
Fターム[3F064AA05]の内容
Fターム[3F064AA05]に分類される特許
1 - 12 / 12
ゴム含有製品ウェブの取り扱い装置及びこのウェブを巻き取るリールの製造方法
本発明は、取り扱い装置に関し、この取り扱い装置は、ストリップ(20)を運搬する無端ベルト(24)を有し、ベルトは、いわゆる基準横方向(Y)に平行なシャフト回りに回転するよう設けられた1組のローラ(R1〜R8)によって案内されると共に駆動され、ストリップ(20)を巻き取る巻き取り装置(28)を有し、リールは、運搬側部(24P)の上方に配置されると共に横方向(T)に実質的に平行なシャフト回りに回転可能に設けられ、巻き取り装置(28)に対して実質的に接線方向の運搬側部(24P)の通常の経路と巻き取り装置(28)の90°を超える扇形回りに運搬側部(24P)を巻き取る一時的経路との間で一時的にそらす手段(46)を有する。 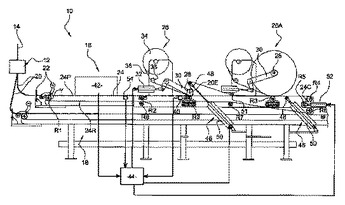 (もっと読む)
(もっと読む)
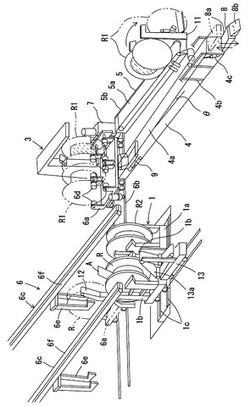
軟質帯状材の巻取搬送装置及び巻取搬送方法
【課題】巻取り関係の自動化を図り、作業負担を軽減すると共に、ライン全体のスピードアップに対応することができる軟質帯状材の巻取搬送装置及び巻取搬送方法を提供する。
【解決手段】空リール及び実リールの出し入れ位置が巻取作業位置から僅かに離れた場所に設けられ出し入れ位置と巻取作業位置との間を往復するシャトル台車を有するシャトルタイプ巻取装置、シャトルタイプ巻取装置への軟質帯状材の供給装置、チケット貼付け装置、空リールストックレーン、実リールストックレーン、空リールストックレーンの搬出部から取り出された空リールをシャトルタイプ巻取装置の出し入れ位置まで搬送し、かつ実リールをシャトルタイプ巻取装置の出し入れ位置からチケット貼付け装置まで搬送する台車を有するリール搬送装置、チケットが貼り付けられた実リールを反転させて実リールストックレーンに搬入する実リール反転装置及びこれらの装置の制御装置を備えている。
(もっと読む)
軟質帯状材の巻取装置および巻取方法

【課題】ラインスピードの増速化に対応したリールの入替時間の短縮が可能で、しかも大きな設置スペースや過大な導入コストを必要としない軟質帯状材の巻取装置、およびこのような巻取装置を用いた軟質帯状材の巻取方法を提供する。
【解決手段】リールを巻取位置へ搬送する前に、予め巻取開始端係止部を、巻取開始端が挿入可能な位置に位置決めして固定する巻取開始端係止部の位置決め手段と、巻取開始端係止部の位置決め手段と共に、リールを巻取位置へ搬送するリール搬送手段とを備える軟質帯状材の巻取装置、および前記巻取装置を用いる軟質帯状材の巻取方法。
(もっと読む)
コンベヤベルトの巻取り方法
【課題】金属セルにコンベヤベルトを巻き取る際に、巻き始めの部分に不要な跡を残すことなく、円滑に巻き取ることができるコンベヤベルトの巻取り方法を提供する。
【解決手段】シート供給ドラム3から供給されたコンベヤベルト幅以上の幅を有する巻き始めシートSの先端部を、金属セル1に仮止め手段5により仮止めして1周以上巻付けて巻付け固定した後、金属セル1とシート供給ドラム3との間に張設されている巻き始めシートSの上にコンベヤベルトBを載置して、この巻き始めシートSと金属セル1とで挟むようにコンベヤベルトBを所定長さ金属セル1に巻付た後、金属セル1に巻付けられる前の巻き始めシートSを切断し、以後、コンベヤベルトBのみを金属セル1に巻付ける。
(もっと読む)
ゴム状シートの搬送巻取り方法、及びその装置
【課題】ライナに、搬送される帯状の未加硫のゴム状シートを重ねて巻取り芯に巻き取り、シート・ライナ巻取体を精度よく、能率よく形成できかつ装置の簡易化に役立つ方法、及びその装置を提供する。
【解決手段】ライナロール体LRからライナLを巻き戻す巻戻し点と、巻戻された前記ライナLを巻取り芯10に巻き付ける巻付け点とを結ぶライナ線を、巻取り芯を上としたライナ傾斜部Lcとしたシート巻上げ装置6、未加硫のゴム状シートSの先端部Ssをシート保持・移動装置4をを用いて前記ライナ傾斜部Lc供給しライナLの巻取りとともにシート・ライナ巻取体SLを形成する。
(もっと読む)
長尺部材の巻取装置及び製造装置
【課題】長尺部材の自動巻き取りを可能にし、巻き取り作業に要する工数等を削減して長尺部材の製造等の生産性を向上させる。
【解決手段】長尺部材50の巻取装置1を、巻取リール10、巻取リール10を回転させる回転駆動手段、長尺部材50を誘導する誘導手段20、及び装置全体の制御を行う制御装置30等から構成する。巻取リール10の芯部材11に長尺部材50の先端部を挿入可能な挿入部13を形成し、制御装置30により巻取リール10の回転を制御して、挿入部13の開口部の位置を所定位置に位置決めする。その位置に向かって長尺部材50の先端部を誘導手段20により誘導し、先端部を挿入部13内に挿入して貫通させた後、巻取リール10を回転させて長尺部材50を芯部材11に巻き付けて巻き取る。
(もっと読む)
ゴムシート巻取り装置
【課題】搬入搬出の作業効率を高め、かつ装置の小型化、省スペース化を図る。実リールのオンラインでの秤量可能として生産効率を高める。
【解決手段】ゴムシートGを空のリールRに巻装する巻装手段3と、ゴムシートGを巻装手段3に送給しかつ巻装終了に際してゴムシートGを切断する切断送出し手段4とを含む。前記巻装手段3は、空のリールRが搬入されるリール搬入ステーション40と、このステーション40から移載される空のリールRにゴムシートGを巻装する巻取りステーション41と、このステーション41から移載される実のリールRを搬出させる搬出ステーション42とからなりかつ直線L上に並ぶ3つのステーション、及び隣合う2つのステーション間を跨る長さを有しかつ前記直線上を移動して前記隣合う各2つのステーション間でリールRを移載させる移動フレーム44を具える。
(もっと読む)
シート状ゴム材料の供給装置
【課題】シート状ゴム材料を予めロール状に巻き取る工程と次の利用工程との間に時間差があっても、次の利用工程の要求に応じた量、速度で効率よく供給するとともに、作業工程を簡素化することができるようにしたシート状ゴム材料の供給装置を提供する。
【解決手段】上流側コンベヤ装置6側にあるターレットアーム3の巻取りユニット4に対置した一方の巻取り軸5にライナ9を介挿してカーカス材8を巻き取るとともに、下流側コンベヤ装置7側にあるターレットアーム3の巻取りユニット4では、巻き取ったシート状ゴム材料8を繰出す際に、不要になるライナ9を他方の巻取り軸5に巻き取り、それぞれの巻取りユニット4で作業を完了した後に、ターレットアーム3を回転軸3aを中心にして180°回動させて、上流側と下流側とを入れ替えるように移動させる。
(もっと読む)
粘着性バンド、特にコードバンド、とりわけ繊維コードバンドのバンド片の切断及びつなぎのための装置
【課題】バンドを切断装置に通して動かすための送り装置を備える切断装置と切断されたバンド片のエッジを先につながれたバンド片のエッジとつなぐためのつなぎ装置によりなり、粘着性バンド、特にコードバンド、とりわけ繊維コードバンドのバンド片の切断及びつなぎのための装置において、繰返し工程時間またはサイクルタイム率向上を可能にするような装置を提案する。
【解決手段】切断装置3に直結されている受収装置4が切断されたバンド片2aに対して設けられるが、この受収装置はバンド片2aをより低い位置にあるつなぎ位置に移動させるために上の部位と下の部位との間を運動可能であり、その低いつなぎ位置には、バンド片2aのこれからつなごうとするエッジ16が、そのエッジにつながれるために、受収装置4に直結されているつなぎ装置5に到着している、先につながれているバンド片14に対して定義された位置関係を保つように位置決めされている。
(もっと読む)
レットオフ装置
【課題】生産性に優れ、かつ省スペースに寄与するレットオフ装置52の提供。
【解決手段】レットオフ装置52は、ターンテーブル54、第一作動部56及び第二作動部58を備えている。第一作動部56は、第一送り出し芯62及び第一巻き取り芯64を備えている。第二作動部58は、第二送り出し芯66及び第二巻き取り芯68を備えている。第一作動部56及び第二作動部58は、ターンテーブル54の旋回によって稼働ステーションと待機ステーションとの間を移動可能である。第二作動部58が稼働ステーションにおいて稼働中、待機ステーションにおいて第一作動部56の準備作業が行われる。第一作動部56が稼働ステーションにおいて稼働中、待機ステーションにおいて第二作動部58の準備作業が行われる。
(もっと読む)
タイヤ用帯状部材の搬送装置及び接合装置
【課題】 帯状部材の切断シートを順次作成すると共に、先行する切断シートと後続の切断シートとの重畳部の長さを一定に調整しながら接合するときに、可動部のない簡単な構造のガイド部材の使用を可能にする。
【解決手段】 帯状部材2の左側面はガイド部材62内の磁力発生手段63により、ガイド面65に吸着され、ガイド面65に接触した状態で、コンベアベルト13上に図示されていない引出手段により一定量引出される。引出された帯状部材2はカッター26により、コンベアベルト13の側縁に沿って切断された後に、その後端がガイド面65を含む面に対して一定の距離の線L2になるようにコンベアベルト13で移動される。後続の帯状部材2は一定量引出され、その左縁部がガイド面65を含む面とコンベアベルト13との交差線L1に配置され、先行する帯状部材の後端部に一定量重ねて接合される。
(もっと読む)
静止リール交換中に継ぎ目を製作するための接着テープ
【課題】 静止リール交換を簡単な方法で行なえる接着テープを具体化する。
【解決手段】 リール上に巻かれた2つの平らなウエブ材料(40、41)の間で静止リール交換中に継ぎ目を製作するための支持体層(11)および自己−接着性化合物(12)を有する互いに結合されたウエブ(40、41)のその後の処理中の自己−接着性化合物(12)の露出を回避する接着テープ(10)を提供するために、自己−接着性化合物(12)の中で接着テープ(10)の縦方向に隙間を形成して接着テープ(10)の幅方向から眺めて空間部(V)を有する2つの自己−接着性化合物を形成することが提案される。さらに、対応する方法も提案される。
(もっと読む)
1 - 12 / 12
[ Back to top ]