
Fターム[3E078AA13]の内容
紙の機械的加工;段ボール製造機 (1,242) | 目的 (187) | 紙の破損防止 (14)
Fターム[3E078AA13]の下位に属するFターム
Fターム[3E078AA13]に分類される特許
1 - 12 / 12
エンボス加工装置
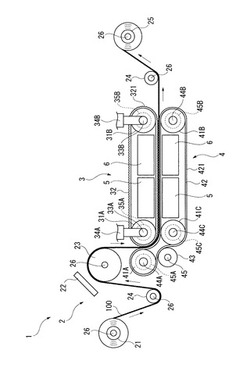
【課題】生産性が向上でき、かつ、良好な転写ができるエンボス加工装置を提供する。
【解決手段】エンボス加工装置1の転写装置3は、表面にエンボスパターンが形成され移動可能とするエンボス型32を有する。支持装置4は、ロール41A〜41C及びロール41A〜41Cに巻回され外周面421の一部とエンボス型32とでスクリーン100を挟持するベルト42を有し、ロール41A〜41Cの回転によりベルト42の一部がエンボス型32の移動方向に沿って移動する。モーター35A,35B,45A〜45Cは、エンボス型32及びベルト42を移動させる。ベルト42は、外周面421の一部がエンボス型32の型面321の形状に倣うように配設され、ロール31A,41A,41C、加熱ユニット5は、スクリーン100において、エンボス型32とベルト42の外周面421の一部との間に挟持された部位を加熱する。
(もっと読む)
エンボス加工用面版及び刻印形成方法

【課題】エンボス加工に際し、自由な図柄の刻印を鮮明に簡単な作業で形成でき、シートの破れや強度低下も防止できるようにする。
【解決手段】抜型Dに対向させてダイカッタ等の加工機に取り付けられ、抜型Dとの接近に伴い、抜型Dの切刃11及び押罫部材12を受け止めて、シートSに打抜及び罫入れ加工を施すと共に、抜型Dの押版13を受け止めて、シートSにエンボス加工による刻印2を形成する面版Cにおいて、抜型Dの切刃11及び押罫部材12を受け止める上受面mより窪んだ凹部15を、押版13の凸部14に対応して設け、押版13の凸部14でシートSを凹部15に押し込んで、シートSの表面nから浮き上がった刻印2を形成する。面版Cの凹部15により、シートSの表面nから大きな高さをもって浮き上がらせた鮮明な刻印2を形成でき、シートSの破れや強度の低下を防止できる。
(もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
片面段ボール生産装置
【課題】一対の段ロールと中芯用プレヒータロールとを近接させた状態で、中芯を段成形することができ、その段成形の際に中芯の段割れを確実に防止する。
【解決手段】中芯用プレヒータロール621は、中芯用スプライサ5から供給された中芯40を加熱し、一対の段ロール622、623に向けて供給する。回転可能なタッチロール66が、揺動可能な支持レバー67により支持される。エアーシリンダ68の作動子68aが、支持レバー67に連結され、タッチロール66を中芯用プレヒータロール621のロール周面に対して押し付ける。エアー駆動制御装置180が、押圧情報に従って、タッチロール66をロール周面に押し付ける押圧力の大きさを制御する。中芯40は、タッチロール66と中芯用プレヒータロール621との間に挟持され、ロール周面から搬送力を付与される。これにより、中芯40の張力が一定に保たれ、段割れの発生が防止される。
(もっと読む)
片面段ボールシートの積重ね装置
【課題】片面段ボールシートを規則正しく積み重ねることができるようにした片面段ボールシートの積重ね装置を提供することである。
【解決手段】一方向に搬送される片面段ボールS0をロータリカッタ1により幅方向に切断して片面段ボールシートS1を形成し、その片面段ボールシートS1を下流側に設けられたシート積重ね装置70の排出コンベヤ72に送り込んで山積み状態に積み重ねるに際し、その排出コンベヤ72の直前に設けられた第2反り形成用コンベヤ装置60により片面段ボールシートS1を幅方向に湾曲する上反り状態に変形させる。その上反り状態で片面段ボールシートS1を排出コンベヤ72に送り込んで山積み状態に積み重ねるようにする。
(もっと読む)
段割れ危険性の検知装置、段割れ危険性の検知方法、段割れ危険性の検知プログラムおよび段割れ危険性の検知機能を備えた片面段ボール生産装置
【課題】段成形される中芯の供給時間と供給長さとの割合を計測し、その割合が限界の割合に達したと判断することにより、段ロールや中芯の種類により影響されることが少なく、中芯の段割れの危険性を正確に検知する。
【解決手段】ライナ供給速度VLと中芯供給速度VNとが計測され(S4)、現在の段繰り率Rxが両供給速度VL、VNに基づいて算出される(S5)。段繰り率Rxが限界段繰り率Rm以下に減少したと判断された場合(S6:YES)、エアーシリンダ68が作動する(S9)。エアーシリンダ68の作動の間、タッチロール66は、中芯用プレヒータロール621と接触する接触位置へ移動して中芯40を挟持する。中芯40は、プレヒータロール621から搬送力を確実に付与されて供給される。中芯ロール41aが全て消費されると、エアーシリンダ68は不作動とされ、タッチロール66は接触位置から離間位置へ復帰する。
(もっと読む)
多層複合材料にビーディング折り目を形成する方法及び少なくとも1つのビーディング折り目を有する多層複合材料
本発明の目的は、プラスチック材料製の少なくとも1つのコア層と、金属材料製の少なくとも2つのカバー層とを有する多層複合材料にビーディング折り目を形成する方法であって、高いプロセス信頼性及び形成される多層複合材料の最適な完全性を保証する方法を提供することである。形成すべきビーディング折り目の領域で、複合材料のコア層を少なくとも部分的に180℃〜300℃の温度に加熱することで目的が達成される。本発明はさらに、少なくとも1つのビーディング折り目を有する多層複合材料(2)であって、プラスチック材料製の少なくとも1つのコア層(4)と、金属材料製の少なくとも2つのカバー層(6、8)とを含む多層複合材料(2)に関する。 (もっと読む)
多重ウェブ貼り合わせのための整列装置およびその方法
本発明は段ボールのような多重原紙の貼り合わせで成り立つ貼合紙の製造のために貼合装置に投入されるウェブの位置を整列させてくれる多重ウェブ貼合装置の整列装置及びその方法に関することで、ウェブ供給部からウェブを供給受けて一定な高さで維持してくれるベース;上記ベースを通過するウェブの少なくともある一側端の位置を感知する感知部;上記ベースを通過するウェブの一側面に接触され、互いに分離された少なくとも二つで成り立って同一な操向角に同調されてウェブの位置を移動させることができる調整部;及びあらかじめ設定された位置に基準位置を設定して、上記感知部を通じて上記ベースを通過する上記ウェブの少なくともある一側端の位置を測定して、上記調整部を通じて上記基準位置に上記ウェブの対応位置を移動させてくれる制御部で成り立つ。  (もっと読む)
(もっと読む)
シングルフェーサの加圧ベルト制御方法及び装置
【課題】加圧ベルトの幅方向両側部の周長差を加圧ベルトの片側にのみ過負荷をかけずに解消する自動化された手段を実現する。
【解決手段】加圧ベルトの幅方向両側部a、bの周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、一対の加圧ロール6,7の両端ロール軸8,9間距離を調節する一対の加圧シリンダ12a、12bのうち加圧ベルト5が先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内で両加圧シリンダ12a、12bの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力Poに戻すと共に、高圧負荷時間Ta、Tbが短いほうの加圧シリンダの加圧力を予め設定された圧力値ΔPを減じた加圧力とする第2ステップと、からなり、前記第2ステップを設定時間毎に繰り返す。
(もっと読む)
エンボス刻印加工
【課題】段ボール等のシート材の断裂を防止しつつ、シート材にエンボス加工により刻印を鮮明に入れる。
【解決手段】ダイカッタMの圧盤18に取り付けられる型版Dにおいて、凸部16a及び凹部17aを形成し、凸部16aには、縁部に刻印2の輪郭に沿って縁罫部材14を設けると共に、その側方に弾力性を有する押圧部材13を設け、凹部17aには、柔軟な当受部材15を設ける。また、型版Dに対向して面盤19に取り付けられる受板Rにおいて、型版Dの凸部16a及び凹部17aにそれぞれ嵌合する凹部16b及び凸部17bを設ける。圧盤18と面盤19とを接近させ、圧盤18と面盤19の間に送り込まれた段ボール等のシート材Sを挟み込み、シート材Sに浮き出した刻印2を形成する。
(もっと読む)
嵩高紙の製造方法
【課題】エンボス加工によって賦形された凹凸形状が、その後の搬送に起因するテンションによって潰れにくくなる嵩高紙の製造方法を提供すること。
【解決手段】含水状態の繊維シートを一方向に搬送しながらエンボス加工を施して該繊維シートを凹凸賦形し、該エンボス加工と同時に又はその後の搬送中に、凹凸賦形された該繊維シートを乾燥させて嵩高紙を製造する。前記エンボス加工による凹凸賦形のパターンとして、凸部及び凹部がそれぞれ搬送方向に沿って延びる凸部列及び凹部列をなすように配置され、該凸部列及び該凹部列が搬送方向と直交する方向に沿って交互に配列された凹凸パターンを用いる。
(もっと読む)
エンボス加工クレープ紙とその製造方法
【課題】 微細なエンボス形状を明確に成形でき、ふんわり感に優れるため、脂分の吸収性能などに優れたエンボス加工クレープ紙を提供する。
【解決手段】 クレープ原紙にエンボス加工を施すエンボス加工クレープ紙の製造方法であって、前記クレープ原紙として坪量6〜28g/m2の原紙を用いることとし、かつ、前記エンボス加工を、坪量当たり0.1〜100重量%の水を供給して湿潤状態にする工程(a)と、湿潤状態のクレープ原紙にエンボス加工を施す工程(b)と、エンボス加工された湿潤状態のクレープ原紙を乾燥させる工程(c)と、によって施す。
(もっと読む)
1 - 12 / 12
[ Back to top ]