
Fターム[4E002CA01]の内容
金属圧延一般 (9,037) | 目的、効果(圧延材の形状・寸法) (401) | スラブ・板の形状 (138)
Fターム[4E002CA01]の下位に属するFターム
平坦度 (36)
平面矩形 (6)
クラウン (14)
側端部形状(エッジドロップ等) (13)
先後端部形状(フィッシュテール等) (13)
曲り・反り (37)
Fターム[4E002CA01]に分類される特許
1 - 19 / 19
ロールクロス式圧延機における圧延材の形状制御方法、及び、圧延材の製造方法
【課題】圧延中にロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する際の精度を高めることが可能な、ロールクロス式圧延機における圧延材の形状制御方法及び該形状制御方法を用いる圧延材の製造方法を提供する。
【解決手段】ロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する方法において、クロス角の操作量を決定する際の制御ゲインをクロス角の関数として設定しておき、クロス角の実績値を関数に代入することによって制御ゲインを時々刻々変更しながらクロス角の操作量を決定する、ロールクロス式圧延機における圧延材の形状制御方法、及び、該形状制御方法を用いる圧延材の製造方法とする。
(もっと読む)
熱間鋼スラブの幅圧下用金型および幅圧下方法

【課題】板幅プレス装置の金型の表面損傷を防止して寿命を大幅に延長することにより、熱間圧延ラインの生産性の向上、金型損傷に起因する製品表面欠陥の発生防止、金型原単位の大幅改善等を可能とする、熱間鋼スラブの幅圧下用金型および幅圧下方法を提供する。
【解決手段】熱間鋼スラブの板幅方向に相対峙して設置され、熱間鋼スラブを板幅方向に間欠的に圧下する幅圧下用金型であり、スラブ圧下面より、外層1、中間層2、内層3の3層構造からなり、中間層2の内部に、金型の外部より冷却水を供給、循環、排出させる複数の水冷孔4を有している。
(もっと読む)
熱間鋼スラブの幅圧下用金型
【課題】板幅プレス装置の金型の表面損傷を防止して寿命を大幅に延長することにより、熱間圧延ラインの生産性の向上、金型損傷に起因する製品表面欠陥の発生防止、金型原単位の大幅改善等を可能とする、熱間鋼スラブの幅圧下用金型を提供する。
【解決手段】熱間鋼スラブの板幅方向に相対峙して設置され、熱間鋼スラブを板幅方向に間欠的に圧下する幅圧下用金型であり、スラブ圧下面より、外層1、中間層2、内層3の3層構造からなり、中間層2に外層3に比べて熱伝導率の高い材料(例えば、銅系合金、あるいはアルミ系合金)を用いる。
(もっと読む)
テーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法
【課題】最終製品に合わせた鋼板の切断が可能なテーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法を提供する。
【解決手段】テーパ鋼板の長手方向のn箇所で板厚を測定する工程と、任意の2つの板厚測定箇所における板厚差を算出する工程と、板厚差及び上記任意の2つの板厚測定箇所間の距離を用いてテーパ度を算出する工程と、算出されたテーパ度が基準値以上であるか否かを判断する工程と、x個のテーパ度のうち、すべてのテーパ度が基準値以上であるか否かを判断するテーパ数判断工程とを有し、テーパ数判断工程で肯定判断された場合、x個のテーパ度の最初のテーパ度と対応する最初の板厚測定箇所をテーパ鋼板の勾配変更点として決定するテーパ鋼板の勾配変更点の探索方法、及び、該方法で決定された勾配変更点を基準にテーパ鋼板の切断位置を決定する工程と、決定された切断位置でテーパ鋼板を切断する工程とを有するテーパ鋼板の製造方法とする。
(もっと読む)
厚鋼板の製造設備及び製造方法
【課題】デスケーリング工程において冷却水を噴射する能力を低く設定しながら、冷却工程で均一な冷却を図ることにより、鋼板形状および機械特性に優れた厚鋼板の製造設備を提供する。
【解決手段】熱間圧延機3、形状矯正装置5、デスケーリング装置4及び冷却装置6をこの順序で搬送方向上流側から配置し、デスケーリング装置が厚鋼板1の表面に向けて噴射する冷却水の衝突圧力P[MPa]を1.5以上としたことを特徴とする厚鋼板の製造設備。
(もっと読む)
厚鋼板の温度保証システムおよび厚鋼板の製造方法
【課題】厚鋼板製造ラインにおける鋼板の温度保証システムと寸法形状に優れる厚鋼板の製造方法を提供する。
【解決手段】仕上げ圧延機と当該仕上げ圧延機の下流側の搬送ライン上に配置された冷却装置を備えた厚鋼板製造ラインにおいて前記仕上げ圧延機の前後と、前記冷却装置の前後で鋼板温度を測定する温度測定手段と、前記鋼板温度測定手段で測定された鋼板温度を解析する温度実績解析手段を備え、前記温度測定手段は、前記仕上げ圧延機の前面にはスポット型放射温度計を、前記仕上げ圧延機の後面および前記冷却装置の前後面にはスポット型放射温度計と走査型放射温度計を前記搬送ラインの上方に配置し、前記搬送ラインの下方には、これらスポット型放射温度計と走査型放射温度計の、搬送ラインを挟んで対向する位置に、スポット型ファイバー温度計を配置する。冷却装置の後面に配置するスポット型放射温度計は、高温測定用と低温測定用の2仕様の複数台とする。
(もっと読む)
熱間圧延における変形抵抗予測方法
【課題】従来のような大域的な近似モデルは作成せず、従来に比べ精度の高い変形抵抗を予測することができる、熱間圧延における変形抵抗予測方法を提供することを課題とする。
【解決手段】熱間圧延における変形抵抗に影響を与える因子および前記変形抵抗を、それぞれ説明変数および目的変数とし、過去のそれぞれの実績データをデータベースとして蓄える、データベース作成工程と、これから予測しようとする変形抵抗に対応する前記説明変数のデータを要求点データとして入力する、要求点データ入力工程と、前記データベース内に蓄えたデータと前記要求点データとの距離計算を行い、この計算した距離が短いデータを近傍データとして選択する、近傍データ選択工程と、選択された近傍データに基づいて、要求点近傍を局所的にフィッテイングする局所モデルを作成する、局所モデル作成工程と、作成された局所モデルと前記要求点データに基づいて、変形抵抗を予測する。
(もっと読む)
厚鋼板の製造方法
【課題】まくれ込み及び平面形状を最適化し圧延効率を向上させることが可能な厚鋼板の製造方法を提供する。
【解決手段】エッジング圧延を経ずに仕上圧延を完了した場合の被圧延材両端部のオーバーラップ量を算出し、算出値が目標値を超えた場合には目標値以下となるように仕上エッジング圧延を追加した上で仕上圧延後のフィッシュテール量を算出し、算出値が目標値以下の場合には仕上エッジング圧延を追加せずに仕上圧延後のフィッシュテール量を算出する工程と、フィッシュテール量が目標値に満たない場合、仕上エッジング圧延を追加済なら幅出エッジング圧延を追加し、仕上エッジング圧延を未追加ならば仕上エッジング圧延を追加する工程と、仕上圧延後の幅落ち量を算出し、目標値を超える場合には仕上エッジング圧延を追加した後、目標値以下の場合には仕上エッジング圧延を追加せずに幅出圧延の目標値を計算し、圧延工程の条件を決定する、厚鋼板の製造方法とする。
(もっと読む)
ステッケルミル設備のストリップガイド装置
【課題】ステッケルミル設備において、折れ曲がったストリップ端部がサイドガイドから飛び出て蛇行するようなおそれがないストリップガイド装置を提供し、圧延歩留を向上させる。
【解決手段】圧延機1の前側および後側に設けられた支持ローラ2a,2b上にストリップ8が幅方向にずれないようにするためのガイド板17a,17a,17b,17bを設けたステッケルミル設備において、下面21が湾曲面状に形成されたガイド体20と、該ガイド体を鉛直面内で傾動自在なるように軸支すると共に該ガイド体を設定高さ調節可能に支持するガイド体支持機構30と、外周面の一部が該ガイド体の下面開口から突出するように該ガイド体内に回転自在に軸支されたガイドローラ24とを備え、前記ガイド板の内側にガイド体20を設定高さ調節可能に支持し、ガイドローラ24を前記支持ローラ2a,2b上に対向させる。
(もっと読む)
熱間スラブ幅プレスの座屈防止方法
【課題】幅プレス装置による熱間スラブの幅圧下において、熱間スラブの座屈を防止して安定的に幅圧下を可能とする熱間スラブ幅プレスの座屈防止方法を提供する。
【解決手段】スラブ上面側の座屈拘束用ロール12aとスラブ下面側の座屈拘束用ロール12bを備えた幅プレス装置によって熱間スラブ10を間欠的に幅圧下するに際して、幅圧下による熱間スラブの先端部10aおよび定常部10bの板厚増肉量の予測値に応じて、座屈拘束用ロール12a、12bの高さ位置を調整する。
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
端部成形スラブの矯正方法
【課題】幅圧下後のスラブを作業性よく短時間で効率的に矯正でき、高速搬送を可能にして製品の生産性を向上させることが可能な端部成形スラブの矯正方法を提供する。
【解決手段】高温状態のスラブ12の幅方向両側に対向配置された金型14、15により、スラブ12の長手方向の端部を幅圧下することで端部が厚み方向に増厚したスラブ12を、複数の搬送用ロールを備える搬送ライン13で搬送するに際して、搬送ライン13に設けられ、スラブ12の端部に対して上方向に荷重を付与できる下ロール24と、スラブ12の端部の基側上面に接触する上ロール33、36とを有する矯正装置10により、端部を上側に曲げ矯正する。
(もっと読む)
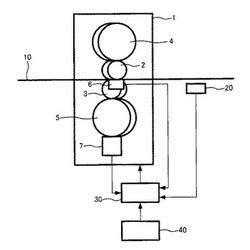
冷延鋼板の製造方法および鋼板の連続処理ライン
【課題】テンションレベラーで鋼板の平坦度などの形状を矯正する際に、鋼板の板厚が薄い場合や、加工硬化によって鋼板の降伏強度が増し、伸び(延性)が低下した場合であっても、鋼板を破断させることなく、確実に形状矯正する。
【解決手段】冷間圧延後の鋼板1に、熱処理設備10にて、70℃以上500℃以下の温度での熱処理を施したのち、テンションレベラー101で形状矯正する。
(もっと読む)
熱間圧延方法
【課題】熱間圧延における被圧延材の穴あきを特別な設備や計測器を付加することなく、より簡易かつ確実に防止できる熱間圧延方法を提供する。
【解決手段】各圧延スタンドにおけるトルク/荷重比を検出し、その比の増加変動によって被圧延材の形状不良を検知するとともに、被圧延材の形状不良を検知した場合には、当該圧延スタンドについて、形状制御手段を中伸びが解消する方向に操作すること、入側張力を増加させること、出側張力を減少させることの三つの手段に基づいて被圧延材の穴あきを防止する。
(もっと読む)
熱間圧延ラインの仕上圧延機における圧延方法
【課題】 熱間圧延ラインの仕上圧延機のうちのある圧延機にて圧延中の、被圧延材の孔開き、蛇行などの通板トラブルの発生を防止し、製品品質上の不具合になるのも防止する。
【解決手段】 熱間圧延ライン100の仕上圧延機18のうちのある圧延機の入側と出側にて測定した、被圧延材厚の幅方向分布から、被圧延材8長手方向伸びの幅方向分布を求め、幅方向にみて局部的に伸びが大きい部分がある場合に、圧延インターバルや前記圧延機のワークロールの被圧延材幅方向の開度差を調整する。
(もっと読む)
粗選機で粗ストリップ幾何学形状に狙った影響を与える方法と装置
【課題】
厚さ楔なしに且つ横屈曲なしに直線的粗ストリップを発生させる目標によって従来の熱間ストリップ通路或いはステッケル通路で熱間圧延する際に粗ストリップ幾何学形状に狙った影響を与えるように実施すること。
【解決手段】
熱間ストリップの圧延では、圧延運転中に本来異なっている大きさのパス減少が圧延品硬度、圧延隙間自体の変更或いは流入する圧延品の幾何学形状に実現される圧延隙間の長さにわたり生じる。この異なる大きさのパス減少がはスタンド内の圧延品の横偏向とずれ運動や流出する熱間ストリップの横屈曲をまねく。粗ストリップ幾何学形状の狙った影響によってこれら欠陥を回避するために、この発明によると、少なくとも一つの粗選機(1)には適切な制御によって動的設定は迅速且つ力強い側面ガイド(8、9)をもつ粗選機(1)内で粗選機(1)の前後に、一つの或いは複数のパスにて達成され、逆転して、或いは貫通運転でサーベル状或いは楔状ブルーム(4)が直線で楔のない粗ストリップに変形されるように、互いに連結されている。  (もっと読む)
(もっと読む)
スラブ及びその製造方法
【課題】 連続鋳造機において大規模な設備改造を必要とせず、熱間圧延により鋼板を製造する際における表面疵の発生を十分に抑制することにより、熱延鋼板の歩留りを向上する。
【解決手段】 最大の幅W1、天地両平面の平均幅W2及び厚さ方向の中央部における幅W3が、(1)式:1.010≦W1/W2、及び(2)式:W3/W1≦0.990により規定される関係を満足するスラブ1である。
(もっと読む)
高強度熱延鋼板製造設備。
【課題】 薄スラブ連鋳直送熱延プロセスを適用して、表面性状、形状寸法及び内部組織が優れ、品質が良好なものを、安定して効率よく低コストで製造できる高強度熱延鋼板及び薄物熱延鋼板の製造設備を提供する。
【解決手段】 薄スラブを鋳造する連続鋳造機と、連続鋳造機の出側に配置し、薄スラブを搬送するローラテーブルと薄スラブを加熱・均熱する加熱装置とを備えたトンネル炉と、デスケーリング装置と、熱間圧延機と、高冷却設備と、空冷ゾーンに兼用若しくは切替可能であり、高速シャー及び切替コイラからなる近方巻取設備と、緩冷却設備または高冷却設備と、遠方巻取設備を備えた熱延鋼板製造設備で、高強度熱延鋼板および薄物熱延鋼板の製造設備として兼用可能。
(もっと読む)
冷間タンデムラインにおける運転モードを組み合わせる方法及び圧延機タイプを組み合わせた冷間タンデムライン
4段式圧延機では、それぞれ一対の作業ロール(10)及び補強ロール(12)を、6段式圧延機では、更に一対の中間ロール(11)を有し、その場合に、少なくとも作業ロール(10)と中間ロール(11)は、軸方向にシフトさせるための装置と共同して動作する冷間タンデムラインの個々の圧延機の運転モードを組み合わせる方法は、より高次のCVC型ロール輪郭を用いたCVC/CVCplus技術を使用し、その場合に、各作業ロール(10)又は中間ロール(11)は、シフト行程分長い胴体を有する技術と、ペアクロス(PC)技術を使用し、その場合に、各作業ロール(10)又は中間ロール(11)を、板面に対して並行にクロスさせることができる技術と、作業ロール(10)又は中間ロール(11)の板端に向けたシフトを使用し、その場合に、各作業ロール(10)又は中間ロール(11)は、シフト行程分長い、円筒形の、或いはクラウニングを持つカット面を備えた胴体を有するとともに、これらのロールを、圧延機の中心(Y−Y)に有る中立のシフト位置(sZW=0又はsAW=0)に対して相対的で、圧延機の回転軸(X−X)方向に対して対称的に、それぞれ反対向きに同じ大きさでシフトさせる技術との異なる技術を組み合わせることを特徴とし、更に、当該の設備構成によって、幾何学的な形状が同じロールセットだけを用いて、CVC/CVCplus技術と、板端に向けたシフト技術と、場合によってはペアクロス技術とを実現することが可能であることを特徴とする。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]