する。
(もっと読む)
ワイヤ放電加工機の加工電源装置
【課題】ワイヤ放電加工の高速加工用のパルス電源として、急峻な立ち上がりと立ち下がりで、高波高値の台形波状の放電電流のパルスが用いられるが、電流ピーク値と時間軸のパルス幅とを分けて設定して、放電エネルギの変更設定や制御をすることができるようにした電源として提供する。
【解決手段】被加工体電極とワイヤ電極とを夫々スイッチ素子を介すると共に電源からの電流の流れを阻止する整流素子を介して他方のスイッチ素子が接続されている電源端子に夫々接続し、一方のスイッチ素子は放電開始時から設定されたオンゲート信号によりオフとなり、他方のスイッチ素子は放電開始時から放電電流のピーク値が所定値に上昇する時点でオフとなった後残りのゲート信号の期間電流ピーク値が所定値となるようオン・オフを繰り返す。
(もっと読む)
ハニカム構造体成形用口金の裏孔形成方法
【課題】ハニカム状のスリットが形成されたハニカム構造体成形用口金に、高度な成形性を実現可能な裏孔を簡便に形成することが可能なハニカム構造体成形用口金の裏孔形成方法を提供する。
【解決手段】本発明のハニカム構造体成形用口金の裏孔形成方法は、電解加工用電極3の金属パイプ2の先端部を、口金基体10の他の表面13側に形成されたスリット12と連通する直前まで差し込む操作を所定箇所にて繰返し行って、複数の中間裏穴20を形成し、所定の範囲において中間裏穴20の形成が終わった後に、形成した中間裏穴20に電解加工用電極3の金属パイプ2を再度挿入し、電解加工用電極3の金属パイプ2の先端部を、中間裏穴20の先端からスリット12に連通するまで差し込む操作を所定箇所にて繰返し行って、口金基体10に複数の裏孔21を形成するハニカム構造体成形用口金の裏孔形成方法である。
(もっと読む)
ロール表面処理方法及びロール
【課題】放電加工によりロール表面に皮膜を形成する場合において、クラックのない極めて強固な硬質皮膜をロール表面に形成可能とすることで、耐面圧特性を要求される場合でも皮膜の剥離がなく、ロールの耐磨耗性、耐焼き付き性および耐疵付き性を大幅に向上できるロール表面処理方法およびロールを提供する。
【解決手段】
放電加工によりロール表面に皮膜を形成させる際に、ロール表面への単位面積あたりの放電回数N(回/mm2)を下式(1)の範囲内とする。
(α・S)/(πd2)≦N≦(β・S)/(πd2) ・・・(1)
ここで、d:単発放電痕の平均半径(μm)、S:皮膜が形成されるロールの表面積(mm2)、α,β:放電電極構成材料毎に決定される定数
(もっと読む)
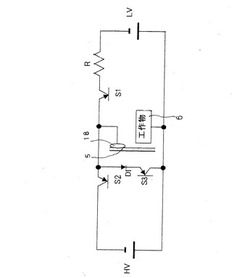
電食を監視し制御する方法およびシステム
【課題】電源(20)と、加工物(14)から隙間(12)を隔てて配置された電極(10)とを有する電食アセンブリ(100)内で機械加工を監視する方法を提供すること。
【解決手段】この方法は、電圧波形のある点における電圧を、この電圧波形のパルス幅の半分の時間遅れtd後に測定するステップを含む。この電圧波形の複数のパルスについてこの測定を繰り返して複数の電圧を取得する。これらの電圧はそれぞれ、それぞれのパルスにおけるある点に対応する。これらの電圧を平均して平均電圧を取得し、この平均電圧と少なくとも1つの閾電圧を比較して、機械加工が制御されているかどうかを判定する。この比較結果が、工程が制御されていないことを示す場合、電源の動作パラメータを調整するように構成された制御信号を生成する。この制御信号が生成された場合、それを電源に供給する。
(もっと読む)
ワイヤ放電加工方法及びその装置
【課題】 曲線加工部の形状精度を向上させることができるワイヤ放電加工方法及び装置を得る。
【解決手段】 ワイヤ電極と被加工物との極間にパルス状の放電エネルギーを供給し、前記ワイヤ電極及び被加工物を相対移動させて前記被加工物を加工するワイヤ放電加工装置において、予め入力されたワイヤ電極進行方向に対するオフセット方向、及び曲線部でのワイヤ電極回転移動方向とにより、所望形状の曲線輪郭線が曲線部の内側かもしくは外側かを判別する判別器と、曲線部の半径情報より、直線部と曲線部の加工間隙の変化を求める演算器と、前記判別器と前記演算器の計算結果に基づき、内側の曲線部ではワイヤ電極と被加工物との極間に供給する放電エネルギーを大きくするように制御し、外側の曲線部ではワイヤ電極と被加工物との極間に供給する放電エネルギーを小さくするように制御する制御器と、を備える。
(もっと読む)
1 - 16 / 16
[ Back to top ]