
Fターム[4E001LB04]の内容
アーク溶接一般 (8,479) | 付属装置の目的−シールドの改善又は向上 (84) | 追加的なシールド手段を持つもの (25) | アフターシールド (4)
Fターム[4E001LB04]に分類される特許
1 - 4 / 4
プラズマ溶接法およびこれに用いられるアウターガス
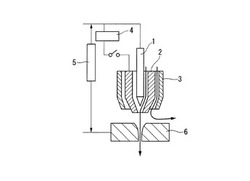
【課題】プラズマ溶接法により、板厚8mm以上のステンレス鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、ステンレス鋼のプラズマ溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに炭酸ガス0.5〜2vol%、残部不活性ガスの混合ガスを用いる。
(もっと読む)
アーク狭窄シールドノズル

【課題】 アークのエネルギー密度を高められると共に、アルゴンガス等のシールドガスによる溶接部のシールド効果の向上を図る。
【解決手段】 極薄金属板Wの突合せ部へシールドノズル7からシールドガスGを流し、シールドガスGの雰囲気中でタングステン電極棒5と極薄金属板Wとの間にアークAを発生させ、そのアークAの熱で極薄金属板Wの突合せ部を溶融接合するようにしたGTA溶接のGTA溶接用トーチTに取り付けられるアーク狭窄シールドノズル1であって、前記アーク狭窄シールドノズル1は、シールドノズル7の先端部に取り付けられ、シールドノズル7よりも小径に形成されて発生したアークAの周囲にシールドガスGを集中的に流す先窄まり状の筒状のアーク狭窄ノズル2と、アーク狭窄ノズル2に取り付けられ、溶接直後の溶接ビード部分にアフターシールドガスG′を流して溶接ビード部分をシールドするアフターシールドノズル3とから成る。
(もっと読む)
活性金属溶接用シールドボックス及び溶接台車
【課題】ジルコニウム等の活性金属のアーク溶接で必要な溶接継手の酸化及び窒化防止,自動溶接の施工及び操作性向上,品質良好な溶接部を得るのに有効な活性金属溶接用シールドボックス及び溶接台車を提供する。
【解決手段】ジルコニウム等の活性金属からなる継手部材1a,1bをアーク溶接する時に使用される活性金属溶接用シールドボックスにおいて、前記シールドボックス21は、溶接方向の前方から溶接ワイヤ12を送給及びアーク溶接部分をCCDカメラ14で撮像する開口部23と、この開口部23の中にTIG溶接トーチ10を配置するトーチ取付け機構16と、アーク溶接するTIG溶接トーチ10の周辺及び溶接後方の熱影響部分に不活性ガス32を放出させるガス放出機構部と、前記開口部23の一部を除いた前記シールドボックス21の側面外周囲に設ける軟質変形自在な耐熱性シート24とを備えている。
(もっと読む)
溶接用アフターシールド冶具
【課題】チタン材等の溶接における溶接部のガスシールド(空気絶縁)を図るアフターシールド冶具に屈曲,変形性(可撓性)を具備させて、冶具の使用範囲の拡大,ガスシールドの作業性並びに確実性を向上させる。
【解決手段】トレーラー2を薄肉金属片にて底面開放の半割筒体形状に形成して変形可能となし、トレーラー2内に,薄肉金属片にて筒体形状に形成して変形可能となした不活性ガス放射パイプを可動可能に配設するとともに不活性ガス拡散用の金属製繊維屑5を配置し、トレーラー2の底面開放部に金網4を取り付ける。
(もっと読む)
1 - 4 / 4
[ Back to top ]