
Fターム[3E075DC13]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(成形) (830) | 折り曲げ (714) | 折り曲げ形態 (367) | 無端ベルト、チェーンによる折り曲げ (13)
Fターム[3E075DC13]に分類される特許
1 - 13 / 13
製箱装置
【課題】製箱装置の積み重ね装置に送り込まれる折り畳み箱に、損傷が生じないようにすることである。
【解決手段】折り畳み装置1と積み重ね装置10との間に、折り畳み装置1から排出される折り畳み箱Aの排出速度V1よりも低速の搬送速度V2で駆動される低速コンベアとしての中間コンベア2を介在させ、中間コンベア2の搬送速度V2を(1)式を満足するように設定することにより、積み重ね装置10のストッパ11で受け止められる折り畳み箱Aの衝撃を小さくするとともに、折り畳み箱A間に間隔を開けて積み重ね装置10に送り込むようにした。
V1・LA/(LA+S1)< V2 <V1 (1)
ここに、LAは折り畳み箱Aの搬送方向の長さ寸法、S1は減速前の折り畳み箱A間の搬送間隔である。
(もっと読む)
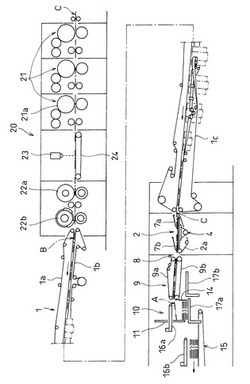
段ボールシートの折り曲げ方法及び装置

【課題】形状やサイズが特殊な複数種類の段ボールシートの折り曲げ加工を1台の折り曲げ装置で可能にする。
【解決手段】駆動側及び操作側折り畳みベルト26を段ボールシート3の搬送速度に同期させて矢印方向に走行させながら、折り畳みベルト26で折り畳みパネル3a、3bを折り畳む。フォルディングバー48で折り畳みベルト26の折り畳み折り畳み動作を補助する。一方の折り畳みパネル4aが機械幅方向に長い特殊仕様の段ボールシート4を折り畳むときは、折り畳みパネル4aに干渉する過程にある駆動側プーリ37を下方に下げ、駆動側折り畳みベルト26をプーリ76,77に架け替える。代わりに追加フォルディングバー80で折り畳みパネル4bを折り畳む。また、長いフォルディングバー48を短いフォルディングバー78に取り替える。
(もっと読む)
フォルダグルア
【課題】段ボールシートの連結部分における折り目の形成位置を所望の位置に精度良く矯正してフィッシュテール状に傾斜する状態を防止する。
【解決手段】ゲージロール120L、120Rが所定の案内間隔GDWに配置され第1および第4のパネルP1、P4の連結部分を案内規制する。矯正ロール220L、220Rが互いに接近および離間可能であり、接近状態での間隔CLWが所定の案内間隔GDWより小さい。先端検知器42が段ボールシートの通過を検知して検知信号を発生すると、フォルダグルア制御装置1200は、両パネルが90度折り曲げられた後であって180度折り曲げられる前において検知信号の発生に基づいて両矯正ロールの接近タイミングを決定し、連結部分の所定の深さ寸法CNLに応じて両矯正ロールの離間タイミングを決定する。両矯正ロールは、接近タイミングから離間タイミングまでの間、連結部分を押圧する。
(もっと読む)
フォルダグルア
【課題】段ボールシートの搬送方向に対する傾きの発生を抑制するフォルダグルアを提供する。
【解決手段】本発明によるフォルダグルア1は、段ボールシートSを搬送すると共に展開状態から折り上げ、並列に配置され段ボールシートを搬送するための第1のベルト2a及び第2のベルト2bからなる2本の平ベルトと、フォルダグルアの搬送方向の始端部1a或いは終端部1bに設けられ第1及び第2の平ベルトをそれぞれ摩擦力で駆動する2つのプーリ14a、14bと、各プーリを駆動する2つのモータ20a、20bと、第1のベルト及び第2のベルトの速度をそれぞれ検出するセンサ機構24a、24b、26a、26b、40a、40bと、このセンサ機構により検出される第1のベルト及び第2のベルトの速度の差が0になるように2つのモータを制御する制御装置30と、を有する。
(もっと読む)
製函機の不良品除去装置および製函機
【課題】容易に不良品の箱体を除去することのできる製函機の不良品除去装置および製函機を提供する。
【解決手段】製函機のフォルディング部4とカウンタエゼクタ部6との間に不良品除去部5を配設して、判定手段によって接合箇所の接合が良好である判定された段ボール箱Bをカウンタエゼクタ部6に搬送する一方、判定手段によって接合箇所の接合が不良である判定された段ボール箱Bを排出する選別手段53を備えたことにより、カウンタエゼクタ部6に良品の段ボール箱Bのみを搬送できる。このため、カウンタエゼクタ部6で所定数のバッチに仕分けされた中から不良品の段ボール箱Bを抜き出して、良品の段ボール箱Bだけを所定数のバッチに仕分け直す複雑な作業を要すことなく、容易に不良品の段ボール箱Bを除去できる。
(もっと読む)
段ボールシートの罫線形成装置及び段ボールシート用製函機
【課題】段ボールシートの罫線形成装置及び段ボールシート用製函機において、段ボールシートの性質に拘らず折り畳み位置を均一化して折り畳み精度を向上することで高品質な段ボール箱を製造可能とする。
【解決手段】スロッタクリーザ部13に、上罫線ヘッド43と下罫線ヘッド44を設け、下罫線ヘッド44の外周部に周方向に沿って突起部を形成すると共に、この突起部の両側に幅方向の長さ及び曲率の異なる第1押圧部と第2押圧部を対向して設け、且つ、この第1押圧部と第2押圧部を周方向に交互に設ける。
(もっと読む)
製函機における折れ精度検査装置及び折れ精度検査方法,製函機,並びに折れ精度調整方法
【課題】誤寸折れを含む段ボールケースの折れ精度不良を製造過程で確実に検出することができ、機械の構造及び製造工程の制約を低減可能とした、製函機における折れ精度検査装置及び折れ精度検査方法,製函機,並びに折れ精度調整方法を提供する。
【解決手段】製函機において折り畳まれた段ボールケース1の幅方向両側の折部分の折れ精度を検査する装置であって、段ボールケース1の幅方向両側において上下に重なる両フラップ部1A,1Bの端部の相対位置関係を検出する相対位置検出手段20と、相対位置検出手段により検出された両フラップ部1A,1Bの端部の相対位置関係から前記折部分の折れ精度の良否を判定する良否判定手段と、をそなえて構成する。
(もっと読む)
箱体の形成方法およびフォルダグルア
【課題】第1パネルと第4パネルの対向縁が平行する良品な箱体を形成することができるようにした箱体の形成方法およびフォルダグルアを提供することである。
【解決手段】縦罫線により区分された4枚のパネルP1乃至P4および一側のパネルP4の側端に連設された接合代P5を有する段ボールシートS0を一方向に搬送し、その搬送中において両側のパネルP1、P4をその内側の縦罫線a1、a3に沿って180°折曲げる。その両側のパネルP1、P4がほぼ180°折曲げられた状態から接合代P5と他側のパネルP1の接合が完了するまでの間で、段ボールシートS0の180°折り曲げられた両側パネルP1、P4の外側端部の少なくとも一部分を内方向に向けて押圧して、その押圧部の幅寸法を箱体A0の幅寸法に等しくなるようにする。
(もっと読む)
パウチ容器用基材及びその基材を用いたパウチ容器の製造方法
【課題】表裏2枚の樹脂シートからなるパウチシール部に表裏ズレを発生させることなく外観的にも見栄えがよく、スパウトの装着が確実で生産性に優れたパウチ容器用基材を提供する。
【解決手段】樹脂シートからなるパウチ本体11の上端部に未シールの上端開口部12を設けるとともに、樹脂シートの一方片側縁(X)をシールしてその上部に未シール部14を設け、その他方片側縁(Y)の上部をシールする。これによって、開口した未シール部14の斜め上方側から上端開口部12にロータリ装置などを介して挿入されるスパウト基部18を確実に位置決めして、表裏2枚の樹脂シートのシール部に表裏ズレや皺などを発生させることがなく外観的に優れたパウチ容器Pを効率的に製造することができる。
(もっと読む)
角底袋の製袋機
【課題】シワが発生しない薄い用紙用製袋機の提供。
【解決手段】二つ折りに折り畳んで貼り合わせ、かつその両側部にM字状に内側へ折り込んだマチ部を設けてなる紙筒を供給する紙筒供給装置と、紙筒の搬送方向一端部に角底形成用の折筋を付ける折筋付け装置と、紙筒が回転する底折りドラムに沿って移動する間に、上記折筋に沿って紙筒の一端を紙筒の表裏方向に開く第1の底開き装置と、上下方向に開かれた部分を上記折筋に沿って表側と裏側のフラップ状に押し開く第2の底開き装置と、フラップ状に開かれた各フラップをプレスして平面状にするプレス装置と、開かれたフラップの所定の部分に糊を塗布する糊付け装置と、表側と裏側の各フラップの先端側のフラップ片を折り立てる折立て装置と、両フラップ片を内側へ折り込み重ねる折込み装置とを含む角底袋の製袋機。
(もっと読む)
フォルダグルア
【課題】寸法精度の高い段ボール箱を得ることができるようにしたフォルダグルアを提供することである。
【解決手段】段ボールシートを折曲げ部に搬送し、その折曲げ部での搬送中に、縦罫線で区分された両側の第1パネルおよび第4パネルをその内側に設けられた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代の重なり部を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に一対の成形ベルト21と、箱体A1 の第1パネルおよび第4パネルに接触する傾斜状の一対の幅寄せベルト22を設け、箱体A1 の幅寸法が適正値より大きい場合、一対の成形ベルト21により箱体A1 の両側部を押圧して適正な幅寸法に修正し、箱体A1 の幅寸法が適正値より小さい場合、一対の幅寄せベルト22で第1パネルおよび第4パネルを外側方に移動させて箱体A1 の幅寸法を適正な幅寸法に修正する。
(もっと読む)
フォルダグルア
【課題】両側のパネルが相対的に傾きがある場合にその傾きを自動的に修正することができるフォルダグルアの提供。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分した第1パネル乃至第4パネルおよび第4パネルに連設した接合代を折曲げ部1に搬送し、縦罫線で区分した第1パネルおよび第4パネルをその内側に設けた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に押し爪24を爪付き搬送ベルト21と位置決め部材25の矯正ベルト22と位置決め部材25を箱体A1 の前端縁に対向させ、爪付き搬送ベルト21の押し爪24で箱体A1 の後端縁を押圧して位置決め部材25に押し付け、押し爪24とで箱体A1 を前後から挟持して、第1パネルと第4パネルの相対的な傾きを修正する。
(もっと読む)
段ボールシートの折畳み装置
【課題】寸法精度の高い段ボール箱を得ることができるようにした段ボールシートの折畳み装置を提供することである。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分された第1パネルP1 乃至第4パネルP4 および第4パネルP4 の側縁に連設された接合代P5 を有し、第1縦罫線a1 および第3縦罫線a3 が2条の平行罫線とされた段ボールシートS1 を折曲げ部30に搬送し、その折曲げ部30での搬送中に、縦罫線で区分された両側の第1パネルP1 および第4パネルP4 をその内側に設けられた第1縦罫線a1 および第3縦罫線a3 の外側罫線l1 に沿って90°折曲げると共に、第1パネルP1 および第4パネルP4 の90°の折曲げ後に平行罫線l1 、l2 間の部分を内側罫線l2 に沿って90°折曲げ、第1パネルP1 と接合代P5 の重なり部を接着して扁平な箱体A1 を形成する。
(もっと読む)
1 - 13 / 13
[ Back to top ]