
Fターム[4E024DD09]の内容
Fターム[4E024DD09]に分類される特許
1 - 16 / 16
金属帯の圧延方法
【課題】金属帯の圧延において、板幅方向での厚みが不均一、特に幅端部の厚みが過薄になったり過厚になったりする問題を解消でき、金属帯の製造におけるスケジュールフリーの圧延を安定的、かつ確実に、実現することを目的とするものである。
【解決手段】ワークロールを軸方向にシフトするシフト機構および上下ワークロールをクロスするクロス機構を備えた圧延機を用いて被圧延材を圧延するに際し、圧延サイクルにて圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルを、目標とするプロフィルとするように全被圧延材に対するワークロールシフト位置を決定し、次いで各被圧延材について予測ワークロールプロフィル、予測圧延荷重、目標板幅からワークロールのクロス角を決定することを特徴とする圧延方法。
(もっと読む)
金属板材の圧延機および圧延方法

【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
ロールクロス式圧延機における圧延材の形状制御方法、及び、圧延材の製造方法
【課題】圧延中にロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する際の精度を高めることが可能な、ロールクロス式圧延機における圧延材の形状制御方法及び該形状制御方法を用いる圧延材の製造方法を提供する。
【解決手段】ロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する方法において、クロス角の操作量を決定する際の制御ゲインをクロス角の関数として設定しておき、クロス角の実績値を関数に代入することによって制御ゲインを時々刻々変更しながらクロス角の操作量を決定する、ロールクロス式圧延機における圧延材の形状制御方法、及び、該形状制御方法を用いる圧延材の製造方法とする。
(もっと読む)
圧延機ワークロールのロールギャップ測定装置
【課題】冷却水等の外乱の影響を受けることなくロールギャップを高精度に測定することができ、しかも、クロスロール圧延機などのようなクラウン制御ミルにも適用可能なロールギャップ測定装置を提供する。
【解決手段】一端側が上下ワークロールの対向する一方のロールチョック3a又は3bに固定されるロープ部材5と、上下ワークロールの他方のロールチョック3b又は3aに設けられ、前記ロープ部材5の他端側を巻き取り可能に保持する巻取リール機構6と、該巻取リール機構6のリール回転位置を検出するためのロータリーエンコーダ7とを有し、前記巻取リール機構6によりロープ部材5に張力を付与する。リール回転位置は、ロールギャップの大きさに応じたロープ部材5の巻取り長さと対応しているため、リール回転位置のエンコーダ出力からロールギャップ量が得られる。
(もっと読む)
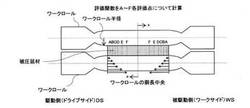
圧延機の主圧下変形特性同定方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールでワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平面内たわみが十分小さくなる最適な変形特性同定方法を供する。
【解決手段】変形特性同定の基準点のための分割バックアップロール合計荷重を仮定し、ワークロール水平面内たわみが十分小さくなる目標となる分割バックアップロール荷重分布を予め求めておき、圧延機キスロール状態で前記合計荷重まで締込み、締込み時の分割バックアップロール荷重を測定し、目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、目標となる分割バックアップロール荷重分布を実現させた分割バックアップロール圧下位置を変形特性基準点とする作業を各荷重水準で行う。
(もっと読む)
熱延鋼板の製造方法、及び製造設備配列
【課題】熱延鋼板の巻き取り前平坦度を所望製品の平坦度とすることが可能であるとともに、熱延鋼板の品質不良を最小とすることが可能な熱延鋼板の製造方法、及び製造設備配列を提供すること。
【解決手段】粗圧延機にて粗圧延された鋼板を仕上げ圧延機により仕上げ圧延する、仕上げ圧延工程と、仕上げ圧延された鋼板を冷却装置にて冷却する、冷却工程と、冷却された鋼板を巻き取り機により巻き取る、巻き取り工程と、を備える熱延鋼板の製造方法であって、冷却工程の冷却装置と巻き取り工程の巻き取り機との間に設置された巻き取り前平坦度計を用いて、鋼板の巻き取り前平坦度を測定する、巻き取り前平坦度測定工程と、巻き取り前平坦度測定工程後における鋼板のスリ疵、水乗りマーク、コイラエッジ疵のうちの少なくとも一つが最小となるように、巻き取り前平坦度の目標値を設定する、巻き取り前目標値設定工程と、を備えることを特徴とする、熱延鋼板の製造方法とする。
(もっと読む)
ホットストリップミルにおける板幅方向の板厚差制御方法
【目的】ホットストリップミルの仕上圧延機において、出側に板幅方向の板厚測定器を設置して、圧延中に仕上圧延機の出側における板幅方向の板厚差を希望値に制御する。
【構成】ホットストリップミル仕上圧延機で出側に板幅方向の板厚測定器を設置し、圧延中に板幅中央と板幅各部の板厚差の測定値と希望値との誤差を各スタンドに分配し板幅方向の板厚差遺伝係数を用いて、板幅全体として誤差が零になるように制御する、または板幅中央と作業側の板幅各部の板厚差と、板幅中央と駆動側の板幅各部の板厚差とを独立に制御する。さらに、これらの組み合わせもある。
【効果】ホットストリップミルの仕上圧延機の出側において、板幅方向各部の板厚差を従来よりも正確にまた精密に制御できる。
(もっと読む)
レベリング制御装置
【課題】レベリング誤差を自動的に補正して通板性を向上させる。
【解決手段】このレベリング制御装置30は、シフトシリンダ11と、圧下モータ制御装置18を有する圧下荷重付与機構10とを備える圧延機に用いられ、スキュー角演算器32、レベリング誤差演算器34、および圧下モータ制御装置18にレベリング補正手段36を備えている。そして、スキュー角演算器32は、ワークロール4およびバックアップロール8相互の軸心のスキュー角を演算し、レベリング誤差演算器34は、演算されたスキュー角からレベリング誤差を演算し、レベリング補正手段36は、演算されたレベリング誤差に基づいて、そのレベリング誤差が小さくなるように、圧下荷重付与機構10の圧下モータ10bを駆動する制御信号を圧下モータ制御装置18から出力させてレベリングを補正する。
(もっと読む)
熱間圧延における板形状の制御方法
【課題】計測手段の少ないタンデム式の熱間圧延設備において、通常実測されるデータから板クラウン及び平坦度の予測モデルの形状変化係数を適切に決定し、精度の高い平坦度の予測を実現して、熱間圧延における精度の高い板形状の制御方法を提供する。
【解決手段】板クラウン予測モデルにより圧延材の板クラウン予測値を算出する板クラウン予測値算出工程と、タンデム式圧延機を操作するオペレータが手動により調整した際のオペレータ調整量と、平坦度予測モデルにより算出される平坦度予測値との相関係数の絶対値が大きくなるように決定された形状変化係数を用いて、平坦度予測値の決定値を算出する平坦度予測値算出工程とを備えていることを特徴とする熱間圧延における板形状の制御方法。
(もっと読む)
エッジドロップ制御方法および装置
【課題】パラメータの調整が簡単でかつ高いエッジドロップ量推定精度を有するエッジドロップ制御方法および装置を提供することを目的とする。
【解決手段】入力項目および出力項目の実績データをデータベースとして蓄えるデータベース作成工程と、これから圧延される被圧延材の前記入力項目のデータを要求点データとして入力する要求点データ入力工程と、前記データベース内の全データと前記要求点データとの距離計算を行い、この計算した距離が短い順にデータを近傍データとして1つまたは複数選択する近傍データ選択工程と、選択された近傍データに基づいて、これから圧延される被圧延材のワークロールシフト位置を決定するワークロールシフト位置決定工程と、圧延を実施するごとに新たな実績データを、前記データベースに追加または更新するデータベース更新工程とを有する。
(もっと読む)
継目無管の圧延制御方法
【課題】穿孔効率の変動に起因して発生する偏肉を改善すること。
【解決手段】ピアサー又はエロンゲータの出側に設けられたバーステディアを開閉制御しながら圧延を行う継目無管の圧延制御方法である。ピアサー又はエロンゲータ出側におけるホローシェル2の前進速度を計測し、この計測結果から前記ホローシェル2先端のバーステディアBnへの到達予測時刻を演算する。この演算した到達予測時刻に基づいてバーステディアBnの開閉タイミングを制御する。
【効果】 穿孔効率が変動してもバーステディアの開タイミングをホローシェルの先端が当該バーステディアに到達する直前まで待機できるようになって、偏肉発生を効果的に抑制でき、かつ、ホローシェルのバーステディアへの突っ掛けトラブルも防止できる。
(もっと読む)
金属板の圧延方法
【課題】圧延サイクル内の全ての被圧延材の圧延において、ワークロールの熱膨張、磨耗を効果的に分散し、良好な板クラウンを得る。
【解決手段】圧延サイクル内での圧延順に応じてワークロールのシフト位置を決定するにあたり、予め定めたシフトピッチでシフト位置を変更するとともに、ワークロールの軸方向中心位置から、シフト位置を変更する際のシフト移動方向を反転する折り返し位置Mまでの距離を、圧延サイクル内での圧延順に応じて変更する。
(もっと読む)
偏肉発生を防止するアッセルミル圧延方法
【課題】 鋼管の偏肉発生を防止するアッセルミル圧延方法を提供する。
【解決手段】 鋼管の偏肉発生を防止するアッセルミル圧延方法において、アッセルミル圧延での肉厚圧下量をロールハンプ高さの40〜110%となるセットアップで圧延することを特徴とすることにより偏肉発生を防止するアッセルミル圧延方法。また、上記アッセルミル圧延での肉厚圧下量をロールハンプ高さの70〜90%となるセットアップで圧延することにより偏肉発生を防止するアッセルミル圧延方法。
(もっと読む)
連続熱間圧延における鋼帯の蛇行制御方法
【課題】クロスロール圧延機での圧延が含まれている鋼帯の連続熱間圧延において、クロスロール圧延機の駆動側と操作側の荷重差の偏差と圧延機の平行剛性値に基づいて鋼帯の蛇行制御を良好に行うことができ、それによって鋼帯尾端部の折れ込みの発生を適切に防止することができる連続熱間圧延における鋼帯の蛇行制御方法を提供する。
【解決手段】当該スタンドがクロスロール圧延機からなるスタンドの場合には、当該クロスロール圧延機のクロス角に応じて平行剛性値を変更する。
(もっと読む)
スキンパス圧延機およびその圧延方法
【課題】エッジドロップを有する金属ストリップを圧延機入側で潤滑油を供給しながらあるいは無潤滑で軽圧下圧延した後に条切りしてもキャンバーの発生しない製品を製造することが可能なスキンパス圧延機およびその圧延方法を提供する。
【解決手段】エッジドロップを有する金属ストリップを圧延するスキンパス圧延機である。フラット型または放物線パターンの凸型クラウンを有するバックアップロールと、ロール軸方向の片側において金属ストリップの端部近傍からロール端部に向かってロール径が増大するクラウンを有するワークロールと該ワークロールのロール軸端部に垂直方向のベンディング力を付加する装置を有する。この圧延機は、該ワークロールをそのロール軸方向にシフトするシフト装置を必要に応じて備える。また、上ワークロール及び上バックアップロールからなる上ロール対と、下ワークロール及び下バックアップロールからなる下ロール対を交差させる装置を必要に応じて備える。
(もっと読む)
形状制御方法
【課題】 被圧延材を圧延し、金属帯としてスリーブに巻き付けた際に、その内巻き部に発生する耳伸び形状不良を抑制する形状制御方法に関する。
【解決手段】 全スリーブを識別管理し、 当該識別管理情報から次に使用するスリーブの情報を取得する工程と、 次に圧延を行い、当該スリーブに金属帯として巻き付ける被圧延材の情報を取得する工程と、 それらの取得した情報と、これまでデータベースに蓄積した実績情報に基づいて、次にスリーブに巻き付ける金属帯の内巻き部に発生する耳伸び状態を予測する工程と、 圧延を行うに際し、前記の予測した耳伸び状態を補償する程度に腹伸び状態となるように金属帯先端部の形状を制御する工程と、 を有する。
(もっと読む)
1 - 16 / 16
[ Back to top ]