
Fターム[4E024EE05]の内容
Fターム[4E024EE05]に分類される特許
1 - 11 / 11
クラスタ圧延機を用いる被圧延物の形状制御方法およびクラスタ圧延機の形状制御装置
【課題】本発明は、形状データより直接、有効成分を読み取って制御することで圧延材の板や条の平坦な形状得る。
【解決手段】軸方向に数分割された分割ロールを有し、各分割ロールを個別にもしくは圧延材の板幅方向の中央部に対して対称に圧下位置が調整されるバックアップロールを上下に有するクラスタ圧延機を用いる被圧延物の形状制御方法であって、圧延機出側に設けられた形状検出器により被圧延物の圧延方向の伸びを板形状として検出し、分割ロールの配置に応じて、被圧延物の板幅方向の各形状検出点を複数のゾーンに区分し、各ゾーンの形状偏差に対して、各分割ロールの操作量の重み付けを行い、ゾーン毎に形状検出器の検出値に基づいてバックアップロールの圧下量または開放量を計算し、その計算値に基づいてバックアップロールの圧下位置を出力して被圧延物の伸びを修正する形状制御方法を提供する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム

【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に前記圧延材Wを圧延するワークロールのロール隙間ΔSを算出し、算出したロール隙間ΔSに対応する指令信号を圧下装置に出力して圧延材Wの板厚を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに位相遅れを算出すると共に、算出した位相遅れに基づいて周波数毎の遅れ時間を求め、周波数毎に求めた遅れ時間を基に全体遅れ時間を算出し、算出した全体遅れ時間を基に圧下装置に出力する指令信号のタイミングを修正する。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に圧延材Wを圧延するワークロール5のロール隙間を算出し、算出したロール隙間ΔSに応じて圧下装置11を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに圧下装置11に対する制御利得値を算出し、算出した制御利得値の逆数を計測で得られたロール隙間ΔSに乗算すると共に乗算して得られた値を圧下装置11を適用するロール隙間ΔS’とし、このロール隙間ΔS’を基に板厚を制御する。
(もっと読む)
板圧延機の零点調整方法
【課題】短時間で高精度な零点調整が可能となり、圧延機の圧延時の板形状の推定精度を高めることができる板圧延機およびそれを用いた零点調整方法を提供すること。
【解決手段】上下両方のロールアセンブリーが、軸方向に3分割以上に分割された分割バックアップロールによってワークロールを支持する機構であり、上下少なくともどちらか一方の各分割バックアップロールには独立した荷重検出装置と圧下装置とが配置された板圧延機において、キスロール締め込みによって該板圧延機の零点調整を行う際、予め押し込み量と荷重分布変化量との関係式を作成し、前記関係式より、各分割バックアップロールの圧下位置修正量を計算し、その圧下位置修正量に基づいて各分割バックアップロールの圧下位置を制御することを特徴とする板圧延機の零点調整方法。
(もっと読む)
ゼンジミア圧延機における自動板厚制御方法及び自動板厚制御装置
【課題】被圧延材の形状に応じて形状制御操作したサドル位置に対応する部分の出側板厚が目標板厚からオフセットする現象を防止できるゼンジミア圧延機における自動板厚制御方法及びそれに用いる装置を提供するおよびそれに用いる装置を提供する。
【解決手段】As−Uロールによるロールクラウン調整機構を用い、形状制御操作を行う際に、As−Uロールのサドル位置に対応するワークロール間のロールギャップが変化する分を考慮して圧下操作指令量を決定するゼンジミア圧延機における自動板厚制御方法およびそれに用いる装置。
(もっと読む)
多段式圧延機及び多段式圧延機の制御方法
【課題】エッジドロップ制御と形状制御の双方の機能を備えた多段式圧延機及び多段式圧延機の制御方法を提供する。
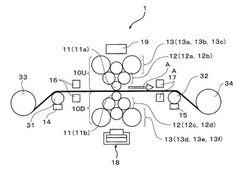
【解決手段】ワークロール11a,11bに第一中間ロール12a,12bを備えた多段式圧延機Rにおいて、第一中間ロール12a,12bの一方の端部には形状制御用として比較的緩やかな先細りのテーパーを形成させ、他方の端部にはエッジドロップ制御用として比較的急峻な先細りテーパーを形成させ、これら第一中間ロール12a,12bを上下でそれぞれのテーパーが互い違いになるよう配置し、更に軸方向にシフトできるようにしておく。そして、エッジドロップ制御に対しては、圧延開始前、エッジドロップ制御用のテーパーが被圧延材1板端の位置に来るように第一中間ロール12a,12bをシフトさせ、形状制御に対しては、同じく圧延開始前、形状制御用のテーパーが板端の位置に来るように第一中間ロール12a,12bをシフトする。
(もっと読む)
形状制御装置、及び形状制御方法
【課題】圧延速度が遅い場合でも摩擦抵抗に依存されることなく第1中間ロールを適正な位置にシフトさせAS−Uロールの撓み量に余裕を持たせて高精度な形状制御を行う。
【解決手段】形状制御装置2は、AS−Uロール11の撓み量と第1中間ロール13のシフト位置を制御し、ワークロール14への押圧力を制御しながら被圧延材15を形状制御する。このとき、第1中間ロール位置補正装置3が、被圧延材の形状実績、圧延速度、AS−Uロール11の撓み量、及び第1中間ロール13のシフト位置に基づいて第1中間ロール13のシフト位置を補正している。これによって、AS−Uロール11の撓み量が制限値に達しても第1中間ロール13が適正なシフト位置で形状制御を行うことができる。また、第1中間ロール位置設定装置4が過去の圧延実績データを保持して、その圧延実績データに基づいて第2のロールのテーパ位置を所望の位置に設定する。
(もっと読む)
差厚鋼板の圧延方法
【課題】 圧延作業能率の向上を図り、全長に渡って平坦度が良好な差厚鋼板を製造することができる差厚鋼板の圧延方法を提供する。
【解決手段】 少なくとも上、下いずれか一方の分割型バックアップロール20、50を構成する各分割バックアップロール21〜27、51〜57がそれぞれ独立した圧下装置301〜307、601〜607荷重測定装置321〜327、621〜627および圧下位置測定装置341〜347、641〜647を有する分割バックアップロール型板圧延機により差厚鋼板Pを圧延する。予め定めた設定荷重を全圧延荷重の目標値として圧延を開始し、設定荷重に到達した後の主圧下位置の変化を監視し、主圧下位置の変化に応じて全圧延荷重の目標値を変更し、変更した目標値に基づき主圧下位置および分割バックアップロール圧下位置を調整する。
(もっと読む)
多段圧延スタンド、特に20ロール送り圧延機構において冷間圧延の特殊鋼ストリップ或いは特殊鋼箔の平坦度及びストリップ応力又はそのいずれかの一方を測定制御する方法と装置
【課題】
正確に測定され且つ分析された平坦度誤差に基づいてそれぞれの調整部材の変更された調整状況を達成させ、それによって最終製品のより高い平坦度を得るので、圧延速度も増加され得ること。
【解決手段】
複数の調整部材(3)を包含する少なくとも一つの制御回路(4)を備えて、多段圧延スタンド(2)の冷間圧延にて特殊鋼ストリップ(1)平坦度及びストリップ応力又はそのいずれかの一方を測定制御する方法と装置は、平坦度誤差(10)が応力ベクトル(8)と所定基準曲線(9)との比較によって検出され、その後に平坦度誤差(10)の経過がストリップ幅(7)にわたり分析構成部材(11)で数学的に近似されて関係量の応力ベクトル(8)に分解され、実数値によって決定された平坦度誤差関係量(C1...Cx)はそれぞれの調整部材(3)を作動するそれぞれ付属する制御モジュール(12a,12b)に供給されることによって正確な制御と制御を保証する。  (もっと読む)
(もっと読む)
多重プロフィル制御方法及び圧延機
補強ロール上又は補強ロールと共に中間ロール上に支持されたワークロールを備えた圧延機により薄板又は板を圧延し、その際ロール間隙の調節を、湾曲した輪郭を持つロール対を軸方向にシフトすることにより行う場合、大きな幅の製品系列では、周縁領域又は4分の1の領域における過度の延伸により、必要とするプロフィルからの偏差がしばしば生じ、この偏差は、製品の平坦性に関して、所謂4分の1波の形状で現れる。この問題を簡単なメカニズムで解決し、圧延した圧延品の幅全体に渡って、所定の厚さのプロフィルを持つ絶対的に平坦な板を生成する制御メカニズム及び方式の改善を達成するために、この発明では、選定した二つのシフト位置に対するロール間隙目標プロフィル(10)を形成するために、一対のロール対のロール輪郭を、その輪郭が、ロール間隙に関して、ロールのシフトにより変化するプロフィル最大値が圧延中心に有る形の圧延中心に対して対称的なプロフィル(20)を生じさせるように構成する一方、少なくとも一対の第二のロール対のロール輪郭が、ロール間隙に関して、ロールのシフトにより変化する二つの等しい最大値が圧延中心以外に有る形の圧延中心に対して対称的なプロフィル(22)を生成するものである。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]