
Fターム[3F115CA46]の内容
パッケージ・線条体の安全装置 (910) | 目的、機能 (242) | パッケージの品質管理 (20)
Fターム[3F115CA46]の下位に属するFターム
Fターム[3F115CA46]に分類される特許
1 - 7 / 7
繊維パッケージの巻密度測定装置、測定方法、ならびに繊維パッケージ巻き上げ工程管理方法
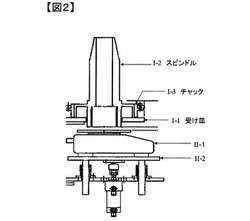
【課題】繊維の巻密度測定手段の自動化により、人手による測定作業に起因する測定誤差をなくすとともに、作業効率化を可能にすること。また、非接触測定を可能にすることにより、試料の損傷を防ぐことを可能にする繊維の巻密度測定装置と巻密度測定方法を提供し、かかる巻密度測定に基づき工程管理を実施する方法を提供すること。
【解決手段】筒状体に巻かれた繊維パッケージの巻密度を測定する装置であって、測定対象の繊維パッケージを、繊維に非接触な状態で保持するパッケージ保持手段(I)、パッケージに巻かれた繊維の重量を、繊維に非接触な状態で風袋とともに測定する重量測定手段(II)、繊維パッケージの巻形状を繊維に非接触で測定する形状測定手段(III)、測定された重量、風袋重量、および形状から巻密度を演算して出力するデータ処理手段(V)からなる巻密度測定装置、それを用いた巻密度測定方法。
(もっと読む)
自動ワインダの繊維機械管理システム及び自動ワインダ

【課題】巻取作業が中断されたボビンが別の巻取ユニットに搬送された場合でも、巻取作業が中断される前の巻取条件を再現することができる自動ワインダの繊維機械管理システムを提供する。
【解決手段】ワインダ3が備える巻取ユニット31は、ボビン23に巻き付けられた糸を解舒してパッケージを形成する。トレーは、情報を記録可能なRFタグを有する。巻取ユニット31は、RFタグの情報を読み取るためのRFリーダ5を有する。そして、本実施形態のワインダ3に適用される繊維機械管理システムは、巻取作業を途中で中断した場合には、中断したときの巻取条件及び巻取状況を示す巻取情報を記録する。そして、巻取作業が途中で中断したボビン23を用いて巻取作業を再び行うときは、当該ボビン23の巻取情報に基づいて、ボビン23が搬送された巻取ユニット31を制御する。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
ポリウレタン弾性糸巻糸体、その製造方法、及びポリウレタン弾性糸の解舒方法
【課題】
巻糸体から弾性糸を解舒する際の解舒張力等の解舒性ばらつきを十分に改善し、品位上の欠点や形態上の欠点のない優れた品質の伸縮性製品を製造することができる弾性糸巻糸体を提供する。さらにその製造方法を提供する。
【解決手段】
紡糸工程において油剤付与されたポリウレタン弾性糸が巻芯上に巻き上げられてなる弾性糸巻糸体であって、該巻糸体の最内層部及び/又は外層部における油剤付着量が、中層部の油剤付着量よりも多く、かつ、油剤付着量の多い最内層部及び/又は外層部における油剤付着量(a)と、中層部の油剤付着量(b)との比(a/b)が1.05〜5.0である。
(もっと読む)
レベルワウンドコイル
【課題】コイル(管)を巻き解く際、管に傷、折れ曲り、変形が生じ難く、またコイルが崩れ難いレベルワウンドコイルを提供する。
【解決手段】管2をコイル状に多層に整列巻きしたコイルを、その軸方向が垂直方向に向くよう板材8上に配置し、最内層コイル3の管2の端部を引き出して巻き解くレベルワウンドコイル1において、最外層コイル6側の管端部分6aを最外層コイル6の下側に配置して最外層コイル6を支持したレベルワウンドコイル。このレベルワウンドコイルは、最内層コイル3を巻き解く際のn−1層目コイル5の下部の管2に発生する傷、折れ曲がり、変形が防止され、n−1層目コイル5を巻き解く際に発生するn層目コイル6の崩れが防止される。
(もっと読む)
線条体の自動整列巻き方法及びその装置
【課題】ドラムの鍔が変形していても、ケーブルの崩れを生じないように、また、より多くのケーブルを巻き付ける。
【解決手段】線条体の自動整列巻き方法は、両側に鍔3Bを備えた回転するドラム3に線条体5を相対的にトラバースさせながら自動整列して多層巻きする際に、n層に線条体5を巻付けているときに、予め、次の(n+1)層に巻付けられる線条体5の中心を通る直線上のつば内幅を非接触式のつば幅検出装置21により測定し、この測定されたつば内幅と線条体5の外径に基づいて、(n+1)層に巻付けられる線条体5の巻数と各線条体5の配置ピッチPを計算し、この計算された配置ピッチPに基づいて、状況に応じて前記n層目に巻付けられた線条体5と前記鍔3との間の上、並びに前記n層目の線条体5の間の上に前記線条体5を巻付ける。
(もっと読む)
綾巻きパッケージを製造する繊維機械の作業箇所における作業パラメータを最適化するための方法および装置
本発明は、多数の作業箇所(2)を有する、綾巻きパッケージ(11)を製造する繊維機械(1)の作業パラメータを最適化するための方法および装置に関する。本発明によれば、所定の新たな糸部分の開始前に、まず、繊維機械(1)の少なくとも1つの作業箇所で、基礎にされた作業パラメータを変換し、こうして製造された綾巻きパッケージ(11)もしくは糸の、作業パラメータの選択に基づく検査可能な特徴を、繊維物理的なまたは視覚的なパターンと比較し、この場合、該パターンが、それぞれ1つの目標パターンと、該目標パターンから逸脱した欠陥パターンとを有しており、制御装置が、所定の欠陥パターンとの合致の確認後に、作業パラメータに対する補正された値を検出することが提案されている。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]