
Fターム[4E014FA00]の内容
鋳造用とりべ (1,181) | ノズルの閉塞防止 (17)
Fターム[4E014FA00]の下位に属するFターム
充填組成物 (11)
Fターム[4E014FA00]に分類される特許
1 - 6 / 6
注湯装置と注湯方法
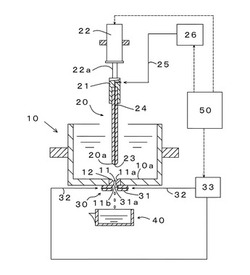
【課題】容器の底にノズル孔を備えた注湯装置において、ノズル孔の閉塞防止は勿論のこと、ノズル孔に寸法変化をもたらすことなく、小径のノズル孔を用いても、金属溶湯の落下注湯を安定して且つ正確な寸法を保持して行うことができる注湯装置と、その装置を用いた注湯方法の提供を課題とする。
【解決手段】ノズル孔11を開口した注湯容器10と、ノズル孔11を進退自在に閉鎖及び開放するストッパー20とを備え、金属溶湯をノズル孔11から落下させて注湯を行う注湯装置であって、ストッパー20にはガス噴出口23を設けて、ノズル孔11に残留する金属溶湯をノズル孔11から下方に排出させるように構成し、注湯容器10の底部の外側には、ノズル孔11とその出口周辺を被覆するように酸化防止ガスを供給する酸化防止ガス供給手段30を設けて、ノズル孔11を通る溶湯の酸化を防止するように構成した。
(もっと読む)
取鍋摺動式開閉装置の開口方法

【課題】 攪拌用ガスを吹き込むための底吹き羽口を有する取鍋を使用して溶鋼を二次精錬した場合にも、取鍋摺動式開閉装置の自然開口率を向上させる。
【解決手段】 本発明の摺動式開閉装置の開口方法は、底吹き羽口3から0.6〜1.4NL/(min・溶鋼−t)の攪拌用ガスを吹き込んで溶鋼11を二次精錬し、次いで、取鍋1の摺動式開閉装置2を開口し、詰砂13を流出させて溶鋼を連続鋳造機のタンディッシュに注入するにあたり、前記二次精錬の末期または終了後に、底吹き羽口から0.6〜1.4NL/(min・溶鋼−t)の攪拌用ガスを溶鋼に吹き込むと同時に、溶鋼に浸漬させたインジェクションランス4から3.3〜6.8NL/(min・溶鋼−t)の攪拌用ガスを吹き込み、底吹き羽口からの攪拌用ガスとインジェクションランスからの攪拌用ガスとの合計の攪拌動力密度を100W/溶鋼−t以上に確保して2〜5分間攪拌する。
(もっと読む)
スライディングゲートの閉塞を低減するタンディッシュの予熱方法
【課題】 連続鋳造のタンディッシュのスライディングゲートが溶鋼の凝固によるノズル閉塞を低減するために予熱を簡便かつ安価に強化する方法を提供する。
【解決手段】 連続鋳造設備1のタンディッシュ3のスライディングゲート4の開度を22〜57%に絞った状態で予熱流をスライディングゲート4に通すものとし、予熱流量の単位体積当たりのスライディングプレート4aとの接触面積を増大せしめ、スライディングプレート4aの熱効率を良化する。この結果、スライディングゲート4の閉塞が低減でき、結果的に浸漬ノズルの閉塞が低減できる。ただし、この場合、タンディッシュ3内の内圧上昇に対応したタンディッシュ3のタンディッシュカバー3cの上壁面3dのシール強化を行う必要があるが、このシール強化が困難な場合は、スライディングゲート4の開度を望ましくは面積率で30〜57%とする。
(もっと読む)
連続鋳造用ノズル
【課題】アルミニウムを含有する鋼等の連続鋳造において、溶鋼をタンディッシュから鋳型へ供給するノズルの内孔の狭さく、更には閉塞の効果的な抑制、サーマルショックによるノズルの割れ防止を可能とした連続鋳造用ノズルを提供する。
【解決手段】ノズル内孔3と同心に電気的に絶縁された炭素含有量が25質量%以上の炭素質材料からなるシート部材をインサートし、予熱終了時から鋳造開始までの間、電気印加することにより、ノズル外表面の温度低下を効率的且つ大幅に抑制することが出来る。ノズルの温度低下を抑制することにより、鋳造初期のサーマルショックによるノズルの割れが防止できる。また、ノズル表面温度が高く保たれているため、溶鋼からノズル材質への熱移動量が減少し、溶鋼が凝固することによるアルミナの付着を防止できる。
(もっと読む)
鋼の連続鋳造方法
【課題】溶鋼にREMを添加してもノズルの閉塞が起こりにくい鋼の連続鋳造方法を提供する。
【解決手段】1または2以上のノズル13、15を介して鋳型16内に溶鋼11を注入し、鋳型16下部から鋳片17を連続的に引き出す鋼の連続鋳造方法において、溶鋼11には0.0003質量%以上のREMが含まれ、かつ、介在物中のAl2O3濃度とREM−O濃度の比Al2O3/REM−Oが0.25以上となるように調整し、しかも、ノズル13、15の少なくとも1には溶鋼11と接する内面の少なくとも一部にCaOを10質量%以上含有する耐火物24が配置されている。
(もっと読む)
ノズル状耐火物の管理方法
【課題】 ノズル状耐火物の交換時期を正確に決定することができるノズル管理方法を提供する。
【解決手段】 新しいノズル状耐火物の管理部位に測定子を接触させて測定した実測値を初期値Pとし、管理部位の厚さが減厚限界に至るときの設定値をQとし、ノズル状耐火物が受鋼を行う最大使用回数をRとし、受鋼回数をnとするとき、受鋼回数がn回目であるときの上記ノズル状耐火物の管理値を下記式
管理値=P+n×[(Q−P)÷R]
によって求め、酸素洗浄後に管理部位を測定子によって最大使用回数Rのうち少なくとも1回以上測定を行い、測定した値が管理値を超える場合にノズル状耐火物の交換要と判断し、管理値を超えない場合は継続使用可と判断することを特徴とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]