
Fターム[3H015AC06]の内容
Fターム[3H015AC06]に分類される特許
1 - 5 / 5
チューブ−ソケットアセンブリー及びその製造方法
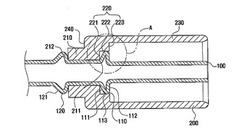
【課題】チューブとソケットの結束力を最大化することができ、チューブとソケットの連結部位からのメ閘洩を最小化することのできるチューブ−ソケットアセンブリー及びその製造方法を提供する。
【解決手段】第1及び第2ビーズが形成されたチューブに締結され、貫通孔が所定の長さで形成されている貫通孔部と、チューブから一定距離離隔されて形成されるガイド部を含むチューブ−ソケットアセンブリーであって、第1ビーズの一側には傾斜面を有する第1テーパー部が形成され、第1テーパー部は、ソケットの内部に位置する貫通孔部の内部終端部と線接触してビーズロックを形成する。
(もっと読む)
配管部材の製造方法

【課題】配管部材を、より安価により早く製造する。
【解決手段】円筒部及び鍔部が一体となっている配管部材の製造方法は、第1絞り工程(S1)と、鍔部成形工程群(S2〜)とを備えている。第1絞り工程(S1)では、板状素材50を、プレス成形によって、円筒状の第1部(51a)を含む初期形状に成形する。鍔部成形工程群(S2〜)では、初期形状となった成形中間材の第1部(51a)の端部近傍部分を湾曲させて径方向外方に延ばし、第1部(51a)を円筒部及び鍔部に成形する。
(もっと読む)
マーキング治具及び電気融着継手の施工方法
【課題】電気融着継手を管に正常に施工できる管の挿入長さの許容範囲を明確にできるとともに、この許容巾内において電気融着継手の設置位置を調整すること。
【解決手段】内周面に電熱線が埋設された溶融部を備える受口を有し、受口の溶融部奥側及び入口側に非溶融部を有する電気融着継手に接続される管のマーキング治具であって、受口に挿入される管の外周面に沿う本体41と、前記管の端部に当接する当接部42とからなり、本体41には、受口への管の最大挿入代及び最小挿入代だけ、前記当接部から離れた位置に、前記本体を貫通した開口部43を有するマーキング治具4を用いる。
(もっと読む)
配管用継手構造
【課題】管部材の使用素材にかかわらず、配管状態の保持の確実性を保持し、既存の配管レイアウト変更及び管部材交換や、現場での配管レイアウト変更に対して容易に対応可能とする。
【解決手段】チーズ1及びパイプ2を、これらと別部材とする連結管3を介して連結する構造であり、連結管3の回動により連結する構造とした。
(もっと読む)
管路形成用既製管材
【課題】筒状に形成され一端が挿入端部とされ、他端が受入れ端部とされ、挿入端部を受入れ端部に挿入して連結される管路形成用既製管材において、施工現場における管理に依存せず、均一化された品質の更生用ライニングを形成することができ、接続部の構造が耐震性であると共に構造簡単であり、安価に製作することができる管路形成用既製管材を提供すること。
【解決手段】挿入端部2の端縁部23近傍の外周面に環状突起21が形成されており、更に該外周面には、環状突起に対して端縁部の反対側に、多数の並列的線条突起20aが該環状突起21に隣接して設けてあり、環状突起及び線条突起は、前記挿入端部が前記受入れ端部3に挿入された際、それら突起の頂部が前記受入れ端部の内周面に圧接されるようにする。
(もっと読む)
1 - 5 / 5
[ Back to top ]