
Fターム[4E004HA02]の内容
連続鋳造 (7,741) | ガス吹込み(ノズルから鋳型内) (116) | タンディッシュノズルを介するもの (29)
Fターム[4E004HA02]に分類される特許
21 - 29 / 29
タンディッシュ上ノズル
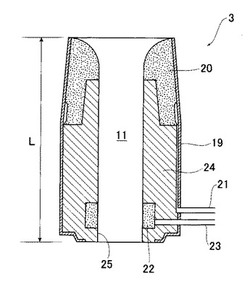
【課題】 鋳造速度の変更が激しくても、しかも、ビレット鋳片やブルーム鋳片のように鋳片横断面が小さい場合であっても、安定してタンディッシュから鋳型への溶鋼供給流路におけるアルミナ付着を防止することのできる、不活性ガス吹き込み用のタンディッシュ上ノズルを提供する。
【解決手段】 上記課題は、上下2段の位置から内孔25内に不活性ガスを吹き込む上ノズルにおいて、上ノズル3の全長をLとしたときに、上段の吹き込み位置20が上端からL/4の範囲内であり、且つ、下段の吹き込み位置22が下端からL/4の範囲内であるタンディッシュ上ノズル3によって解決される。
(もっと読む)
アルミキルド鋼の連続鋳造方法

【課題】 浸漬ノズルにArガスなどの不活性ガスを吹き込んでアルミキルド溶鋼を連続鋳造するに当たり、吹き込む不活性ガス流量が経験上から定められる上限値の範囲内であってもAl2 O3 の付着を効率良く防止する。
【解決手段】 浸漬ノズル9へ吹き込む不活性ガスの背圧または流量を鋳造中に増減させながら、該浸漬ノズルを介して溶鋼17を鋳型2に注入する。その際に、前記不活性ガスの背圧または流量を一定周期で増減させること、及び、前記不活性ガスをタンディッシュ1に設置した上ノズル3から吹き込むことが好ましい。
(もっと読む)
析出物が微細分散した鋼材および鋼材用鋳片の連続鋳造方法
【課題】析出物を微細分散させ結晶粒成長を抑制した鋼材、およびその鋼材を得るために合金元素を均一かつ高歩留まりで鋳片内に添加できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として熱間圧延により得られる鋼材であって、C、Si、Mn、P、S、Ti、NおよびAlを含み、さらに、Mo、Cu、Nb、V、Ni、CrおよびBのうちの1種以上を含有し、さらに、AgおよびMgをそれぞれ0.00005〜0.001%含有するか、またはAgおよびMgに加えてBi:0.00005〜0.001%を含有する、析出物が微細分散した鋼材。上記鋼材は、さらに、Ca、NdおよびSnのうちの1種以上を含有してもよい。(2)タンディッシュ内または鋳型内の溶鋼に浸漬させた浸漬ランスを通して、Ag、Mg、Biなどの金属元素の蒸気および/または粒子をキャリアガスとともに溶鋼中に供給する鋼の連続鋳造方法。
(もっと読む)
連続鋳造設備の上ノズル
【課題】 低スループットで連続鋳造を行なう場合であっても、脱酸生成物の付着・堆積を抑制して浸漬ノズルの閉塞を防止することができる。
【解決手段】 上ノズル20を、ポーラス煉瓦で形成した上部ポーラスノズル部22と、この上部ポーラスノズル部の下部に一体化した非ポーラスノズル部24と、この非ポーラスノズル部の下部に一体化したポーラス煉瓦で形成した下部ポーラスノズル部26と、上部ポーラスノズル部に形成したノズル孔22aの内周面及び下部ポーラスノズル部に形成したノズル孔26aの内周面から不活性ガスが吹き出すように配置した不活性ガス供給手段28,30とで構成する。そして、下部ポーラスノズル部のノズル孔を、非ポーラスノズル部の下面に近接する上部位置から前記スライディングノズルの上面に近接する下部位置までの範囲に設け、ノズル孔の内周面の面積が大きくなるように形成した。
(もっと読む)
溶融金属の連続鋳造方法
【課題】タンディッシュ内に旋回流付与機構を設けることにより、浸漬ノズルの詰まりを生じることなく、鋳型内での溶融金属の流動を安定化できる連続鋳造方法を提供する。
【解決手段】側壁に側孔を設けた中空の円筒状、円錐状または円錐台状の耐火物製構造体であり、側孔は該構造体の水平方向断面の中心から放射状に伸びる仮想線と該構造体の内面との交点に側孔の出側開口部の中心を有し、出側開口部において仮想線に対して傾斜角度を有して設けられた該構造体を、その軸を鉛直にして、浸漬ノズル上方のタンディッシュ内に配置し、溶融金属を、該構造体外面の側孔の入側開口部から該構造体内面の出側開口部に向かって通過させることにより、浸漬ノズル内に供給される溶融金属に旋回流を付与する連続鋳造方法である。前記円形断面における最大内径が150〜3000mm、内面高さが50〜2000mm、出側開口部における側孔の傾斜角度が15〜80°であることが好ましい。
(もっと読む)
溶融金属の注入管および注入方法
【課題】溶融金属に旋回流を形成させることにより、簡便で効果的に溶融金属を清浄化することが可能な溶融金属の注入管および注入方法を提供する。
【解決手段】容器6内からその下方に位置する別の容器4内に溶融金属を注入する際に、容器間に配置して用いる注入管1であって、上部に本体部Aを、下部に本体部Aの内径D1の0.3倍以下の最小内径D2を有する出口管部Bを備え、出口管部Bの最小内径部よりも上方には、注入管1の管軸からその半径の65%以上の周辺部に、通路の中心線が注入管軸方向となす平均傾斜角度が25°以上である溶融金属通路を有する旋回流形成機構2が設置され、出口管部Bには、不活性ガス吹込部3が設けられた溶融金属の注入管1、及びそれを用いた注入方法である。前記注入管において、D1が200〜1000mmであり、D2が40〜200mmであり、出口管部Bの長さL2がD2の0.3〜2.5倍であることが好ましい。
(もっと読む)
アルミキルド鋼の連続鋳造方法
【課題】 1分間当たりの溶鋼注入量が4トン以上の高速鋳造条件下でアルミキルド鋼を連続鋳造するに当たり、溶鋼中のAl2 O3 による浸漬ノズルの閉塞を防止し、連々鋳を実施する。
【解決手段】 タンディッシュ1の底部に設置した、ガス吹込部を有する上ノズル3と、該上ノズルに接続するスライディングノズル4と、該スライディングノズルに接続する浸漬ノズル9と、から構成される溶鋼注入手段を用いてタンディッシュ内のアルミキルド溶鋼17を鋳型2内に注入する際に、前記ガス吹込部を構成するポーラス煉瓦の平均気孔径を30μm〜50μmとするとともに、Arガス吹き込み量が溶鋼注入量1トン当たり2.0NL以上となるようにガス吹込部からArガスを吹き込みながら、1分間当たり4.0トン以上のアルミキルド溶鋼を鋳型内に注入する。
(もっと読む)
ガス吹き込みノズルの耐火性シール材
【課題】多数回連続鋳造の条件下においても、本体耐火物とメタルケース等との間のシール性を維持することのできる耐火性シール材を提供することによって、鋳造の最後まで必要なガス吹き込み処理を可能とすること。
【解決手段】 SiO2質超微粉末1質量%以上30質量%以下で含有し残部が耐火性骨材からなる耐火物粉末100部に対し、SiO2/R2O(R:アルカリ金属)のモル比が1.90以上3.30以下である珪酸アルカリ水溶液を無機質結合材として外掛けで20質量%以上50質量%以下添加した耐火性シール材。
(もっと読む)
冶金学的容器の通過流量の調節方法及び冶金学的容器の底部ノズル
【課題】液体金属材料あるいは固体金属材料の品質を損なうことなく、簡単且つ信頼下にそれ材料の付着による底部ノズルのノズル詰まりを最小化する改善された技法を提供することである。
【解決手段】床1の内部にアッパーノズル3を設け、外側には鋼製のハウジング5を有し、アッパーノズル3の下方に液体金属の流量を調節するスライドゲート6を配置し、スライドゲート6の下方にはロワーノズル7が配置される。液体金属2が通過流れ孔9を通して液体金属容器8に流入し、温度センサー10がロワーノズルの外側位置で前記温度を測定する。温度センサー10は、圧力センサー11と共に、不活性ガス入口孔13から圧力制御体12を介して液体金属2内に供給されるアルゴン量を調節する。
(もっと読む)
21 - 29 / 29
[ Back to top ]