
Fターム[3E075DD46]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(結合) (2,075) | 結合部位 (673) | 胴部 (426) | 長手方向に交差する方向 (110)
Fターム[3E075DD46]の下位に属するFターム
口縁部 (44)
Fターム[3E075DD46]に分類される特許
61 - 66 / 66
包装袋及びその製造方法
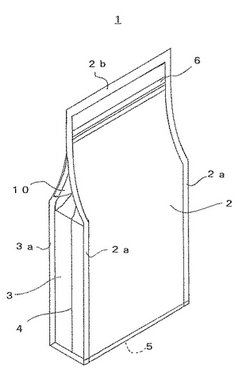
【課題】 側面部の上部に舌部の設けられたガゼットタイプの包装袋に関し、舌部による他の包装袋等への干渉がなく、しかも、舌部の存在を目立たなくする。
【解決手段】 側面部の上部に舌部の設けられたガゼットタイプの包装袋に関し、舌部を、側面部について、その中央の折り線上におけるこの側面部の上端点から一定の距離だけ内側に隔てた位置を基点とし、折り線を、前記基点よりも上側の範囲について、この折り線の折り込みとは逆側に折り返すと共に、前記基点とこの側面部における上端側の両頂点とを結ぶ2本の線を前記折り線の折り込み方向と同方向に折り込むことで形成する。そして、この舌部を包装袋の前面側又は背面側に寄せ、寄せられた側にて平面部における側端縁にシールする。
(もっと読む)
分包紙および薬剤分包袋並びに薬剤分包袋の製造方法

【課題】 小さな力で楽に開封することが可能な薬剤分包袋の提供。
【解決手段】 両側縁部10a,11aどうしが向い合うように二つ折りされた長尺のシート3からなり、対向するシート片部10,11の間に薬剤12が投入され、両側縁部10a,11aどうしがヒートシールされ、両側縁部10a,11aのうち一方の縁部11aの縁辺11bが他方の縁部10aの縁辺10bに対してシート3の幅方向に位置ずれしている薬剤分包袋2。
(もっと読む)
密封体における開閉弁の取り付け構造及び開閉弁付密封体の製造装置
軟質樹脂シート(1a,1b)から構成され空気を内部に充填可能である密封体(1)に取り付ける開閉弁(2)を、密封体(1)を構成する一方のシート(1a)に対しては固定用シール部で接着し、他方のシート(1b)に対しては該固定用シール部で接着しない、密封体における開閉弁の取り付け構造を提供する。これにより、密封体(1)の膨張部(12)に空気を充填した際においても、開閉弁(2)が前記一方のシート(1a)に対して常に密着するため、開閉弁(2)にしわが発生し、そのしわを通って空気が漏れてしまうようなことがない。  (もっと読む)
(もっと読む)
内袋機
【課題】フィルム切断後に形成される袋体を開袋機構の吸着部まで確実に搬送する。
【解決手段】筒状フィルムの原反から繰り出して袋体を形成する製袋機構1と、該袋体の開口部を開放させる開袋機構3と、開袋機構により開放させた開口部を容器の開口に被せる被せ機構5と、被せ機構により被せた袋体を容器内の底面に装着させる装着機構6と、からなる内袋機において、製袋機構の後段側における搬送経路の両側に対向配置した一対のロール体40の進出移動によりフィルムFを挟持した後、ロール体を回転駆動して袋体の口部を開袋機構まで搬送する袋体搬送機構4を設ける。
(もっと読む)
ガゼット袋及びその製造方法
【課題】
この発明はガゼット袋に幅のある品物を入れた時、この品物と前記ガゼット部の幅が一致しないときでも、前記のガゼット部の傾斜溶着部と袋の一辺に設けた溶着部との交点に荷重乃至応力の集中しない袋を提供する。
【解決手段】
この発明は熱可塑性合成樹脂フイルム製のガゼット袋において、
前記袋の折り曲げ縁より45度傾斜して、二枚ずつのフイルムを溶着した傾斜溶着部は袋の底溶着部に達することなく、その長さは前記底熱溶着縁に向けてガゼット折り込み深さの半分乃至75%位置長さとしてあり、前記傾斜溶着部と前記溶着縁との間に非溶着場所が形成してあることを特徴とするガゼット袋とした。
(もっと読む)
製袋方法及び製袋機
【課題】 スパウト付きの袋体を製造する際、製袋中にスパウト装着を可能とする。
【解決手段】 帯状をなすフィルム11,12を折り重ね、又は複数枚重ね合わせ、複葉のフィルムをその長手方向に搬送しつつ、フィルム11,12の内面同士をシールしてフィルムの端縁で周縁シール部にスパウトが挟着された袋体10を横方向に連続して製造する横取り製袋方法であって、フィルム11のうちスパウト16が装着される領域19を予熱し(予熱工程)、側部シール部14が形成される前に前記予熱された領域19を有するフィルム11間にスパウト16を挿入し(スパウト挿入工程)、挿入されたスパウト16の周面に沿ってフィルム11の予熱された領域19の少なくとも一部を引き伸ばし(引き伸ばし工程)、フィルム11にスパウト16を仮止めし(スパウト仮止め工程)、仮止めの後にフィルム11とスパウト16とのシールを1回以上行う(スパウトシール工程)。
(もっと読む)
61 - 66 / 66
[ Back to top ]