
Fターム[3D114CA14]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | ラインの構成 (829) | 複数のライン (18) | ラインの合流 (10)
Fターム[3D114CA14]に分類される特許
1 - 10 / 10
組立ラインにおける部品配膳システム
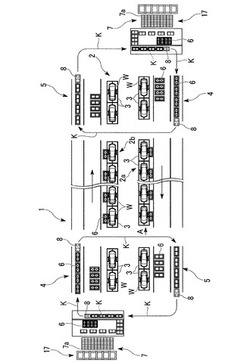
【課題】載置された部品がワークに組み付けられて空となったトレイの回収ラインの短縮化ができ、部品を搬送する走行台車の走行経路の短縮化が可能で、ワークに部品を組み付ける搬送ラインを短縮化できるものを提供。
【解決手段】搬送パレット3に積載されたワークWを搬送する連続した複数の平行な搬送ライン2より構成され、隣接する搬送ライン2の搬送方向の各上流端に配設され部品棚17を備えた部品配膳ステーション7と、隣接する搬送ライン2の搬送方向の各上流端の一側に配設された搬送台車分離ステーション4と、隣接する搬送ライン2の搬送方向の各下流端の一側に配設された搬送台車連結ステーション5とを有し、一方の搬送ライン2の部品配膳ステーション7、搬送台車分離ステーション4、他方の搬送ライン2の搬送台車連結ステーション5との間を結び、自走式搬送台車8の軌道Kが配設されている。
(もっと読む)
生産順序再計画システム、生産順序再計画装置及び方法

【課題】遅延車両など、予め計画された生産計画順序の遵守が不可能となった車両が発生した場合に、遅延車両を考慮した生産計画順序を再計画できるようにする。
【解決手段】修正作業工程へ投入される車両を検出する車両通過検知装置4と、車両の修正作業の所要時間が入力される修正作業所要時間入力装置2A、2Bと、生産順序再計画装置1とを備え、生産順序再計画装置1が車両通過検知装置4から修正作業工程へ投入される車両を検出したとの通知を受けると、修正作業所要時間入力装置2A、2Bから入力された修正作業所要時間を基に、組立工程における車両生産順序を再計画する。
(もっと読む)
生産管理装置および生産管理方法
【課題】2つのメインラインのうち、より供給遅れ状態が大きいメインラインを把握し、遅れ状態の是正を促す。
【解決手段】本発明の生産管理装置は、本体部品の製造ラインである2つのメインラインと、2つのメインラインに対して共通して設けられ、本体部品に組み込まれる付属部品の製造ラインであるサブラインと、優先させて製造するべき付属部品があることを表示する表示手段と、表示手段に表示される内容を決定し制御する制御手段とを備えている。そして、制御手段は、特定のメインライン上を流れる本体部品の本体部品用シリアル番号と特定のメインラインに供給される付属部品の付属部品用シリアル番号との差に基づいて、各メインライン毎に付属部品の供給の遅れ状態の大きさを示す比較値を算出する比較値算出手段と、2つの比較値の大小関係に基づいて、遅れ状態が大きい方のメインラインを判定する第1の判定手段とを有する。
(もっと読む)
車体に対する足回り部品の同期搬送装置及び同期搬送方法
【課題】車体に対する足回り部品の同期搬送装置及び同期搬送方法において、当該装置の設置コスト及び運転コストを抑え、かつ車種変更への対応による煩雑さ及びコスト高を抑える。
【解決手段】フリクションコンベア31の主ライン部28aの始点28bの上流側で搬送装置1を停止させた後、該搬送装置1をフロア側チェーンコンベア24の係合部に係合させるタイミングで主ライン部28aに送り出すと共に、搬送装置1が主ライン部28aの終点28cまで走行した後、該搬送装置1を前記係合部への係合を解除するタイミングでフリクションコンベア31のリターン部28dに導く。
(もっと読む)
組み立てシステム
【課題】1つのラインで異なる種類の自動車部品を組み立てつつ、設備スペースを削減できる組み立てシステムを提供すること。
【解決手段】組立てシステム1は、本体と、この本体に取り付けられる部品と、でそれぞれ構成される複数種類の自動車部品を組み立てる。この組み立てシステム1は、作業者が配置される作業者エリア50と、自動車部品それぞれの本体が載置されて作業者エリア50に沿って走行する複数の走行台車21〜24と、自動車部品それぞれに取り付けられる部品が載置された部品用パレット30と、この部品用パレット30を作業者エリア50に沿って搬送するベルトコンベア40と、これらを制御する制御装置60と、を備える。制御装置60は、走行台車21〜24およびベルトコンベア40を駆動して、走行台車21〜24および部品用パレット30を同期して搬送する。
(もっと読む)
組み立てシステム
【課題】1つのラインで異なる種類の自動車部品を組み立てつつ、設備スペースを削減できる組み立てシステムを提供すること。
【解決手段】組立てシステム1は、本体および部品でそれぞれ構成される複数種類の自動車部品を組み立てる。この組み立てシステム1は、前記複数種類の自動車部品のそれぞれの本体および部品が載置されて走行する複数の走行台車21〜24と、複数種類の自動車部品のそれぞれの部品が載置された複数の部品用パレット30と、部品用パレット30を搬送するベルトコンベア40と、作業者が配置されるメインライン50と、このメインライン50からオフセットされて、ロボットRB1〜RB5が配置されるバイパスライン80と、これらを制御する制御装置60と、を備える。制御装置60は、メインライン50およびバイパスライン80のうち少なくとも1つにより走行台車21〜24の搬送経路を設定する。
(もっと読む)
車体の生産方法及び溶接設備
【課題】本発明は、複数の種類の製品を溶接可能にする車体の生産方法及び溶接設備において、溶接設備を有効に且つ柔軟に活用することができる技術を提供することを課題とする。
【解決手段】溶接設備10には、パネル部材を溶接するサブ溶接ライン12と、このサブ溶接ライン12が合流する主溶接ライン13とが設けられている。サブ溶接ライン12が主溶接ライン13と合流する合流部75で、骨格部材にパネル部材が合体され溶接される。主溶接ライン13は、溶接ロボット35L、35Rを備える複数個の溶接ステージ51、55〜59、61で構成され、サブ溶接ライン12の出口には、パネル部材を任意の溶接ステージに移載する移載機構70が設けられており、溶接作業の工程数に対応して合流部75が変更できるように構成されている。
(もっと読む)
被搬送物積み下ろし搬送設備及び搬送方法
【課題】吊下搬送ラインと床側の支持搬送ラインとの間で自動車ドアなどを効率よく搬送するのに活用できる搬送設備を提供する。
【解決手段】ドアDを支持するパレットPを吊下ハンガー3で支持して搬送する吊下搬送ライン1と、床側の被搬送物積み下ろし位置P3との間の被搬送物積み下ろし搬送設備であって、被搬送物積み下ろし位置P3の上方のパレット移載位置P2とハンガー停止位置P1との間でパレットPを搬送する水平搬送装置部6と、被搬送物積み下ろし位置P3とパレット移載位置P2との間でパレットPを上下方向に搬送する昇降搬送装置部7とから成り、昇降搬送装置部7は、複数のパレット載置台10A…を正立姿勢に保持しながら無端循環昇降経路11において回動させるものであり、パレット載置台10A…は、上下両位置P2,P3間の距離と同一間隔で等間隔に配列された構成。
(もっと読む)
組立ライン制御システム
【課題】組立ライン制御システム、特に自動車組立ラインの保管・ロット制御システムを提供する。
【解決手段】組立ライン制御システム、より具体的には、車両組立ラインの保管・ロット制御システムが開示されている。製造組立ラインに通信ネットワークが重ねられる。この組立ラインは、いくつかのリーダと処理ステーション104を組込んで、リーダと処理ステーションのすぐ近くを通過する車両のID、および車両のビルド・インストラクション、ステータス、位置、条件、欠陥と修理の履歴などを決定し、確認する。この情報は、コンピュータデータベースに格納される。これらの車両、在庫ステータス、生産スケジュールなどに関して格納された情報に基づいて、製造プロセスを通る車両のルーティングが決定され、実施される。
(もっと読む)
ワーク搭載装置
【課題】 ワーク搭載装置の簡略化、小型化を促進する。
【解決手段】 昇降式台車26およびハンガー22の概略的な同期を、電気同期手段によって確保する。そして、ループ状コンベアにより牽引される昇降式台車26が、ハンガー22の移動経路と並走する際に、昇降式台車26から同期バー28を伸長させてハンガー22に当接させることで、電気同期手段による同期制御において若干生じ得る同期ズレを補正することができる。したがって、昇降式台車26およびハンガー22の複雑な同期機構の採用や高度な同期制御を行うことなく、昇降式台車26およびハンガー22の同期を高精度に確保することができる。
(もっと読む)
1 - 10 / 10
[ Back to top ]