
Fターム[3J047AA03]の内容
ダンパーとばねの組合せ装置 (7,457) | 組合せの形態 (1,302) | 流体式ダンパーと非流体ばね (1,294) | 流体が可撓壁の容器内に収容されるもの (1,149) | 容器が厚い弾性壁のもの (1,052)
Fターム[3J047AA03]の下位に属するFターム
複数方向荷重を受ける構造のもの (30)
容器がブッシュ型のもの (173)
Fターム[3J047AA03]に分類される特許
1 - 20 / 849
液封入式防振装置および防振ユニット
流体封入式防振装置
防振装置
液封入式防振装置
防振装置
防振装置
防振装置
防振装置の製造方法、及び防振装置
防振装置
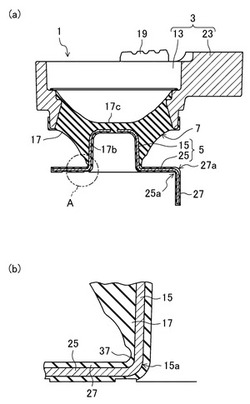
【課題】取付金具のプレート部を折り曲げることで、振動受側の部材に組み付けるタイプの防振装置において、ゴム弾性体の折曲げ角に亀裂が生じるのを抑える。
【解決手段】エンジン側に取り付けられる第1取付金具3と、車体側に取り付けられる第2取付金具5と、これらを連結するゴム弾性体7と、を備えるエンジンマウント1である。第2取付金具5は、プレート部25と当該プレート部25から上方に突出する突出部15とを有していて、突出部15の付け根部15aで、プレート部25を折り曲げることにより、取付ブラケットの下側梁部に固定されるようになっている。ゴム弾性体7は、突出部15及びプレート部25を覆うように第2取付金具5に接着され、且つ、ゴム弾性体7には、プレート部25を折り曲げた際に当該プレート部25の折曲げ縁部に位置する付け根部15aに対応する部位に、窪み部37が形成されている。
(もっと読む)
防振ユニット

【課題】部品点数、工数および材料コストを低減して、製品コストを抑制できる防振ユニットを提供すること。
【解決手段】ストッパゴム部材42の一側がダイヤフラム14の外縁に連なる。よって、これらを同時に加硫成形することができるので、部品点数を低減できる。また、ダイヤフラム14の外筒部材12への取り付けにより、同時にストッパゴム部材42も固定できるので、工数を低減できる。さらに、ストッパゴム部材42の一側がダイヤフラム14の外縁に連なるので、これらが軸方向視において重複することを回避でき、ゴム材料を効率的に使用できる。以上により、部品点数、工数および材料コストを低減して、防振ユニット1全体としての製品コストを抑制できる。
(もっと読む)
通しボルト構造を有する超高減衰ボディマウント、サブフレームマウントまたはエンジンマウント
【課題】2つのチャンバと2つの流路間に延びる相互連結流路を含む流体マウントの技術を提供する。
【解決手段】流体マウントは上部支持部材42と下部支持部材22を有する。上部流体チャンバ48および下部流体チャンバ54を画定すべく、前記上部支持部材42と前記下部支持部材22との間に上部エラストマーばね24と下部エラストマーばね26が配置されている。前記上部チャンバ48および前記下部チャンバ54との間に流路が延びる。流体マウントの圧縮および伸張の際、流体は前記上部チャンバ48と下部チャンバ54との間を移動することにより前記流体マウントに減衰力を与える。
(もっと読む)
流体封入式防振装置
【課題】可動板が収容スペース内壁面に当接せしめられる場合における異音の発生を安定して効果的に低減乃至は回避することが出来る新規な構造の可動板を備えた流体封入式防振装置を提供すること。
【解決手段】仕切金具50によって可動板80を小変位可能に支持せしめて、可動板80の各一方の面に及ぼされる受圧室68と平衡室70との圧力差により可動板80が変位せしめられる圧力変動吸収機構を構成した流体封入式防振装置において、可動板80の変位量を制限する仕切金具50に対する可動板80の当接面に、最大外幅寸法よりも突出長さ寸法が大きくされたヒゲ状弾性突起102を複数本突出形成した。
(もっと読む)
流体封入式防振装置及びその製造方法
【課題】可撓性膜が、低コストで、効率的な工程により固定されていることで、製造コストの低下と製作性の向上とが有利に実現された流体封入式防振装置を提供する。
【解決手段】筒状の第二の取付部材12の軸方向一方の開口部を覆蓋するように、第二の取付部材12と第一の取付部材10とを相互に連結する本体ゴム弾性体14と、第二の取付部材12の軸方向他方の開口部を覆蓋する可撓性膜30との間に形成された流体室32内に仕切部材34を収容配置して、仕切部材34を間に挟んだ両側に主液室36と副液室38とを設ける一方、仕切部材34の副液室38側の面に、環状乃至は筒状の挟持用突起76を形成し、更に、挟持用突起76の外周面と第二の取付部材12の内周面との間で、可撓性膜30の外周部を第二の取付部材12の縮径により挟持固定して、構成した。
(もっと読む)
アクティブマウントの構造
【課題】振動数、振幅及び応答速度が向上され、精密にアクチュエーティングプレートの振動を制御でき、不必要な自由振動が発生せず、従来の構造と比べてチャンバの容積変化率をより大きく設定することができるアクティブマウントを提供する。
【解決手段】アクチュエーティングプレートに結合されたプランジャと、プランジャに結合され、第1モータ部によって回転され、一側が回転軸の直角方向に拡張され、末端に回転拘束部が形成された第1ロードと、センターホールが形成された円盤形状であり、第1ロードがセンターホールの中央に配置され、回転拘束部に周囲を回転可能に結合された斜板と、第2モータ部によって移動され、斜版を傾斜させる第2ロードと、を有し、
回転拘束部が、傾斜された斜板の周囲を回転することにより、第1ロードに結合されたプランジャが、回転軸方向に往復運動してアクチュエーティングプレートを振動させる。
(もっと読む)
能動型防振装置
【課題】回生モードにおいて効果的に回生電流を回収することができる能動型防振装置を提供する。
【解決手段】制御部72は、加振体16b,23と弾性体14,24,25,26とにより構成されるマスバネ系の固有振動数Fxを含む回生モード周波数範囲Xを記憶する。さらに、制御部72は、防振対象部材の振動周波数Fが回生モード周波数範囲Xに含まれない場合に、防振対象部材の振動を抑制するように加振体16b,23を能動的に振動させる振動抑制モードと、防振対象部材の振動周波数Fが回生モード周波数範囲Xに含まれる場合に、加振体16b,23の振動エネルギーを電気エネルギーに変換して回生電流を回収する回生モードとを切り替える。
(もっと読む)
車両用エンジンマウント
【課題】耐久性能及び3方向の静・動特性の自由度をより容易に確保できるようにした車両用エンジンマウントを提供する。
【解決手段】車体を基準に、上端にエンジン連結用ボルトが締結されるボルト締結端が形成され、下端周面には水平方向ストッパーの成形のためのストッパー成形端が一体に形成されたインナーコアと、インナーコアのストッパー成形端の周面及び底面に亘って加硫成形されるゴム材質の上部インシュレーターと、上部インシュレーターの底面に一体に成形される重合プレートと、重合プレートの底面に一体に加硫成形される下部インシュレーターと、下部インシュレーターの底面に一体に成形された固定プレートと、水平方向ストッパー、上部及び下部インシュレーターを囲むハウジングと、ハウジングの下端と固定プレートの上端との間の密着部分を締めて結合させるマウンティングブラケットと、を含む。
(もっと読む)
防振装置
【課題】減衰特性を効果的に発揮すること。
【解決手段】両取付け部材11、12には、互いに一方向Aに対向する対向部24、25が各別に設けられ、これらの対向部24、25同士のうちの少なくとも一方には、両取付け部材11、12が一方向Aに相対的に移動して対向部24、25同士が最接近したときに、両取付け部材11、12の更なる移動を規制するストッパ弾性体32が配設され、ストッパ弾性体32内には、液体が封入された受圧液室33が配設され、該受圧液室33は、両取付け部材11、12のうちの当該ストッパ弾性体32が配設された取付け部材に設けられ液体が封入された液封空間37に連通し、ストッパ弾性体32は、両取付け部材11、12が一方向Aに相対的に移動して対向部24、25同士が最接近するまでに、該両取付け部材11、12により弾性変形または復元変形させられて受圧液室33の容積を減少させる防振装置10を提供する。
(もっと読む)
防振ユニット
【課題】部品点数および製造時の作業工数の削減を図ることができる防振ユニットを提供すること。
【解決手段】防振装置10のボス部材11を、第2ブラケット30の被圧入部35に圧入して固定する。よって、防振装置10のボス部材11を第2ブラケット30にボルトで固定(締結固定)する場合と比較して、ボルトを省略できる分、部品点数の削減を図ることができる。また、このように、ボルトが省略できれば、雌ねじ部を防振装置10のボス部材11に形成する必要がないので、その分、製造時の作業工数の削減を図ることができる。更に、防振装置10のボス部材11を化成処理する際には、雌ねじ部をマスキングボルトで保護する工程を行う必要がないので、マスキングボルトを着脱する作業を不要として、その分、製造時の作業工数の削減を図ることができる。
(もっと読む)
液封入式防振装置
【課題】弾性メンブレンと変位規制壁との当接に起因する異音を低減する。
【解決手段】主液室34Aと副液室34Bを仕切る仕切り体38に弾性メンブレン44を設けるとともに、該弾性メンブレンを収容する収容室45を一対の変位規制壁70,58と周壁76とにより形成する。弾性メンブレン44と変位規制壁70,58及び周壁76との間に隙間78,80を確保するとともに、変位規制壁70,58に開口部74,66を設けて、主液室34Aと副液室34Bをこれら開口部及び隙間を介して連通される。そして、弾性メンブレン44に、変位規制壁70,58に向かって膜面から突出し、肉厚Pよりも突出高さQが大きく形成された筒状緩衝部82を設ける。
(もっと読む)
防振ユニットの製造方法
【課題】部品点数および製造時の作業工数の削減を図ることができる防振ユニットの製造方法を提供すること。
【解決手段】防振装置10のボス部材11を、第2ブラケット30の被圧入部35に圧入して固定する。よって、防振装置10のボス部材11を第2ブラケット30にボルトで固定(締結固定)する場合と比較して、ボルトを省略できる分、部品点数の削減を図ることができる。また、このように、ボルトが省略できれば、雌ねじ部を防振装置10のボス部材11に形成する必要がないので、その分、製造時の作業工数の削減を図ることができる。更に、防振装置10のボス部材11を化成処理する際には、雌ねじ部をマスキングボルトで保護する工程を行う必要がないので、マスキングボルトを着脱する作業を不要として、その分、製造時の作業工数の削減を図ることができる。
(もっと読む)
1 - 20 / 849
[ Back to top ]