
Fターム[3C069BA05]の内容
石材又は石材類似材料の加工 (12,048) | 加工手段(工具)の種類 (1,887) | 切断、鋸引きを行うもの (1,569) | 内周刃 (7)
Fターム[3C069BA05]に分類される特許
1 - 7 / 7
インゴットの切断方法
【課題】多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【解決手段】円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
(もっと読む)
半導体ウェーハの分離装置

【課題】 切断後のウェーハを1枚づつ確実に分離できるとともに分離の際にウェーハを破損することがない半導体ウェーハの分離方法を提供する。
【解決手段】分離槽1内では、微粒子Pを含んだ分離液が循環しているため、切断されたウェーハ間に存在している冷却剤や切り屑等のスラッジはウェーハ間の隙間から除去され、分離槽1の底面からスラリーとして排出され、また、ウェーハ間からはスラッジが除かれるとともに微粒子Pが侵入して留まり、ウェーハ同士の張り付きを防止するとともに間隔を一定に維持する。
(もっと読む)
ホルダジョイント
【課題】スクライブ装置において短時間でチップを交換できるようにすること。
【解決手段】ホルダジョイント20に開口23を設け、開口23の内部の内部に所定ピン25を設ける。開口23の内側にマグネット24を設け、マグネット24によってチップホルダ10を吸着させ平行ピン25によって位置決めして取付けることによって、着脱を容易にする。又チップホルダ10の面に、チップのオフセットデータを2次元コード17として記録する。チップホルダの交換時にオフセットデータを読出してスクライブ装置に入力することにより、オフセットを打ち消す。こうすればチップホルダを着脱する際に補正に関連して必要だった操作を省いて、短時間の装置停止の間にチップを交換することができる。
(もっと読む)
内周刃ブレードのドレッシング方法
【課題】短時間で効果的に内周刃ブレードの刃先を局所的にドレッシングして内周刃ブレードの変位を効果的に修正でき、内周刃ブレードのライフを向上できる内周刃ブレードのドレッシング方法を提供する。
【解決手段】ドレス材に予め基準溝を形成する工程と、刃先の左右どちら側の部分をドレッシングするかを選択する工程と、基準溝の開口部側がドレッシングすると選択した側とは反対側になるようにして、基準溝の開口部の角の位置と刃先の最先端位置とが一致するように内周刃ブレード及びドレス材を相対的に移動する工程と、刃先を相対的にドレス材の深さ方向及び刃先のドレッシングすると選択した側の方向に同時に送ることによって、該ドレッシングすると選択した側とは反対側の刃先の部分をドレス材と接触させずに、ドレス材に切り込ませて、刃先の選択した側の部分のみを局所的にドレッシングする工程とを有する内周刃ブレードのドレッシング方法。
(もっと読む)
多結晶シリコンロッドの切断方法および切断装置
【課題】内周刃を用いて多結晶シリコンロッドを切断する方法および装置において、刃先の破損や金属汚染が格段に少なく、多結晶シリコンを安定に切断できる方法と装置を提供する。
【解決手段】 多結晶シリコンロッドを把持して回転する手段、把持した上記ロッドを昇降動する手段、該ロッドを軸方向に移動する手段を用い、移動手段によって多結晶シリコンロッドを定位置で回転する内周刃の内側に挿入し、回転手段によってロッドを回転すると共に、昇降動手段によってロッドを回転する内周刃に押し当てて切断を開始し、ロッドの全周に切込みが入っていない部分的な切り込みの段階(断続切削段階)では昇降手段の速度を遅くして切断を行い、ロッド全周に切込みが入った段階(連続切削段階)で昇降手段の速度を早くして切断を進めることを特徴とする多結晶シリコンロッドの切断方法および切断装置。
(もっと読む)
単結晶インゴット用内周刃切断機およびこれを用いた切断方法
【課題】スラッジの堆積を抑制し、ドレッシングの頻度を低減することによって、内周刃のライフを向上させる単結晶インゴット用内周刃切断機およびこれを用いた切断方法を提供する。
【解決手段】本発明の内周刃切断機には、シリコン単結晶インゴット1を切断するための高速回転可能な内周刃2が備わっている。この内周刃2は、ドーナッツ形状のステンレス薄板製台金の内周に、ダイヤモンド砥粒層が電着されて形成されている。さらに、切削液供給ノズルとして、サプライ側切削液供給ノズル3と、クリーニング側切削液供給ノズル4を有している。そして、切削液として、比抵抗が1MΩ・cm以上の水を供給する機能を備えていることを特徴とする。
(もっと読む)
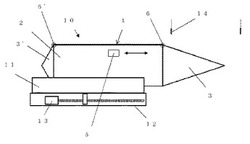
ワーク切断装置およびワーク切断方法
簡易な構成で安定して高精度にワーク66の切断加工を行うことができる、ワーク切断装置10およびワーク切断方法を提供する。ワーク切断装置10では、配置部59によってワーク66が内周刃ブレード32で切断可能に配置される。配置部59を支持する移動部53のスライド台54は、落下する錘70に牽引されて移動し、ワーク66を回転する内周刃ブレード32に向けて送る。移動部53のスライド台54の底面に設けられる突出部56と速度抑制手段76の抑制板82とは接触しながら送りストッパ84の方向(矢印B方向)に移動する。抑制板82の移動速度は錘70の牽引によるスライド台54の移動速度よりも遅く、スライド台54は移動速度を抑制されつつワーク66を内周刃ブレード32に向けて送り、ワーク66と刃先32bとを接触させる。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]