
Fターム[4E004NC02]の内容
Fターム[4E004NC02]に分類される特許
1 - 20 / 34
連続鋳造方法
【課題】溶鋼の凝固温度を製造工程中に測定可能にすると共に測定精度を向上させて、溶鋼の目標鋳込温度の迅速且つ適正な設定を可能にすることによって、製造金属の品質の向上を図る連続鋳造方法を提供することを課題とする。
【解決手段】ステンレス溶鋼2の精錬工程Cの後に、精錬したステンレス溶鋼2を連続鋳造する連続鋳造方法は、精錬工程C内で、成分調整を行った後のステンレス溶鋼2の凝固温度を測定する凝固温度測定ステップと、測定した凝固温度に所定の過熱度を加えた温度を、連続鋳造におけるステンレス溶鋼2の目標鋳込温度に設定する目標鋳込温度設定ステップと、目標鋳込温度に基づき、連続鋳造におけるステンレス溶鋼2の鋳込温度を調節する温度調節ステップとを含む。
(もっと読む)
13Cr継目無鋼管用丸鋳片の連続鋳造方法

【課題】一文字割れの発生を抑制するとともに、軸心部割れ、特に凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を実用レベルで十分抑制し得る13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、水冷による二次冷却を、前記ストランド軸心部から半径方向に15mm離れた位置の固相率が0.03〜0.1となる箇所で停止し、その後、放射伝熱による冷却のみを継続してストランド内部を完全凝固に至らしめることとする。
(もっと読む)
ステンレス鋼およびその製造方法
【課題】優れた耐食性と熱間加工性を保つとともに強度を高め、しかも安価な原料費で製造できるステンレス鋼を提供する。
【解決手段】質量%で、C:0.02〜0.08%、Si:0.2〜1.0%、Mn:1.2〜2.0%、P:0.03%以下、S:0.005%以下、Ni:13〜15%、Cr:22〜30%、N:0.07〜0.20%を含有し、残部はFe及び不可避的不純物からなり、かつ下記数1および数2を満足する。
【数1】
【数2】 (もっと読む)
(もっと読む)
耐表面疵性に優れた高N含有ステンレス鋼およびその製造方法
【課題】鋳造時に鋳片の表面近傍に発生するピンホール、およびこれに起因して圧延時に発生する表面疵を低減する。
【解決手段】質量%で、C;0.005%〜0.03%、Si;0.8%以下、Mn;0.1%〜7.0%、P;0.04%以下、S;0.002%以下、Ni;1.0%〜13.0%、Cr;17.0%〜26.0%、Al;0.06%以下、N;0.10%〜0.30%、Mo;0.05%〜4.0%、Cu;0.05%〜3.5%を含有し、残部がFeおよび不可避不純物からなるステンレス鋼であって、前記成分組成から算出されるδFe量(%)と、窒素濃度[%N]、および液相線温度における溶鋼の窒素溶解度[%Neq]が、(a)または(b)式を満足し、且つ、該ステンレス鋼の表層1mmに存在する幅20μm以上の介在物個数が0.15個/mm2以下であることを特徴とする耐表面疵性に優れた高N含有ステンレス鋼。
(もっと読む)
低Niオーステナイト系ステンレス鋼および調質圧延鋼板並びに熱延鋼板の製造法
【課題】低Mn化したNi節減型オーステナイト系ステンレス鋼の熱間加工性および調質圧延後の曲げ加工性を簡便な手法にて大幅に改善する。
【解決手段】質量%で、C:0.100〜0.300%、Si:0.01〜4.00%、Mn:0.50〜3.50%、P:0.020〜0.060%、S:0.005%以下、Ni:1.00〜5.00%、Cr:15.00〜19.00%、N:0.100〜0.300%、Cu:1.00〜3.50%、V:0.020〜0.300%、Mo:0〜2.0%、B:0〜0.010%、Ca:0〜0.010%、Al:0〜1.00%、残部Feおよび不可避的不純物からなり、かつP+1.5V≧0.060、およびC+0.5N≧0.200を満たし、Md30が5〜40となる化学組成を有する鋼。
(もっと読む)
低Niオーステナイト系ステンレス鋼およびその熱延鋼板の製造法
【課題】低Mn化したNi節減型オーステナイト系ステンレス鋼の熱間加工性および高速深絞り性を簡便な手法にて大幅に改善する。
【解決手段】質量%で、C:0.030〜0.100%、Si:0.01〜3.00%、Mn:2.00〜3.50%、P:0.020〜0.060%、S:0.005%以下、Ni:2.50〜5.00%、Cr:15.00〜19.00%、N:0.030〜0.130%、Cu:2.00〜3.50%、V:0.020〜0.300%、Mo:0〜2.0%、B:0〜0.010%、Ca:0〜0.010%、Al:0〜1.00%、残部Feおよび不可避的不純物からなり、かつP+1.5V≧0.060、およびC+0.5N≦0.125を満たし、Md30が0〜50となる化学組成を有する鋼。
(もっと読む)
継目無鋼管製管用丸鋳片の連続鋳造設備
【課題】継目無鋼管製管用丸鋳片の連続鋳造に当たり、製品丸鋳片に発生する軸心部割れの発生領域に対応して適切な水量密度で水冷することができる強制冷却帯を有する連続鋳造を提案する。
【解決手段】前記連続鋳造設備の連続鋳造鋳型内メニスカスからの距離が10mの位置から20mの位置に至る範囲内にストランド外周面に対し少なくとも10〜50L/min/m2の水量密度で冷却水を供給する偏析抑制強制冷却帯、少なくとも10〜100L/min/m2の水量密度で冷却水を供給する第1次圧縮応力付加強制冷却帯及び少なくとも0L/min/m2超60L/min/m2以下であってかつ、前記第1次圧縮応力付加強制冷却帯よりも少ない水量密度で冷却水を供給する第2次圧縮応力付加強制冷却帯を順次備える。
(もっと読む)
13Cr継目無鋼管製管用丸鋳片の連続鋳造方法
【課題】前記軸心部割れ、特に凝固末期に発生する収縮孔とそれに起因するAタイプ割れを、Cタイプ割れとともに実用レベルで抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】連続鋳造の過程における内部に未凝固溶鋼を含む断面円形のストランドに対し、該ストランドの軸心部の固相率fsが0.5となる位置から前記軸心部の温度が(Ts−145)℃となる位置までの間を下記(1)式による水量密度Q1により第1次圧縮応力付加強制冷却する。なお、前記第1次圧縮応力付加強制冷却の完了後、ストランドの軸心部の温度が(Ts−255)℃となるまで下記(2)式により与えられるQ2により第2次圧縮応力付加強制冷却を行うのが一層望ましい。
10≦Q1≦100・・・(1)、0<Q2≦60,但しQ1>Q2・・・(2)
(もっと読む)
ボロン含有ステンレス鋼鋳造用パウダーおよびボロン含有ステンレス鋼の連続鋳造方法
【課題】ボロン含有ステンレス鋼の連続鋳造に好適な連続鋳造用パウダーを提供すること、および表面欠陥のないボロン含有ステンレス鋼スラブの連続鋳造方法を提案する。
【解決手段】Ca0:30〜35mass%、SiO2:20〜30mass%、Na2O:10〜16mass%、Al2O3:8〜11mass%、B2O3:3〜5(未満)mass%、F:4〜10mass%、骨材C:1〜3mass%を含有し、かつ、塩基度が1.0≦C/S<1.3、1300℃における粘度が0.5〜2poise、凝固温度が900〜1200℃、かつ鋳型と凝固シェルとの間に流入した時に、0.5〜3mmの厚さを持つパウダーフィルムを形成する鋳造用パウダーおよびこのパウダーを用いたボロン含有ステンレス鋼の連続鋳造方法。
(もっと読む)
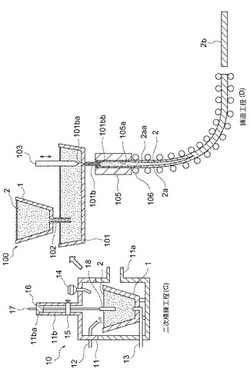
双ロール式薄板鋳造工程により製造されたマルテンサイト系ステンレス鋼及びその製造方法
双ロール式薄板鋳造工程により製造されたマルテンサイト系ステンレス鋼及びその製造方法を提供する。双ロール式薄板鋳造工程により製造され、重量%で、C:0.1〜1.5%、Cr:12〜15%、Ni:1%以下、及びTi:0.005〜0.1%を含有し、残部がFe及びその他不可避的不純物からなり、粒界に析出した1次クロム化合物が分節及び微細化されている、耐クラック性に優れたマルテンサイト系ステンレス熱延鋼板及びその製造方法と、この熱延鋼板をバッチ焼鈍処理した後、冷間圧延して製造された、高硬度マルテンサイト系ステンレス冷延鋼板及びその製造方法を技術的要旨とする。本発明によれば、双ロール式薄板鋳造工程を適用し、粒界強化元素を添加することにより、鋳造の際に中心偏析、亀裂及び板破断を防止して鋳造安定性を確保するとともに、鋼内に均一に分布した微細組織を形成して、刃物類や工具類の製作の際に硬度が高く且つエッジ品質に優れた製品を製造することができる。 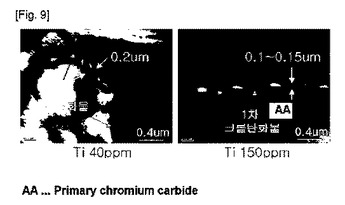 (もっと読む)
(もっと読む)
マルテンサイト系ステンレス鋼およびその製造方法
本発明は、洋食器、ナイフ、はさみなどで使用される重量%で0.10〜0.50%の炭素、11〜16%のクロムを含有したマルテンサイト系ステンレス鋼およびその製造方法に関し、互い反対方向に回転する一対のロールとその両側面に溶鋼プールを形成するように設けられるエッジダムと、前記溶鋼プールの上部面に不活性窒素ガスを供給するメニスカスシールドを含むストリップキャスティング装置において、重量%でC:0.10〜0.50%、Cr:11〜16%を含有するステンレス溶鋼をタンディッシュからノズルを介して前記溶鋼プールに供給してステンレス薄板を鋳造し、前記鋳造されたステンレス薄板をインラインローラーを使用して5〜40%の圧下率で熱延焼鈍ストリップを製造するマルテンサイト系ステンレス鋼の製造方法とその製造方法によって製造されたマルテンサイト系ステンレス鋼を特徴とする。本発明は、炭化物中心偏析を低減させることで、ラミネーションの欠陥を抑制させ、炭化物偏析部と微偏析部間の硬さ差が少なく、全体的に硬さが均一なマルテンサイト系ステンレス鋼を得ることができる。  (もっと読む)
(もっと読む)
高炭素マルテンサイト系ステンレス鋼およびその製造方法
本発明は、カミソリ刃、刀などに使用される、重量%で、0.40〜0.80%の炭素、11〜16%のクロムを主成分として含む高炭素マルテンサイト系ステンレス鋼の製造方法に関するもので、ストリップキャスティング装置において、重量%で、C:0.40〜0.80%、Cr:11〜16%を含むステンレス溶鋼を、タンディッシュからノズルを介して溶鋼プールに供給してステンレス薄板を鋳造し、前記鋳造されたステンレス薄板を、鋳造直後にインラインローラを用いて5〜40%の圧下率で熱延焼鈍ストリップを製造し、熱延焼鈍ストリップの微細組織内に一次カーバイドが10μm以下となるようにする、高炭素マルテンサイト系ステンレス鋼の製造方法およびその製造方法によって製造されたマルテンサイト系ステンレス鋼を提供する。本発明は、鋳造組織および熱延板内に形成される一次カーバイドの大きさを10μm以下に低減させることにより、刃物の用途として刃先の品質に優れた高炭素マルテンサイト系ステンレス鋼を製造することを特徴とする。  (もっと読む)
(もっと読む)
合金鋼の連続鋳造方法
【課題】合金鋼の連続鋳造時に、凝固シェルに発生する特有の変形を防止し、良好な鋳肌の鋳片を得る。
【解決手段】Cr濃度とNi濃度の和が12mass%以上、35mass%未満で、γ相を晶出もしくは析出して凝固する合金鋼を連続鋳造する方法である。横断面が円形、或いは円形に近い楕円形又は長円形の鋳型を使用し、この鋳型に供給する前記合金鋼の液相線温度に対して150℃〜300℃低い結晶化温度のモールドフラックスを使用する。
【効果】凝固シェルの強度が高く鋳型内で凝固シェルが大きな変形を生じやすい合金鋼を、良好な表面品質で鋳造することができる。
(もっと読む)
マルテンサイト系ステンレス鋼の連続鋳造スラブ及びその製造方法
【課題】熱間圧延後に認められる割れの発生を抑制できるマルテンサイト系ステンレス鋼の連鋳スラブの製造方法を提供する。
【解決手段】本発明は、C:0.050〜0.500質量%、Cr:8.00〜18.00質量%、Si:1.00質量%以下、Mn:1.00質量%以下、を含有し、残部がFe及び不可避的不純物からなる組成を有するマルテンサイト系ステンレス鋼を連続鋳造する工程を含み、その連続鋳造する工程において前記マルテンサイト系ステンレス鋼の溶鋼を電磁撹拌する工程を更に含み、前記電磁撹拌する工程における電磁撹拌の電流値と周波数とが下記式(1)で表される条件を満足する製造方法を提供する。
I2/f≦8200 (1)
(式中、Iは電磁撹拌の電流値(単位:A)を示し、fは電磁撹拌の周波数(単位:Hz)を示す。)
(もっと読む)
連続鋳造用鋳型の振動方法
【課題】 鋳造される鋼鋳片のオシレーションマーク深さを予測する指標を新たに設定し、該指標に基いて鋳型振動条件を設定することによって、鋳型の振動波形が正弦波形または偏倚正弦波形の何れであっても、鋳片のオシレーションマーク深さを表面欠陥の原因とならない範囲内に浅くすることのできる、連続鋳造用鋳型の振動方法を提供する。
【解決手段】 鋳型を正弦波形または偏倚正弦波形で振動させて鋼を連続鋳造するにあたり、鋳型振動のネガティブストリップ距離をNSL、ネガティブストリップ時間をtn、ポジティブストリップ時間をtpとしたときに、NSL、tn及びtpにより下記の(1)式によって定義される特性値Zが、経験的に鋳片の表面品質上で問題のない値以下となるように、鋳型の振動条件を設定する。
特性値Z=NSLA×(tp/2+tn)0.5…(1)
(もっと読む)
フェライト系ステンレス鋼の連続鋳造方法
【課題】電磁攪拌により、溶鋼温度の制御が容易で、かつ表面品質を低下させずにリジングの発生を防止できるフェライト系ステンレス鋼の連続鋳造方法を提供する。
【解決手段】質量%で、C:0.01%以下、Si:0.03〜0.3%、Mn:0.1〜0.5%、P:0.05%以下、S:0.01%以下、N:0.005〜0.015%、Cr:20〜25%、Ti:0.2〜0.5%を含有し、残部がFeおよび不可避的不純物からなる組成を有する鋼を、電磁攪拌により鋳型内凝固界面における溶鋼の流速が5〜60cm/secの範囲になるようにして鋳造することを特徴とするフェライト系ステンレス鋼の連続鋳造方法。
(もっと読む)
ビレットの製造方法
【課題】鍛錬比4以下の炭素鋼または低合金鋼のビレットを製造するに際し、内部品質を確保でき、生産性に優れたビレットの製造方法を提供する。
【解決手段】連続鋳造法による鋳片を用い、下記(1)式の関係を満たす条件で、連続鋳造の凝固末期の鋳片にロール圧下を行うこと、および分塊圧延前の鋳片にプレス鍛造を行うことのうちの少なくとも1つを行い、その後の鋳片に分塊圧延を行う。
10×b+4×c+α×d+e≧88.5 ・・・(1)
b:鋳型の長辺長さ/短辺長さ
c:(ロール圧下前の鋳片断面積−ロール圧下後の鋳片断面積)/鋳型断面積[%]
d:(プレス鍛造前の鋳片断面積−プレス鍛造後の鋳片断面積)/鋳型断面積[%]
e:(分塊圧延前の鋳片断面積−分塊圧延後の鋳片断面積)/鋳型断面積[%]
α:プレス鍛造の条件により1を超え2以下の範囲で設定される係数。
(もっと読む)
鋼の連続鋳造方法
【課題】複雑な装置構成を必要とせずに十分な内質改善効果を得る。
【解決手段】鋳片内部の凝固が完了するクレータエンドの上流側及び下流側で、複数の圧下ロール対を用いて鋳片を厚み方向に圧下するに際し、圧下ロール対毎に、又は複数の圧下ロール対を配置したセグメント毎に、圧下量及び圧下推進力を制御して鋼を連続鋳造する方法である。鋳片2を圧下する際は、先ず各圧下ロール4対又は各セグメント1a,1bによる鋳片2の圧下量が、目標とする圧下量になるように鋳片2を圧下する。その後、各圧下ロール4対又は各セグメント1a,1bに作用する圧力推進値を、過去の同一組成の溶鋼を鋳造したブルームを下工程で製造したビレットの超音波探傷結果から算出した合格率が80%以上であったチャージの実績圧下推進力の平均値となるように制御する。
【効果】中心偏析やポロシティの発生を効果的に防止でき、内部品質の良好な鋳片を得ることができる。
(もっと読む)
リジング特性に優れた低炭フェライト系ステンレス鋼およびその製造方法
【課題】低炭フェライト系ステンレス鋼の溶鋼を鋳型に鋳込みさらに凝固するまでの冷却過程にて凝固組織を微細化させ、等軸晶を増加させた低炭フェライト系ステンレス鋼、およびその製造方法を提供する。
【解決手段】溶銑を脱炭精錬した後、脱ガス精錬を行ない、さらに脱酸剤を添加して脱酸し、得られた溶鋼を取鍋に収容するまでにBを添加して、C:0.01〜0.07質量%,Si:0.1〜0.4質量%,Mn:0.3〜0.9質量%,P:0.05質量%以下,S:0.01質量%以下,Al:0.01質量%以下,Cr:14〜18質量%,Ni:0.6質量%以下,B:0.003〜0.08質量%およびN:0.01〜0.06質量%を含有し、残部がFeおよび不可避的不純物からなる組成を有する溶鋼を得た後、溶鋼を取鍋に収容しさらに取鍋から鋳型に鋳込んで鋳片または鋼塊とする。
(もっと読む)
Ti含有ステンレス鋼の連続鋳造用フラックスおよびそれを使用した連続鋳造方法
【課題】Ti含有量が0.1%以上のステンレス鋼を0.6m/min以上の速度で連続鋳造する場合においても、モールド内の湯面のハンチングやブレークアウト警報が発生することがないフラックスを提供する。
【解決手段】CaOおよびSiO2をCaO/SiO2=0.5〜1.1(質量%比)の範囲で含有し、Al2O3:5〜15質量%、(Na2O+Li2O):6〜15質量%、F:4〜12質量%、MgO:1〜10質量%を含有し、結晶化温度が550〜750℃であり、好ましくは1300℃における粘度を0.6〜3.5poiseであるTi含有ステンレス鋼の連続鋳造用フラックス。
(もっと読む)
1 - 20 / 34
[ Back to top ]